一种打磨装置的制作方法
1.本实用新型涉及打磨装置技术领域,具体的,涉及一种打磨装置。
背景技术:
2.盾尾刷属于盾构的组成部分,盾尾刷被焊接在盾构机盾尾上,起到防止泥土,地下水,填充浆液进入盾体的装置。一般用钢丝刷,橡胶,油脂联合使用。盾尾刷由保护板、压紧板、基座板和钢丝刷组成,其中盾尾刷保护板用于保护钢丝刷不受磨损,盾尾刷保护板分为前部、中部和尾部,盾尾刷保护板尾部最长,中部为折弯部,前和中部长度相同。
3.普通的打磨机只能打磨直板的表面,像在打磨盾尾刷保护板这种带折弯板表面时,还需要手动调整,或者是直接用手持打磨机打磨,人工打磨钢板既费力又危险,稍不小心就会使工人受伤,危险系数很大。
技术实现要素:
4.本实用新型提出一种打磨装置,解决了相关技术中的打磨机打磨折弯板材费力的问题。
5.本实用新型的技术方案如下:
6.一种打磨装置,包括,
7.壳体,
8.升降架,滑动设置在所述壳体上,
9.摆动架,摆动设置在所述壳体上,
10.进给辊,转动设置在所述摆动架上,所述进给辊为若干对,
11.打磨辊,转动设置在所述升降架上,所述打磨辊为若干对,
12.工件依次经过所述进给辊和所述打磨辊,所述摆动架绕位于工件折弯侧的所述进给辊轴心转动。
13.还包括,
14.导向板,设置在所述壳体上,所述导向板下端与所述进给辊进料口在同一水平面。
15.还包括,
16.所述壳体上两侧设有导轨,所述升降架滑动设置在所述导轨上。
17.还包括,
18.出料板,所述出料板设置在所述壳体上,所述出料板设置在所述打磨辊出料口处向下与水平面形成夹角。
19.还包括,
20.弹性件,一端设置在所述摆动架上,另一端设置在所述壳体上,所述弹性件提供所述摆动架复位的力。
21.还包括,
22.打磨辊表面有钢毛层。
23.还包括,
24.拨杆,摆动设置在所述壳体上,所述拨杆位于所述进给辊前,
25.控制器,设置在所述壳体上,与所述拨杆电连接,用于控制所述摆动架摆动和所述升降架升降。
26.本实用新型的工作原理及有益效果为:
27.本实用新型中,工件具有长板和短板工件长板由进给辊进料口进入,通过进给辊转动摩擦,把工件传送到打磨辊,打磨辊分为有若干对,分为上下两部分分别打磨工件两面,工件折弯处经过进给辊时,摆动架绕位于工件折弯侧的进给辊沿工件折弯方向转动,随后进给辊进给短边向斜上方运动,此时工件整体会向上运动,因为不能破坏工件折弯角度,因此打磨辊随升降架向上滑动,待工件短边全部进入打磨辊,摆动架和升降架复位,打磨结束;
28.普通的打磨机只能打磨直板的表面,在打磨带有折弯的铁板表面时,还需要手动调整,或者是直接用手持打磨机打磨,人工打磨钢板既费力又危险,稍不小心就会使工人受伤,危险系数很大,该装置直接可以实现自动打磨带有折弯的铁板,实现了打磨带折弯铁板的自动化,大大提高了工作效率,减轻了工人的劳动力,减少了打磨铁板的安全隐患。
附图说明
29.下面结合附图和具体实施方式对本实用新型作进一步详细的说明。
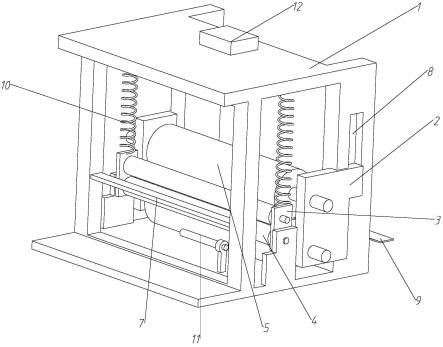
30.图1为本实用新型打磨装置结构示意图;
31.图2为本实用新型控制器触发状态示意图;
32.图3为本实用新型控制器运行示意图;
33.图4为本实用新型控制器结束状态示意图;
34.图中:1、壳体,2、升降架,3、摆动架,4、进给辊,5、打磨辊,6、工件,7、导向板,8、导轨,9、出料板,10、弹性件,11、拨杆,12、控制器。
具体实施方式
35.下面将结合本实用新型实施例,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都涉及本实用新型保护的范围。
36.如图1~图4所示,本实施例提出了一种打磨装置,包括,
37.壳体1,
38.升降架2,滑动设置在所述壳体1上,
39.摆动架3,摆动设置在所述壳体1上,
40.进给辊4,转动设置在所述摆动架3上,所述进给辊4为若干对,
41.打磨辊5,转动设置在所述升降架2上,所述打磨辊5为若干对,
42.工件6依次经过所述进给辊4和所述打磨辊5,所述摆动架3绕位于工件6折弯侧的所述进给辊4轴心转动。
43.本实施例中,工件6具有长板和短板,工件6长板由进给辊4进料口进入,通过进给
辊4转动摩擦,把工件6传送到打磨辊5,打磨辊5分为有若干对,分为上下两部分分别打磨工件6两面,工件6折弯处经过进给辊4时,摆动架3绕位于工件6折弯侧的进给辊4沿工件6折弯方向转动,随后进给辊4进给短边向斜上方运动,此时工件6整体会向上运动,因为不能破坏工件6折弯角度,因此打磨辊5随升降架2向上滑动,待工件6短边全部进入打磨辊5,摆动架3和升降架2复位,打磨结束;
44.普通的打磨机只能打磨直板的表面,在打磨带有折弯的铁板表面时,还需要手动调整,或者是直接用手持打磨机打磨,人工打磨钢板既费力又危险,稍不小心就会使工人受伤,危险系数很大,该装置直接可以实现自动打磨带有折弯的铁板,实现了打磨带折弯铁板的自动化,大大提高了工作效率,减轻了工人的劳动力,减少了打磨铁板的安全隐患。
45.还包括,
46.导向板7,设置在所述壳体1上,所述导向板7下端与所述进给辊4进料口在同一水平面。
47.本实施例中,该装置还安装有导向板7,导向板7底面与进给辊4进料口齐平,导向板7的安装避免了工作时手动调整进料位置,而且推送工件6时,倾斜推送工件6会损坏工件6,因此需要调整工件6和进料口处于同一水平面上,很消耗精力和时间,导向板7安装后,只需把工件6贴紧导向板7向里推送即可,节省了工作时间和减少了工作精力。
48.还包括,
49.所述壳体1上两侧设有导轨8,所述升降架2滑动设置在所述导轨8上。
50.本实施例中,壳体1两侧安设导轨8,对升降架2起到了导向作用,使升降架2升降更快捷方便。
51.还包括,
52.出料板9,所述出料板9设置在所述壳体1上,所述出料板9设置在所述打磨辊5出料口处向下与水平面形成夹角。
53.本实施例中,在打磨辊5出料口处安装出料板9,出料板9向下倾斜设置,工件6在打磨完后会杂乱的从打磨辊5的出料口排出,会出现工件6勾挂在壳体1上的情况,进而损坏工件6,加入出料板9会使打磨后的工件6顺着出料板9滑落到下方,避免了工件6杂乱分布的情况。
54.还包括,
55.弹性件10,一端设置在所述摆动架3上,另一端设置在所述壳体1上,所述弹性件10提供所述摆动架3复位的力。
56.本实施例中,弹性件10两端分别安设在摆动架3和壳体1上,在摆动架3摆动后会拉动弹性件10,此时弹性件10会有拉动摆动件复位的力,使摆动件复位更加快速。
57.打磨辊5表面有钢毛层。
58.本实施例中,打磨辊5表面具有钢毛层,刚毛层打磨铁板的除锈效果在所有打磨辊5里的效果是最好的,打磨后的板表面相对比较光滑。
59.还包括,
60.拨杆11,摆动设置在所述壳体1上,所述拨杆11位于所述进给辊4前,
61.控制器12,设置在所述壳体1上,与所述拨杆11电连接,用于控制所述摆动架3摆动和所述升降架2升降。
62.本实施例中,工件6长板由进给辊4进料口进入,通过进给辊4转动摩擦,把工件6传送到打磨辊5,打磨辊5分为有若干对,分为上下两部分分别打磨工件6两面,工件6折弯处经过进给辊4时,工件6的短板会触碰到拨杆11摆动,拨杆11向控制器12发出电信号,控制器12控制摆动架3绕位于工件6折弯侧的进给辊4沿工件6折弯方向转动,随后进给辊4进给短边向斜上方运动,此时工件6整体会向上运动,因为不能破坏工件6折弯角度,因此控制器12在次发出信号控制打磨辊5随升降架2向上滑动,待工件6短边全部进入打磨辊5,摆动架3和升降架2复位,打磨结束;
63.人工控制摆动架3和升降架2运作,需要保持时刻专注的精神力,和熟练的操作功底,不能方便每个人使用,而且人工控制机器的精确度也不高,加入拨杆11和控制器12可以有效的实现该装置的自动化,方便的人员操作,使工件6打磨更精确。
64.以上仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1