一种钢化玻璃成型辅助机构及其成型方法与流程
:
1.本发明涉及玻璃生产设备领域,特别是一种适用于生产汽车钢化玻璃的成型辅助机构及成型方法。
背景技术:
:
2.随着汽车工业的发展,汽车造型更加年轻化、时尚化及运动化,因此汽车设计者对汽车玻璃的造型设计和结构要求也更加复杂化,具有不同的弯曲程度的复合曲率玻璃日益常见;目前,用于生产曲面钢化玻璃的连续钢化玻璃成型设备已经在国内外普遍使用,连续钢化成型是指加工单曲或双曲面玻璃时,通过成型段的单曲辊或变径辊和钢化冷却装置的配合使用来调节玻璃形状;具体地生产过程为:单曲辊或者变径辊的位置固定不动,使玻璃通过加热段后直接进入具有弧形结构的成型段,完成弯曲成型和钢化冷却;更进一步的,为了调节钢化玻璃的成型型面,在此钢化成型的基础上,在成型段上安装有辅助风嘴,辅助风嘴对辊道上传送的玻璃板进行贯穿式吹风,以此来进一步调整玻璃板的局部型面,满足产品对局部吻合度和光学的要求;但是对于一些生产要求更高的复合曲面玻璃,贯穿式吹风的辅助风嘴的方式无法根据玻璃的不同位置做出调整,即无法控制玻璃上不同位置的出风量、出风角度和冷却时间等参数,从而无法满足复合曲面玻璃的生产要求。
3.中国专利cn204111580u公开了一种钢化玻璃成型前的预弯装置,包括气源、吹气管、风嘴、气压调节阀、电磁阀和控制器,所述吹气管通过气压管与气源连接,所述风嘴设置在所述吹气管上,所述控制器和电磁阀以及气压调节阀互相连通,通过电磁阀和气压调节阀控制所述吹气管的气体压力和吹气时间,从而辅助控制钢化玻璃的局部曲率和型面。该专利中,风嘴与吹气管位置的移动范围是有限的,无法根据不同类型的复合曲面玻璃的实际生产情况进行灵活调整,从而无法控制复合曲面玻璃的不同位置的玻璃形状,即无法满足复合曲面玻璃不同位置的曲率、型面和光学等生产要求。
技术实现要素:
:
4.本发明所要解决的技术问题是针对现有钢化玻璃成型设备中,成型辅助设备无法根据玻璃需要控制的区域进行调整,即无法控制复合曲面玻璃的局部型面以满足复合曲面玻璃的不同位置的型面、曲率和光学的生产要求等问题;提供一种位置移动范围更大,调节方式灵活,能够根据复合曲面玻璃的具体形状进行局部调节从而满足复合曲率玻璃不同位置的曲率和型面等生产要求的钢化玻璃成型辅助机构。
5.为解决上述技术问题,本发明所述的一种钢化玻璃成型辅助机构,包括固定装置、移动装置、吹风装置和控制系统,钢化玻璃成型辅助机构设置在钢化玻璃加热装置和钢化玻璃成型装置之间,固定装置位于钢化玻璃加热装置和钢化玻璃成型装置之间,移动装置包括滑动结构、旋转安装结构和升降结构,滑动结构设置在固定装置上,滑动结构能够在固定装置上沿着水平方向滑动;升降结构的一端固定在滑动结构上;旋转安装结构安装在升降结构的另一端,旋转安装结构能够在升降结构上沿着竖直方向移动;吹风装置可拆卸地
安装在旋转安装结构上,旋转安装结构用于调节吹风装置相对于玻璃板的角度;控制系统与吹风装置连通,控制系统用于控制吹风装置对玻璃板进行吹风。
6.进一步的,此钢化玻璃成型辅助机构的固定结构包括固定主体和导轨,固定主体包括连接结构和至少两个凹型结构,凹型结构分别设置在连接结构的两侧,凹型结构的下方设置有多个半圆形凹陷结构,导轨位于连接结构上,导轨的安装方向与连接结构的延伸方向平行;固定装置设置在钢化玻璃成型装置的上方。
7.进一步的,此钢化玻璃成型辅助机构的滑动结构包括支撑部和滑动槽,支撑部与升降结构的一端固定连接,滑动槽设置在支撑部的一侧。
8.进一步的,此钢化玻璃成型辅助机构的旋转安装结构包括旋转固定部和旋转调节部,旋转安装结构的安装方向与滑动结构的延伸方向平行,旋转固定部上设置有两个螺纹开孔,螺纹开孔贯穿旋转固定部的上表面和下表面,旋转调节部通过螺纹开孔与旋转固定部螺纹连接。
9.进一步的,此钢化玻璃成型辅助机构的旋转固定部的中间设置有凹陷部,凹陷部具有与吹风装置相对应的形状,旋转调节部包括两个连接部分和旋转部分,两个连接部分对应固定在旋转部分的两侧,旋转部分的形状具有与吹风装置相对应的形状。
10.进一步的,此钢化玻璃成型辅助机构的升降结构包括多个连接件、多个升降件和升降支撑件,升降件的一端对应设置有连接件,多个升降件通过对应的连接件固定安装在滑动结构上;旋转安装结构上设置有多个开孔,多个升降件对应的穿过开孔,滑动结构的中间设置有安装孔,升降支撑件穿过安装孔并且用于支撑旋转安装结构。
11.进一步的,此钢化玻璃成型辅助机构的升降结构包括第一固定件、第二固定件、滑块、滑轨和定位件,滑轨的一端通过第一固定件与滑动结构的一个侧面固定连接,滑轨的另一端通过第二固定件与旋转固定部的一个侧面固定连接,滑块通过第二固定件与旋转固定部的一个侧面固定连接,滑块与滑轨设置在旋转固定部的同一侧,滑块与滑轨滑动连接,定位件设置在滑块上,并且同时与滑块和滑轨螺栓连接,滑块能够带动旋转安装结构沿着滑轨的安装方向做直线往复运动。
12.进一步的,此钢化玻璃成型辅助机构的吹风装置包括吹风主体和风嘴,吹风主体包括连接端口和支撑杆,连接端口设置在支撑杆的一端,支撑杆的另一端与控制系统连通;风嘴包括风嘴连接部和吹风部,风嘴连接部位于吹风部的上方,风嘴的风嘴连接部上设置有风嘴调节部,吹风主体上设置有吹风调节部,风嘴通过风嘴连接部可拆卸地连接在吹风主体的连接端口。
13.进一步的,此钢化玻璃成型辅助机构的吹风调节部为设置在连接端口的上方的多个凹槽,风嘴调节部为设置在风嘴连接部上的多个通孔,凹槽为椭圆形形状,凹槽的尺寸大于通孔的尺寸,通孔在风嘴连接部的位置与凹槽在支撑部上的位置互相对应,风嘴连接部的通孔通过螺栓和螺母可拆卸地连接在连接端口的凹槽上。
14.进一步的,此钢化玻璃成型辅助机构的吹风调节部为设置在连接端口上的螺纹连接件,螺纹连接件的内部具有连接凹槽,连接凹槽的内壁设置有螺纹结构;风嘴调节部为套设在风嘴连接部上的螺纹配对件,螺纹配对件的外周设置有与螺纹连接件配对的螺纹配对结构,螺纹配对件的螺纹配对结构与螺纹连接件的螺纹结构螺纹连接。
15.进一步的,此钢化玻璃成型辅助机构的控制系统包括气压调节阀、电磁阀、玻璃感
应装置和调节系统,气压调节阀和电磁阀电连接,电磁阀和玻璃感应装置以及调节系统互相连通,压力调节阀与吹风装置连通,压力调节阀用于调节吹风装置的吹风风压,电磁阀用于调节吹风装置的吹风时间,玻璃感应装置用于感应钢化玻璃的位置并且将位置信号反馈给调节系统,调节系统能够根据玻璃感应装置传输的信号,对应的控制气压调节阀和电磁阀,以及控制钢化玻璃加热装置加热玻璃板和钢化玻璃成型装置弯曲玻璃板。
16.同时,本发明还提供一种应用上述钢化玻璃成型辅助机构的钢化玻璃成型方法,该方法包括以下步骤:
17.步骤1:调节移动装置在固定装置上的位置,调节吹风装置相对于移动装置的旋转安装结构的安装角度并且将吹风装置固定在移动装置的旋转安装结构上,调节移动装置的旋转安装结构相对于移动装置的滑动结构的高度;
18.步骤2:钢化玻璃加热装置将玻璃板加热至成型温度;
19.步骤3:将加热至成型温度的玻璃板移动到钢化玻璃加热装置的出口处;
20.步骤4:控制系统检测玻璃板的位置;将加热至成型温度的玻璃板移动到钢化玻璃成型装置的进口处;
21.步骤5:控制系统驱动吹风装置对玻璃板进行吹风,并且控制吹风装置的吹风参数以及吹风装置的开启和关闭;
22.步骤6:钢化玻璃成型装置将玻璃板钢化成型。
23.进一步的,此钢化玻璃成型辅助机构的吹风装置包括吹风主体和风嘴,风嘴可拆卸地连接在吹风主体上,风嘴与吹风主体之间的安装角度的范围为0~15
°
。
24.进一步的,此钢化玻璃成型方法的步骤1中,吹风装置相对于移动装置的旋转安装件的角度调节范围为0~20
°
,吹风装置相对于移动装置的滑动结构的高度调节范围为0~50毫米。
25.进一步的,此钢化玻璃成型方法的步骤5中,控制系统控制的吹风参数包括吹风时间和吹风风压,吹风时间的控制范围为0~1.5秒,吹风风压的控制范围为0~0.6兆帕,控制系统控制吹风装置的开启和关闭之间的时间间隔范围为0~2秒。
26.本发明所述的钢化玻璃成型辅助装置,辅助风嘴到钢化玻璃的距离可以通过调节装置进行调节,辅助风嘴与钢化玻璃上需要吹风的位置可根据玻璃局部曲率和型面的要求,通过调节装置在滑槽上的移动来调节,实现了辅助风嘴对吹风区域的精准控制。辅助风嘴的个数、规格可以根据需要预弯的钢化玻璃的数量进行增加或者减少,吹起过程中可根据生产情况以及产品要求,调整吹气的压力和吹气的时间,提高了钢化玻璃成型的成型准确度;通过控制系统控制电磁阀和压力调节阀,实现间断式吹气,进而控制玻璃局部吻合度和型面,提高了钢化玻璃的成型质量。
附图说明:
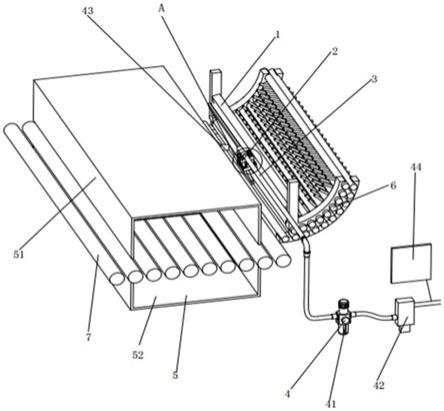
27.图1为本发明所述的第一种钢化玻璃成型辅助机构的结构示意图;
28.图2为图1的局部示意图;
29.图3为本发明所述的钢化玻璃成型辅助机构的固定装置的结构示意图;
30.图4为本发明所述的第一种钢化玻璃成型辅助机构的移动装置的结构示意图;
31.图5为本发明所述的第一种钢化玻璃成型辅助机构的吹风装置的吹风主体的结构
示意图;
32.图6为本发明所述的第一种钢化玻璃成型辅助机构的吹风装置的风嘴的结构示意图;
33.图7为本发明所述的第二种钢化玻璃成型辅助机构的结构示意图;
34.图8为本发明所述的第二种钢化玻璃成型辅助机构的移动装置的结构示意图;
35.图9为本发明所述的第二种钢化玻璃成型辅助机构的吹风装置的吹风主体的结构示意图;
36.图10为本发明所述的第二种钢化玻璃成型辅助机构的吹风装置的风嘴的结构示意图。
具体实施方式:
37.以下结合附图对本发明的内容作进一步说明。
38.如图1~图10所示,本发明所述的钢化玻璃成型辅助机构,包括固定装置1、移动装置2、吹风装置3和控制系统4,所述钢化玻璃成型辅助机构设置在钢化玻璃加热装置5和钢化玻璃成型装置6之间,所述固定装置1位于所述钢化玻璃加热装置5和所述钢化玻璃成型装置6之间;所述移动装置2包括滑动结构20、旋转安装结构21和升降结构22,所述滑动结构20设置在所述固定装置1上,所述升降结构22的一端固定在所述滑动结构20上,所述滑动装置20能够在所述固定装置1上沿着水平方向滑动;所述旋转安装结构21安装在所述升降结构22的另一端,所述旋转安装结构21能够在所述升降结构22上沿着竖直方向移动;所述吹风装置3可拆卸安装在所述旋转安装结构21上,所述旋转安装结构21用于调节所述吹风装置3相对于玻璃板的角度,所述控制系统4与所述吹风装置3连通,所述控制系统4用于控制所述吹风装置3对玻璃板进行吹风。通过将所述吹风装置3与所述移动装置2连接,实现了对所述吹风装置3相对于玻璃的高度以及角度的调节,同样的,所述吹风装置3相对于玻璃的位置能够通过驱动所述移动装置2在所述固定装置1上往复运动来改变,所述钢化玻璃成型辅助机构能够对玻璃板上的不同位置进行局部吹风调节,并且所述吹风装置3的吹风角度和吹风风量可以分别通过调整所述吹风装置3相对于所述移动装置2的角度,以及所述移动装置2相对于所述固定装置1的位置来改变,提高了所述钢化玻璃成型辅助机构的吹风冷却范围,使得所述钢化玻璃成型辅助机构能够针对玻璃板的不同位置和实际生产情况进行吹风冷却,提高了生产的多样性以及玻璃的钢化成型质量。
39.如图3所示,所述固定装置1包括固定主体10和导轨11,所述固定主体10包括与钢化玻璃成型工装形状相对应的凹型结构101和连接结构102,所述固定主体10的两侧对应设置与钢化玻璃成型工装形状相对应的所述凹型结构101,所述凹型结构101用于与所述钢化成型工装贴合,使得所述固定装置1能够稳定安装在所述钢化成型工装上,具体地,所述凹型结构101为弯曲形状,所述凹型结构101的弯曲程度与所述钢化成型工装的弯曲程度相对应,所述凹型结构101下方设置有多个半圆形凹陷结构1010,多个所述半圆形凹陷结构1010用于与所述钢化成型工装直接固定接触;所述固定装置1的中间设置有所述连接结构102,所述连接结构102同位于所述固定主体10两侧的凹型结构101固定连接,以增加所述固定主体10的稳定性,具体地,所述连接结构102为长条形结构,所述连接结构102的安装方向与两侧的所述凹型结构101的延伸方向互相垂直;为了使得所述移动装置2能够在所述固定装置
1上运动,更具体地,所述连接结构102的前表面上设置有导轨11,所述导轨11位于所述连接结构102的前表面的的中间位置,所述导轨11的延伸方向与所述连接结构102的延伸方向平行,所述导轨11用于安装所述移动装置2,所述固定装置1设置在所述钢化玻璃成型装置6的上方;优选地,所述导轨11的截面形状为l型结构,所述导轨11为直线导轨,所述固定装置1的制造材料为金属材料;所述钢化成型工装为圆柱形辊轮。
40.如图4和图8所示,所述移动装置2包括滑动结构20、旋转安装结构21和升降结构22,所述升降结构22的一端与所述滑动结构20固定连接,所述升降结构22的另一端与所述旋转安装结构21滑动连接,所述升降结构22能够带动所述旋转安装结构21做直线升降运动,从而改变所述旋转安装结构21相对于滑动结构20的相对高度;其中,所述滑动结构20包括支撑部201和滑动槽202,所述支撑部201通过与所述升降结构22的一端固定连接,从而支撑所述旋转安装结构21和所述升降结构22,所述滑动槽202设置在所述支撑部201的一侧,所述滑动槽202与所述导轨11滑动连接;为了实现所述移动装置2在所述导轨11上的稳定滑动,提高钢化成型的准确性,优选地,所述滑动槽202的截面形状与所述导轨11的截面形状相对应,所述滑动结构20通过所述滑动槽202而稳定的设置在所述导轨11上,所述滑动结构20能够沿着所述导轨11的安装方向做直线往复运动;更优选地,所述滑动槽202的截面形状为l型。
41.为了与所述吹风装置3稳定连接,同时调整所述吹风装置3相对于玻璃板的角度,以满足玻璃板不同位置的吹风冷却并且控制玻璃板不同位置的型面和光学,具体地,所述旋转安装结构21包括旋转固定部210和旋转调节部211,所述旋转安装结构21位于所述滑动结构20的上方,所述旋转安装结构21的安装方向与所述滑动结构20的延伸方向平行,所述旋转调节部211固定在所述旋转固定部210的上方,所述旋转固定部210为矩形结构,所述旋转固定部210上设置有两个螺纹开孔,所述螺纹开孔贯穿所述旋转固定部210的上表面和下表面;为了与所述吹风装置3稳定连接并且对所述吹风装置3起到支撑固定作用,以及在生产过程中调整所述吹风装置3相对于玻璃板的相对角度,具体地,所述旋转固定部210的中间设置有凹陷部2101,所述凹陷部2101具有与所述吹风装置3相对应的形状,所述凹陷部2101用于支撑固定所述吹风装置3,优选地,所述凹陷部2101的截面为半圆形结构,所述凹陷部2101贯穿所述旋转固定部210的前侧面和后侧面;对应的,所述旋转调节部211包括两个连接部分2111和旋转部分2110,两个所述连接部分2111分别对应固定在所述旋转部分2110的两侧,所述旋转部分2110以及所述凹陷部2101均具有与所述吹风装置3相对应的形状,优选地,所述旋转部分2110的截面形状为半圆形结构,所述旋转部分2110与所述凹陷部2101共同组成圆形结构,所述旋转部分2110用于固定所述吹风装置3,所述吹风装置3同时与所述旋转部分2110以及所述凹陷部2101连接,所述吹风装置3相对于玻璃板的角度可以通过调整所述吹风装置3在所述旋转调解部211内的角度来改变;对应的,两个所述连接部分2111上分别设置有与所述螺纹开孔结构相对应的连接孔,所述旋转调节部211通过所述连接部分2111上的连接孔以及固定螺栓25与所述旋转固定部210螺纹连接,从而将所述吹风装置3固定安装在所述凹陷部2101上。
42.在图4中,所述升降结构22包括多个连接件220、多个升降件221和升降支撑件222,多个所述升降221通过对应的所述连接件220固定安装在所述滑动结构20上,具体地,所述升降件221的延伸方向与所述滑动结构20的安装平面垂直,多个所述升降件221的延伸方向
彼此互相平行,多个所述升降件221的长度彼此相等,多个所述升降件221设置在所述滑动件210的同一平面上;每个所述升降件221的一端对应设置有所述连接件220,每个所述升降件221的另一端与所述旋转安装结构21的旋转固定部210连接,对应的,所述旋转固定部210上设置有多个开孔2100,所述开孔2100的形状与所述升降件221的截面形状相对应,多个所述升降件221对应的穿过所述开孔2100,所述旋转固定部210能够沿着所述升降件221的延伸方向做直线往复运动;其中,所述滑动结构20的中间设置有安装孔,所述升降支撑件222通过所述安装孔设置在所述滑动结构20的中间,所述升降支撑件222穿过所述滑动结构20,具体地,所述升降支撑件222包括螺栓和螺母,所述升降支撑件222的顶部与所述旋转固定部210的下表面连接,对所述旋转固定部210起到支撑作用,通过调整所述升降支撑件222的螺母和螺栓的相对位置,以及将螺母与螺栓旋紧进而与所述滑动结构20固定连接,与多个所述升降件221配合作用,以调节所述旋转安装结构21以及所述吹风装置3相对于玻璃板的距离,从而控制所述吹风装置3在玻璃板上的吹风位置和吹风区域,以控制玻璃板的局部型面和吻合度,有效的调整钢化玻璃的成型效果,以满足玻璃板的生产要求;优选地,所述旋转固定部210在所述升降件221上的的运动范围为0~50毫米。
43.在图8中,所述升降结构22包括第一固定件2201、第二固定件2202、滑块2203、滑轨2204和定位件2205,所述滑轨2204的一端通过所述第一固定件2201与所述滑动结构20的一个侧面固定连接,所述滑轨2204的另一端通过所述第二固定件2202与所述旋转固定部210的一个侧面固定连接,所述滑块2203也通过所述第二固定件2202与所述旋转固定部210的一个侧面固定连接,所述滑块2203与所述滑轨2204位于所述旋转固定部210的同一侧,所述滑块2203与所述滑轨2204滑动连接,所述滑块2203能够在所述滑轨2204上,沿着所述滑轨2204的安装方向做直线往复运动,进一步的,所述滑块2203能够带着所述旋转固定部210,沿着所述滑轨2204的安装方向做直线往复运动;更具体的,所述滑块2203上设置有所述定位件2205,所述定位件2205与所述滑块2203以及所述滑轨2204螺纹连接,所述定位件2203的安装方向与所述滑块2203以及所述滑块2204的安装方向垂直;当所述滑块2203带动所述旋转固定部210在所述滑轨2204上运动到指定位置时,通过将所述定位件2205与所述滑块2203和所述滑轨2204旋紧,将所述滑块2203与所述滑轨2204固定,从而限定了所述旋转固定部210相对于玻璃板的距离,并且调整了所述吹风装置3相对于玻璃的高度。
44.如图5、图6、图9和图10所示,所述吹风装置3包括吹风主体31和风嘴32,所述风嘴32与所述吹风主体31可拆卸连接,其中,所述吹风主体31包括连接端口311和支撑杆312,所述支撑杆312为圆柱形管状结构,所述支撑杆312的一端固定安装有所述连接端口311,所述支撑杆312的另一端与所述控制系统4连通;所述风嘴32包括风嘴连接部321和吹风部322,所述风嘴连接部321位于所述吹风部322的上方,所述风嘴32通过所述风嘴连接部321与所述吹风主体31的连接端口311可拆卸连接,所述吹风部322的底面设置有多个出风口;具体地,所述风嘴32的风嘴连接部321上设置有风嘴调节部323,所述吹风主体31上设置有吹风调节部313,所述风嘴调节部323和所述吹风调节部313可移动连接,所述风嘴32相对于所述吹风主体31的角度能够根据玻璃钢化需要和实际生产环境进行调节更改。
45.在图5和图6中,所述吹风调节部313为设置在所述连接端口311上的多个凹槽,多个所述凹槽用于连接所述风嘴32,并且调节所述风嘴32的安装位置和安装角度,从而控制所述吹风装置3对玻璃板的吹风区域和吹风角度,以控制所述玻璃板的局部型面和吻合度;
为了与所述吹风主体31的连接端口311对应连接;对应的,所述风嘴调节部323为设置在所述风嘴连接部321上的通孔,所述风嘴连接部321上设置有多个所述通孔,所述通孔在所述风嘴连接部321的位置与所述凹槽在所述支撑部312上的位置相对应,更具体地,所述风嘴连接部321通过螺栓和螺母与所述连接端口311连接,所述风嘴连接部321上的每个所述通孔内对应的与所述连接端口311上的所述凹槽对应设置;所述连接端口311上的凹槽为椭圆形结构,所述风嘴连接部321上的通孔为圆形结构,对应的所述凹槽的面积大于对应的所述通孔的面积,所述风嘴连接部321与所述连接端口311的相对位置能够根据玻璃板的生产要求作出调整,通过调整所述风嘴连接部321与所述连接端口311之间的相对位置,再通过螺栓和螺母将所述风嘴32与所述吹风主体31旋转固定,从而能够调整所述风嘴32相对于玻璃板的吹风角度,对玻璃板的不同位置进行冷却吹风,以控制钢化玻璃的局部型面;优选地,所述风嘴32与所述吹风主体31之间的安装角度的安装范围为0~15
°
,所述风嘴32的长度范围为100毫米~300毫米,所述风嘴连接部321上的多个所述通孔之间的距离彼此相等,所述连接端口311上的多个所述凹槽之间的距离彼此相等,更优选地,所述风嘴32的长度为120毫米,所述风嘴连接部321上设置有四个所述通孔,所述连接端口311上设置有四个所述凹槽。
46.在图9和图10中,所述吹风调节部313为位于所述连接端口311上的螺纹连接件,所述螺纹连接件的截面为圆柱形形状,所述螺纹连接件的内部具有连接凹槽,所述连接凹槽的外周设置有螺纹结构;对应的,所述风嘴调节部323为设置在所述风嘴连接部321上的螺纹配对件,所述螺纹配对件的截面为圆柱形结构,所述螺纹配对件的内壁设置有与所述螺纹连接件配对的螺纹配对形状,具体地,所述螺纹配对件通过所述螺纹配对形状与所述螺纹连接件的螺纹结构螺纹连接;通过旋转调整所述风嘴连接部321与所述连接端口311的相对角度,进而调整控制所述风嘴32与所述连接端口311之间的相对角度,从而能够调整所述风嘴32相对于玻璃板的吹风角度,以对玻璃板的不同位置进行冷却吹风,以控制钢化玻璃的局部型面;在图9和图10中,所述螺纹连接件的所述吹风主体31和具有所述螺纹配对件的风嘴32之间的安装角度的范围为0~180
°
。
47.为了进一步调节所述吹风装置3的出风量,从而有效的控制玻璃板的局部型面和吻合度,所述钢化玻璃成型辅助机构还包括控制系统4,所述控制系统4包括气压调节阀41、电磁阀42、玻璃感应装置43和调节系统44,所述气压调节阀41和电磁阀42电连接,所述电磁阀42和所述玻璃感应装置43以及所述调节系统44互相连通,所述压力调节阀41通过气管与所述吹风装置3的连接结构31的一端连通,具体地,所述压力调节阀41用于调节所述吹风装置3的输出风压和出风量,所述电磁阀42用于调节所述吹风装置3的吹风时间,所述玻璃感应装置43用于感应钢化玻璃的位置并且将位置信号反馈给所述调节系统44,所述调节系统44能够根据所述玻璃感应装置43传输的信号相应的控制所述气压调节阀41和所述电磁阀42,进而调整所述吹风装置3的吹风参数;具体地,所述控制系统4能够根据钢化玻璃的加热后的实际形状,并且结合对应的生产要求,通过控制吹风装置3的吹风时间、出风量和输出风压,以有效的控制玻璃板的局部型面和吻合度;优选地,所述控制系统4能够根据实际生产情况,自动控制所述吹风装置3的生产参数,从而提高所述钢化玻璃成型辅助机构的成型效果以及玻璃板的成型效率和质量;更优选地,所述调节系统44能够同时控制所述钢化玻璃加热装置5加热玻璃板以及控制所述钢化成型装置6弯曲玻璃板;所述玻璃感应装置43为
激光发射器。
48.其中,如图1所示,钢化玻璃加热装置5包括上加热层51和下加热层52,上加热层51和下加热层52共同用于将玻璃板加热到成型温度,以便于后续的钢化成型工序;所述上加热层51和下加热层52之间设置有钢化玻璃传输装置7,所述钢化玻璃传输装置7包括多个传输辊轮,所述钢化玻璃传输装置7从所述钢化玻璃加热装置5延伸至所述钢化玻璃成型装置6的进口,所述钢化玻璃传输装置7用于传输加热至成型温度的玻璃板;在所述钢化玻璃加热装置5的出口处设置有所述玻璃感应装置43,所述玻璃感应装置43用于检测玻璃板的位置信息,从而进行后续的控制和生产,所述钢化玻璃成型装置6的进口朝向所述钢化玻璃加热装置5的出口设置,所述钢化成型装置6具有弯曲形状,所述钢化成型装置6用于将加热至成型温度的玻璃板弯曲冷却,形成最终的汽车玻璃;所述钢化玻璃成型辅助机构设置在所述钢化玻璃加热装置5的出口和所述钢化玻璃成型装置6的进口之间,并且位于所述钢化玻璃传输装置7的上方。
49.在生产前,根据所需要生产的钢化玻璃的形状和生产要求,调整所述风嘴连接部321和所述连接端口311上相对角度,并通过将螺栓对应插入所述连接端口311上的所述凹槽和对应位置上的所述风嘴连接部321上的所述通孔,再用螺栓与螺母将所述吹风主体31和所述风嘴32连接,完成所述主体31与所述风嘴32的固定安装;或者通过旋转调整所述连接端口311上的螺纹连接件以及所述风嘴连接部321上的所述螺纹配对件,以固定所述风嘴32与所述吹风主体31之间的相对角度;在完成所述风嘴32与所述连接结构31的安装后,将所述吹风装置3的吹风主体31固定设置在所述旋转安装结构21的旋转固定部210中间的凹陷部2101内,根据玻璃板的生产情况,旋转调整所述吹风装置3相对于所述旋转安装结构21的相对角度,之后再将所述旋转调节部211固定在所述旋转固定部210的上方,并且与所述吹风装置3连接,并通过螺栓和螺母将所述吹风装置3固定,完成所述吹风装置3与所述移动装置2的安装;在完成好所述吹风装置3与所述移动装置2的安装连接后,将所述移动装置2安装在所述固定装置1的导轨11上,具体地,根据玻璃板的实际生产情况,水平移动所述移动装置2,并且带动所述吹风装置3移动到需要吹风的位置,以对钢化玻璃需要调整的位置进行吹风;最后,通过所述控制系统4的气压调节阀41和电磁阀42,根据玻璃板的实际生产状态调节所述吹风装置3的出风量、吹风压力和吹风时间,对玻璃板进行控制式吹风,以控制玻璃板的局部型面、吻合度以及光学,满足钢化玻璃的生产要求。
50.当然,所述旋转部分2110的截面形状和所述凹陷部2101的截面形状还可以为椭圆形、四边形、三角形等其他适合的形状,所述升降结构22还可以采用直线气缸推动所述旋转安装结构21,所述吹风装置3的吹风主体31的截面形状还可以为与所述旋转部分2110以及所述凹陷部2101的截面形状相对应的椭圆形、四边形、三角形等其他适合的形状,所述连接端口311上的凹槽以及所述风嘴连接部321的螺纹配对件的截面形状还可以为四边形或者圆形灯其他适合的形状。
51.本发明还涉及用于一种钢化玻璃的成型方法,其中包括:
52.步骤1:调节移动装置2在固定装置1的位置,调节吹风装置3相对于移动装置2的旋转安装结构的安装角度并且将吹风装置3固定在移动装置2的旋转安装结构21上,调节移动装置2的旋转安装结构21相对于移动装置2的滑动结构20的高度;
53.步骤2:钢化玻璃加热装置5将玻璃板加热至成型温度;
54.步骤3:将加热至成型温度的玻璃板移动到钢化玻璃加热装置5的出口处;
55.步骤4:控制系统4检测玻璃板的位置;再将加热至成型温度的玻璃板传输到钢化玻璃成型装置6的进口处;
56.步骤5:控制系统4驱动吹风装置3对玻璃板进行吹风,并且控制吹风装置3的吹风参数以及吹风装置3的开启和关闭。
57.步骤6:钢化玻璃成型装置将玻璃板钢化成型。
58.其中,所述吹风装置3包括吹风主体31和风嘴32,所述风嘴32可拆卸地连接在所述吹风主体31上,所述风嘴32与所述吹风主体31之间的安装角度的范围为0~15
°
;在步骤1中,吹风装置3相对于移动装置2的旋转安装件21的角度调节范围为0~20
°
,优选地,吹风装置3相对于移动装置2的旋转安装件21的角度调节范围为0~10
°
,吹风装置3相对于移动装置2的滑动结构20的高度调节范围为0~50毫米;在步骤2中,钢化玻璃加热装置5将玻璃板加热至650~680℃;在步骤3中,钢化玻璃传输装置7将加热至成型温度的玻璃板移动到钢化玻璃加热装置5的出口处;在步骤4中,控制系统4的玻璃感应装置43检测玻璃板的位置;在玻璃感应装置43检测到玻璃板的位置后,钢化玻璃传输装置7再将加热至成型温度的玻璃板传输到钢化玻璃成型装置6的进口处;在步骤5中,控制系统4所控制的吹风参数包括吹风时间和吹风风压,控制系统4控制吹风装置3的吹风时间的控制范围为0~1.5秒,控制系统4能够控制吹风装置3的开启和关闭,吹风装置3的开启和关闭之间的时间间隔范围为0~2秒,控制系统4控制吹风装置3的吹风压力的控制范围为0~0.6兆帕,当钢化玻璃传输装置7将加热至成型温度的玻璃板从钢化玻璃加热装置5的出口传输到钢化玻璃成型装置6的进口时,控制系统4的调节系统44将信号传输给控制系统4的气压调节阀41和电磁阀42,气压调节阀41和电磁阀42随即驱动吹风装置3对玻璃板进行吹风,调整玻璃板的局部形状;通过控制系统4对吹风装置3的吹风参数的控制,并且调整吹风装置3相对于移动装置2以及固定装置1的位置,实现了对玻璃的不同位置,根据实际生产情况调整玻璃上对应的位置,对玻璃形状进行精准控制,提高了钢化玻璃的成型质量。
59.以上所述仅为本发明的优选实施方式而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1