平面自动打磨机的制作方法
1.本技术涉及平面打磨的技术领域,尤其涉及一种平面自动打磨机。
背景技术:
2.随着经济及科学技术的不断发展,新能源汽车已经越来越普及,越来越受到消费者的青睐。
3.众所周知,新能源汽车中所使用的电池托盘大多都是一种铝合金板类的平面产品,该平面产品在加工过程中,需要进行打磨加工。
4.目前,对上述平面产品进行打磨加工的方式大多还停留在人工打磨的方式,该方式在打磨过程中需要占用大量人员,打磨速度慢,工时长,不但效率低下,人工成本特别高,而且人工打磨质量参差不齐,严重影响了该平面产品的打磨加工质量,难于满足批量化且高质量的生产加工需求。
5.因此,急需要一种平面自动打磨机来克服上述存在的问题。
技术实现要素:
6.本技术实施例的目的在于提供一种平面自动打磨机,该平面自动打磨机具有结构简单、打磨速度快、效率高、能够降低人工成本及提高打磨加工质量的优点。
7.为实现上述目的,本技术实施例的第一方面提供了一种平面自动打磨机,适用于打磨平面产品,其中,所述平面自动打磨机包括:机架、第一水平输送装置、第一安装架、第一升降驱动装置、第一升降架、第一打磨装置、第二打磨装置、第三打磨装置及第四打磨装置,
8.所述第一水平输送装置沿由左向右的水平输送方向设于所述机架上,所述第一水平输送装置沿由左向右的水平方向输送所述平面产品;
9.所述第一安装架固定于所述机架上,且所述第一安装架位于所述第一水平输送装置输出端的上方;
10.所述第一升降驱动装置设于所述第一安装架上,所述第一升降架竖直移动于所述第一安装架上,所述第一升降架传动连接于所述第一升降驱动装置上;
11.所述第一打磨装置及所述第二打磨装置均设于所述第一升降架上,所述第一打磨装置位于所述平面产品上表面前侧的上方,所述第二打磨装置位于所述平面产品上表面后侧的上方;
12.所述第三打磨装置及所述第四打磨装置均呈安装高度可调整的设于所述机架上,所述第三打磨装置抵触于所述平面产品下表面的前侧,所述第四打磨装置抵触于所述平面产品下表面的后侧。
13.可选地,所述平面自动打磨机还包括:第一激光除锈器及第二激光除锈器,所述第一激光除锈器及所述第二激光除锈器均呈安装高度可调整的设于所述第一安装架上,所述第一激光除锈器沿竖直方向朝向所述平面产品上表面前侧,且所述第一激光除锈器位于所
述第一打磨装置的右侧;所述第二激光除锈器沿竖直方向朝向所述平面产品上表面后侧,且所述第二激光除锈器位于所述第二打磨装置的右侧。
14.可选地,所述平面自动打磨机还包括:摩擦牵引装置,所述摩擦牵引装置包括:电动滚筒、从动滚筒及传动带,所述电动滚筒及所述从动滚筒均沿前后方向设于所述第一安装架的底部,且所述电动滚筒与所述从动滚筒呈左右间隔开的布置,所述传动带传动绕设于所述电动滚筒与所述从动滚筒之间,所述传动带的下侧摩擦抵触于所述平面产品的上表面。
15.可选地,所述平面自动打磨机还包括:可调抵压装置,所述可调抵压装置包括:第二安装架、固定座、升降滑座、调节螺杆及抵压滚轮,所述第二安装架固定于所述机架上,且所述第二安装架位于所述第一安装架的左侧;所述固定座固定于所述第二安装架上,所述升降滑座竖直移动于所述固定座上;所述调节螺杆沿竖直方向螺纹连接于所述固定座上,且所述调节螺杆的下端枢接于所述升降滑座上;所述抵压滚轮绕一沿前后方向布置的轴心线枢接于所述升降滑座上,且所述抵压滚轮滚动抵压于所述平面产品的上表面。
16.可选地,所述第一升降驱动装置包括:第一旋转驱动器、第一齿轮及第一齿条,所述第一旋转驱动器固定于所述第一安装架上,所述第一齿轮固定连接于所述第一旋转驱动器的输出端,所述第一齿条竖直固定于所述第一升降架上,所述第一齿轮啮合配合于所述第一齿条上。
17.可选地,所述平面自动打磨机还包括:第二水平输送装置、第一平移架、第一平移驱动装置、第二平移驱动装置、第二平移架、第二升降驱动装置、第二升降架及第五打磨装置,所述第二水平输送装置沿由左向右的水平输送方向设于所述机架上,所述第二水平输送装置的输入端对接于所述第一水平输送装置的输出端,所述第二水平输送装置承接所述第一水平输送装置输出的所述平面产品继续向右输送;所述第一平移架沿左右方向移动于所述机架上,且所述第一平移架位于第二水平输送装置的上方;所述第一平移驱动装置设于所述机架上,所述第一平移架传动连接于所述第一平移驱动装置上;所述第二平移驱动装置设于所述第一平移架上,所述第二平移架沿前后方向移动设于所述第一平移架上,所述第二平移架传动连接于所述第二平移驱动装置上;所述第二升降驱动装置设于所述第二平移架上,所述第二升降架竖直移动于所述第二平移架上,所述第二升降架传动连接于所述第二升降驱动装置上;所述第五打磨装置设于所述第二升降架上,所述第五打磨装置位于所述第二水平输送装置的上方。
18.可选地,所述平面自动打磨机还包括:第三激光除锈器,所述第三激光除锈器竖直固定于所述第二升降架上。
19.可选地,所述平面自动打磨机还包括:均设于所述机架上的若干第一抵压定位组件及若干第二抵压定位组件,所述第一抵压定位组件位于所述第二水平输送装置的前侧,所述第二抵压定位组件位于所述第二水平输送装置的后侧;所述第一抵压定位组件包括第一升降旋转气缸及第一抵压块,所述第一升降旋转气缸固定于所述机架上,所述第一抵压块固定连接于所述第一升降旋转气缸的输出端,所述第一抵压块可下降至抵压于所述平面产品上;所述第二抵压定位组件包括第二升降旋转气缸及第二抵压块,所述第二升降旋转气缸固定于所述机架上,所述第二抵压块固定连接于所述第二升降旋转气缸的输出端,所述第二抵压块可下降至抵压于所述平面产品上。
20.可选地,所述第二升降驱动装置包括:第二旋转驱动器、第二齿轮及第二齿条,所述第二旋转驱动器固定于所述第二平移架上,所述第二齿轮固定连接于所述第二旋转驱动器的输出端,所述第二齿条竖直固定于所述第二升降架上,所述第二齿轮啮合配合于所述第二齿条上。
21.可选地,所述平面自动打磨机还包括:均固定于所述机架上的第一隔离罩及第二隔离罩,所述第一隔离罩遮罩于所述第一安装架上,所述第二隔离罩遮罩于所述第二水平输送装置上。
22.由于本技术的平面自动打磨机的第一水平输送装置沿由左向右的水平输送方向设于机架上,平面产品沿由左向右的水平方向输送于第一水平输送装置上;第一安装架固定于机架上,且第一安装架位于第一水平输送装置输出端的上方;第一升降驱动装置设于第一安装架上,第一升降架竖直移动于第一安装架上,第一升降架传动连接于第一升降驱动装置上;第一打磨装置及第二打磨装置均设于第一升降架上,第一打磨装置位于平面产品上表面前侧的上方,第二打磨装置位于平面产品上表面后侧的上方;第三打磨装置及第四打磨装置均呈安装高度可调整的设于机架上,第三打磨装置抵触于平面产品下表面的前侧,第四打磨装置抵触于平面产品下表面的后侧。则,将待打磨的平面产品放置于第一水平输送装置的输入端,由一水平输送装置将平面产品由左向右输送经过第一打磨装置、第二打磨装置的下方及第三打磨装置、第四打磨装置的上方,由第一升降驱动装置驱使第一升降架带动第一打磨装置、第二打磨装置向下移动,使得第一打磨装置摩擦抵触于平面产品上表面的前侧,以及使得第二打磨装置摩擦抵触于平面产品上表面的后侧,从而实现通过第一打磨装置及第二打磨装置分别对应的自动打磨平面产品上表面的前侧及后侧;同时,由第三打磨装置摩擦抵触于平面产品下表面的前侧,及由第四打磨装置摩擦抵触于平面产品下表面的后侧,从而实现通过第三打磨装置及第四打磨装置分别对应的自动打磨平面产品下表面的前侧及后侧。从而实现机械自动化打磨平面产品,替换传统的人工打磨方式,大大降低了人工成本,打磨速度大大提高,工时大大缩短,使得效率大大提高。而且,能够避免人工打磨质量参差不齐的问题,大大提高了平面产品的打磨加工质量,能够更好的满足批量化且高质量的生产加工需求。
附图说明
23.图1为本技术实施例中平面自动打磨机移除第一隔离罩及第二隔离罩后的组合立体示意图。
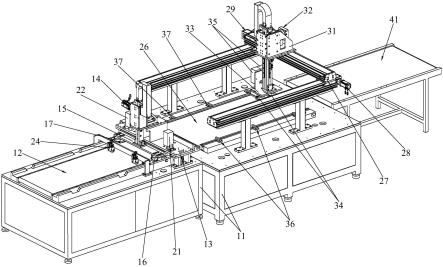
24.图2为本技术实施例中平面自动打磨机的组合立体示意图。
25.图3为本技术实施例中平面自动打磨机的第一水平输送装置、第一安装架、第一升降驱动装置、第一升降架、第一打磨装置、第二打磨装置、第三打磨装置、第四打磨装置、第一激光除锈器、第二激光除锈器、摩擦牵引装置及可调抵压装置设于机架上的组合立体示意图。
26.图4为图3于另一视角的组合立体示意图。
27.图5为本技术实施例中平面自动打磨机的第一安装架、第一升降驱动装置、第一升降架、第一打磨装置、第二打磨装置、第三打磨装置、第四打磨装置、第一激光除锈器及第二激光除锈器的组合立体示意图。
28.图6为图5于另一视角的组合立体示意图。
29.图7为本技术实施例中平面自动打磨机的可调抵压装置的组合立体示意图。
30.图8为本技术实施例中平面自动打磨机的第二水平输送装置、第一平移架、第一平移驱动装置、第二平移驱动装置、第二平移架、第二升降驱动装置、第二升降架、第五打磨装置、第三激光除锈器、第一抵压定位组件及第二抵压定位组件设于机架上的组合立体示意图。
31.图9为本技术实施例中平面自动打磨机的第二平移架、第二升降驱动装置、第二升降架、第五打磨装置及第三激光除锈器的组合立体示意图。
具体实施方式
32.下面结合附图和优选实施例对本技术作进一步的描述,但本技术的实施方式不限于此。
33.请参阅图1至图6,本技术的平面自动打磨机100适用于打磨平面产品(图中未示),其中,本技术的平面自动打磨机100包括:机架11、第一水平输送装置12、第一安装架13、第一升降驱动装置14、第一升降架15、第一打磨装置 16、第二打磨装置17、第三打磨装置18及第四打磨装置19,第一水平输送装置12沿由左向右的水平输送方向设于机架11上,第一水平输送装置12沿由左向右的水平方向输送平面产品。第一安装架13固定于机架11上,且第一安装架13位于第一水平输送装置12输出端的上方。第一升降驱动装置14设于第一安装架13上,第一升降架15竖直移动于第一安装架13上,第一升降架15传动连接于第一升降驱动装置14上。第一打磨装置16及第二打磨装置17均设于第一升降架15上,第一打磨装置16位于平面产品上表面前侧的上方,第二打磨装置17位于平面产品上表面后侧的上方。即可由第一升降驱动装置14驱使第一升降架15带动第一打磨装置16及第二打磨装置17竖直上下移动来远离或靠近平面产品上表面。实现第一打磨装置16对平面产品上表面的前侧进行打磨,以及实现第二打磨装置17对平面产品上表面的后侧进行打磨。第三打磨装置18及第四打磨装置19均呈安装高度可调整的设于机架11上,以方便调整第三打磨装置18及第四打磨装置19的安装高度来适应对平面产品下表面的摩擦抵触的力度,第三打磨装置18抵触于平面产品下表面的前侧,以实现第三打磨装置18对平面产品下表面的前侧进行打磨。第四打磨装置19抵触于平面产品下表面的后侧,以实现第四打磨装置19对平面产品下表面的后侧进行打磨。则,将待打磨的平面产品放置于第一水平输送装置12的输入端,由一水平输送装置将平面产品由左向右输送经过第一打磨装置16、第二打磨装置17的下方及第三打磨装置18、第四打磨装置19的上方,由第一升降驱动装置14驱使第一升降架15带动第一打磨装置16、第二打磨装置17向下移动,使得第一打磨装置16 摩擦抵触于平面产品上表面的前侧,以及使得第二打磨装置17摩擦抵触于平面产品上表面的后侧,从而实现通过第一打磨装置16及第二打磨装置17分别对应的自动打磨平面产品上表面的前侧及后侧;同时,由第三打磨装置18摩擦抵触于平面产品下表面的前侧,及由第四打磨装置19摩擦抵触于平面产品下表面的后侧,从而实现通过第三打磨装置18及第四打磨装置19分别对应的自动打磨平面产品下表面的前侧及后侧。从而实现机械自动化打磨平面产品,替换传统的人工打磨方式,大大降低了人工成本,打磨速度大大提高,工时大大缩短,使得效率大大提高。而且,能够避免人工打磨质量参差不齐的问题,大大提高了平面产品的打磨加工质量。具体地,如下:
34.请参阅图5及图6,本技术的平面自动打磨机100还包括:第一激光除锈器 21及第二激光除锈器22,第一激光除锈器21及第二激光除锈器22均呈安装高度可调整的设于第一安装架13上,以方便调整第一激光除锈器21及第二激光除锈器22的安装高度来改变与平面产品上表面之间的间距。第一激光除锈器21 沿竖直方向朝向平面产品上表面前侧,且第一激光除锈器21位于第一打磨装置 16的右侧。则,平面产品上表面前侧由第一打磨装置16打磨后即可到达第一激光除锈器21的下方,第一激光除锈器21即可对打磨后的区域进行激光除锈及去除打磨产生的毛刺。第二激光除锈器22沿竖直方向朝向平面产品上表面后侧,且第二激光除锈器22位于第二打磨装置17的右侧。则,平面产品上表面后侧由第二打磨装置17打磨后即可到达第二激光除锈器22的下方,第二激光除锈器22即可对打磨后的区域进行激光除锈及去除打磨产生的毛刺,从而提高打磨加工的质量,结构更为合理。
35.请参阅图4至图6,本技术的平面自动打磨机100还包括:摩擦牵引装置 23,其中,摩擦牵引装置23包括:电动滚筒231、从动滚筒232及摩擦传动带 233,电动滚筒231及从动滚筒232均沿前后方向设于第一安装架13的底部,且电动滚筒231与从动滚筒232呈左右间隔开的布置,摩擦传动带233传动绕设于电动滚筒231与从动滚筒232之间,摩擦传动带233的下侧摩擦抵触于平面产品的上表面。则,由电动滚筒231带动摩擦传动带233传动,且摩擦传动带233的下侧摩擦抵触于平面产品的上表面,即可牵引带动平面产品向右输送,防止平面产品发生输送打滑的情况,结构更为合理。
36.请参阅图3及图7,本技术的平面自动打磨机100还包括:可调抵压装置 24,可调抵压装置24包括:第二安装架241、固定座242、升降滑座243、调节螺杆244及抵压滚轮245,第二安装架241固定于机架11上,且第二安装架241 位于第一安装架13的左侧;固定座242固定于第二安装架241上,升降滑座243 竖直移动于固定座242上;调节螺杆244沿竖直方向螺纹连接于固定座242上,且调节螺杆244的下端枢接于升降滑座243上;抵压滚轮245绕一沿前后方向布置的轴心线枢接于升降滑座243上,且抵压滚轮245滚动抵压于平面产品的上表面。则,通过旋转调节螺杆244即可驱使升降滑座243带动抵压滚轮245 上下移动至所需的位置,使得抵压滚轮245能够维持抵压于平面产品的上表面,以保障平面产品能够稳定的输送于第一水平输送装置12上,防止平面产品发生打滑或翘起的情况。
37.请参阅图5及图6,在本实施例中,第一升降驱动装置14包括:第一旋转驱动器141、第一齿轮142及第一齿条143,第一旋转驱动器141可选择为电机,但不以此为限,第一旋转驱动器141固定于第一安装架13上,第一齿轮142固定连接于第一旋转驱动器141的输出端,第一齿条143竖直固定于第一升降架 15上,第一齿轮142啮合配合于第一齿条143上。则通过第一旋转驱动器141 驱使第一齿轮142转动,第一齿轮142即可驱使第一齿条143带动第一升降架 15竖直上下移动,结构更为简单合理。
38.请参阅图1、图8及图9,本技术的平面自动打磨机100还包括:第二水平输送装置26、第一平移架27、第一平移驱动装置28、第二平移驱动装置29、第二平移架31、第二升降驱动装置32、第二升降架33及第五打磨装置34。第二水平输送装置26沿由左向右的水平输送方向设于机架11上,第二水平输送装置26的输入端对接于第一水平输送装置12的输出端,第二水平输送装置26 承接第一水平输送装置12输出的平面产品继续向右输送。第一平移架27沿左右方向移动于机架11上,且第一平移架27位于第二水平输送装置26的上方。第一平移驱动装置28设于机架11上,第一平移架27传动连接于第一平移驱动装置28上,即可实
26、第一平移架27、第一平移驱动装置28、第二平移驱动装置29、第二平移架 31、第二升降驱动装置32、第二升降架33、第五打磨装置34、第三激光除锈器 35、第一抵压定位组件36及第二抵压定位组均位于第二隔离罩39内,以对打磨产生的粉尘进行隔离,防止粉尘散发到外界而影响车间环境的洁净,保障清洁的车间环境。
44.详细地,在本实施例中,第一打磨装置16、第二打磨装置17、第三打磨装置18、第四打磨装置19及第五打磨装置34均可选择为气动打磨机,以满足高效快速的打磨需求。
45.再者,在本实施例中,第一平移驱动装置28、第二平移驱动装置29的具体结构均可选择为通过电机驱使同步带传动来带动第一平移架27左右水平移动或带动第二平移架31前后水平移动的结构,均为本领域的技术人员所熟知的常规技术方案,故在此不再详细赘述。
46.可选择地,在本实施例中,本技术的平面自动打磨机100还包括:第三水平输送装置41,第三水平输送装置41沿由左向右的水平输送方向设于机架11 上,第三水平输送装置41的输入端对接于第二水平输送装置26的输出端,第三水平输送装置41承接第二水平输送装置26输出的平面产品进行下料或继续向右输送。需要说明的是,在本实施例中,第一水平输送装置12、第二水平输送装置26及第三水平输送装置41的具体结构均为电机驱使皮带传动来实现输送平面产品的输送结构,均为本领域的技术人员所熟知的常规技术方案,故在此不再详细赘述。
47.结合附图,对本技术的平面自动打磨机100的工作原理作详细说明:
48.首先,将待打磨的平面产品放置于第一水平输送装置12的输入端,由一水平输送装置将平面产品由左向右输送经过第一打磨装置16、第二打磨装置17的下方及第三打磨装置18、第四打磨装置19的上方,由第一升降驱动装置14驱使第一升降架15带动第一打磨装置16、第二打磨装置17向下移动,使得第一打磨装置16摩擦抵触于平面产品上表面的前侧,以及使得第二打磨装置17摩擦抵触于平面产品上表面的后侧,从而实现通过第一打磨装置16及第二打磨装置17分别对应的自动打磨平面产品上表面的前侧及后侧;同时,由第三打磨装置18摩擦抵触于平面产品下表面的前侧,及由第四打磨装置19摩擦抵触于平面产品下表面的后侧,从而实现通过第三打磨装置18及第四打磨装置19分别对应的自动打磨平面产品下表面的前侧及后侧。
49.接着,第一水平输送装置12继续向右输送平面产品,平面产品上表面前侧由第一打磨装置16打磨后即可到达第一激光除锈器21的下方,第一激光除锈器21即可对打磨后的区域进行激光除锈及去除打磨产生的毛刺。同时,平面产品上表面后侧由第二打磨装置17打磨后即可到达第二激光除锈器22的下方,第二激光除锈器22即可对打磨后的区域进行激光除锈及去除打磨产生的毛刺。
50.接着,第二水平输送装置26承接第一水平输送装置12输出的平面产品,直至平面产品完全进入到第二水平输送装置26上,由第一升降旋转气缸361驱使第一抵压块362旋转下移并抵压于平面产品上表面前侧,以及由第二升降旋转气缸371驱使第二抵压块372旋转下移并抵压于平面产品上表面后侧,从而实现对应平面产品的抵压定位,防止平面产品在打磨加工过程发生松动偏移。
51.然后,由第二升降驱动装置32驱使第二升降架33带动第五打磨装置34及第三激光除锈器35下降到与平面产品上表面合适的距离,再由第一平移驱动装置28及第二平移驱动
装置29配合来带动第五打磨装置34及第三激光除锈器35 来沿左右及前后方向移动,以实现第五打磨装置34及第三激光除锈器35对平面产品上表面剩余未打磨加工的中间区域进行打磨及行激光除锈和去除打磨产生的毛刺,从而完成对平面产品的整个上表面及下表面的前后两侧进行完整的打磨加工。
52.当平面产品被打磨加工完成后,第一升降旋转气缸361驱使第一抵压块362 旋转上移并远离于平面产品上表面前侧,以及由第二升降旋转气缸371驱使第二抵压块372旋转上移并远离于平面产品上表面后侧,从而实现释放平面产品,打磨加工完成后的平面产品即可被送入第三水平输送装置41,即可将磨加工完成后的平面产品进行下料或继续向右输送。
53.可选择地,在本实施例中,本技术的平面自动打磨机100所打磨加工的平面产品可以选择为新能源汽车中所使用的电池托盘,但并不以此为限,本领域的技术人员可以根据实际的加工需求而灵活应用于加工其他类型的平面产品,均在本技术的保护范围内,故,在此不再一一赘述。
54.由于本技术的平面自动打磨机100的第一水平输送装置12沿由左向右的水平输送方向设于机架11上,平面产品沿由左向右的水平方向输送于第一水平输送装置12上;第一安装架13固定于机架11上,且第一安装架13位于第一水平输送装置12输出端的上方;第一升降驱动装置14设于第一安装架13上,第一升降架15竖直移动于第一安装架13上,第一升降架15传动连接于第一升降驱动装置14上;第一打磨装置16及第二打磨装置17均设于第一升降架15上,第一打磨装置16位于平面产品上表面前侧的上方,第二打磨装置17位于平面产品上表面后侧的上方;第三打磨装置18及第四打磨装置19均呈安装高度可调整的设于机架11上,第三打磨装置18抵触于平面产品下表面的前侧,第四打磨装置19抵触于平面产品下表面的后侧。则,将待打磨的平面产品放置于第一水平输送装置12的输入端,由一水平输送装置将平面产品由左向右输送经过第一打磨装置16、第二打磨装置17的下方及第三打磨装置18、第四打磨装置 19的上方,由第一升降驱动装置14驱使第一升降架15带动第一打磨装置16、第二打磨装置17向下移动,使得第一打磨装置16摩擦抵触于平面产品上表面的前侧,以及使得第二打磨装置17摩擦抵触于平面产品上表面的后侧,从而实现通过第一打磨装置16及第二打磨装置17分别对应的自动打磨平面产品上表面的前侧及后侧;同时,由第三打磨装置18摩擦抵触于平面产品下表面的前侧,及由第四打磨装置19摩擦抵触于平面产品下表面的后侧,从而实现通过第三打磨装置18及第四打磨装置19分别对应的自动打磨平面产品下表面的前侧及后侧。从而实现机械自动化打磨平面产品,替换传统的人工打磨方式,大大降低了人工成本,打磨速度大大提高,工时大大缩短,使得效率大大提高。而且,能够避免人工打磨质量参差不齐的问题,大大提高了平面产品的打磨加工质量,能够更好的满足批量化且高质量的生产加工需求。
55.以上结合实施例对本技术进行了描述,但本技术并不局限于以上揭示的实施例,而应当涵盖各种根据本技术的本质进行的修改、等效组合。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1