一种侧围后流水槽结构及汽车的制作方法
1.本实用新型涉及汽车制造领域,尤其涉及一种侧围后流水槽结构及汽车。
背景技术:
2.现有技术中,汽车侧围后流水槽因结构设计不合理,主要存在以下缺陷:
3.1、在无d柱饰板的装配结构中,侧围与后流水槽焊接后,存在翻边起皱和产品边界不光顺的问题,此外,焊点压痕外露和焊接面变形现象也比较严重,在尾门打开后可见,影响客户对产品质量的感知程度。
4.2、在有d柱饰板的装配结构中,侧围与后流水槽焊接后,d柱饰板因装配结构原因仅能覆盖住连接的部分区域,而对侧围和后流水槽翻边部分则无法覆盖,存在翻边起皱、边界不顺、焊点压痕外露和焊接面变形等问题,后背门打开可见,影响客户对产品质量的感知程度。
5.3、此外,现有的侧围后流水槽结构还具有多个曲面弯折相交,结构复杂,密封性下降等问题。
技术实现要素:
6.本实用新型所要解决的技术问题在于,提供一种侧围后流水槽结构及汽车,优化了侧围后流水槽的结构,进一步解决产品边界不顺、焊点压痕外露和焊接变形等问题;简化装配结构,降低装配成本。
7.为了解决上述技术问题,本实用新型的实施例提供了一种侧围后流水槽结构,包括:侧围外板,侧围外板的一端设有第一装配端;流水槽本体,流水槽本体的中部设有装配凹腔,装配凹腔设有开口端,流水槽本体的一侧端部自开口端朝装配凹腔的外部弯折设有一翻边,翻边设在开口端的外侧;翻边的端部设有用以与第一装配端紧固相连的第二装配端;以及d柱饰板,d柱饰板的一端部设有遮盖部,其中:第一装配端与第二装配端紧固相连,侧围外板紧固在流水槽本体的一侧端部;d柱饰板紧固在侧围外板的外部,遮盖部围挡在第二装配端与第一装配端紧固相连区域的外周。
8.其中,翻边的中部设有第三装配端,第三装配端为设在第二装配端和开口端之间的凸台结构;遮盖部与第三装配端适配紧固。
9.其中,遮盖部的端侧凸设有围挡凸条。
10.其中,d柱饰板的中部设有定位部,d柱饰板通过定位部与侧围外板进行预定位和固定。
11.其中,定位部至少包括:连接在d柱饰板一侧面的安装座和装设在安装座上的卡扣,其中:侧围外板上设有位置与卡扣相适配的凹台,通过卡扣与凹台的适配连接,d柱饰板卡持在侧围外板上。
12.其中,翻边相对于开口端内侧侧壁的翻折角度范围大于60
°
。
13.其中,第二装配端与第一装配端通过拼接和/或焊连紧固连为一体;流水槽本体呈
倒u型。
14.其中,第二装配端与第一装配端的焊接位置法向与车身y向的夹角范围在0
‑
60度之间。
15.为解决上述技术问题,本实用新型还公开了一种具有上述侧围后流水槽结构的汽车。
16.本实用新型所提供的侧围后流水槽结构及汽车,具有如下有益效果:侧围后流水槽结构包括侧围外板,侧围外板的一端设有第一装配端;流水槽本体,流水槽本体的中部设有装配凹腔,装配凹腔设有开口端,流水槽本体的一侧端部自开口端朝装配凹腔的外部弯折设有一翻边,翻边设在开口端的外侧;翻边的端部设有用以与第一装配端紧固相连的第二装配端;以及d柱饰板,d柱饰板的一端部设有遮盖部,其中:第一装配端与第二装配端紧固相连,侧围外板紧固在流水槽本体的一侧端部;d柱饰板紧固在侧围外板的外部,遮盖部围挡在第二装配端与第一装配端紧固相连区域的外周,优化侧围后流水槽的结构;进一步解决产品边界不顺、焊点压痕外露和焊接变形等问题;简化装配结构,降低装配成本。
附图说明
17.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
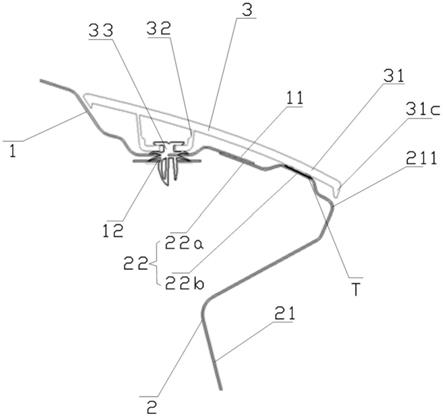
18.图1是本实用新型实施例侧围后流水槽结构的结构示意图。
19.图2是本实用新型实施例如图1所示c
‑
c的截面示意图。
具体实施方式
20.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
21.图1
‑
图2所示,为本实用新型侧围后流水槽结构的实施例一。
22.本实施例中的侧围后流水槽结构,可以应用在汽车的车体上,其通过设计流水槽与d柱饰板的配合结构,进一步减少焊点压痕外露以及点焊造成的搭接面变形区域,提高侧围后流水槽区域的美观程度,提升了客户的整车感官质量。
23.本实施例中的侧围后流水槽结构,包括:侧围外板1,侧围外板1的一端设有第一装配端11;流水槽本体2,流水槽本体2的中部设有装配凹腔21,装配凹腔21设有开口端211,流水槽本体2的一侧端部自开口端211朝装配凹腔21的外部弯折设有一翻边22,翻边22设在开口端211的外侧;翻边22的端部设有用以与第一装配端11紧固相连的第二装配端22a;以及d柱饰板3,d柱饰板3的一端部设有遮盖部31,其中:第一装配端11与第二装配端22a紧固相连,侧围外板1紧固在流水槽本体2的一侧端部;d柱饰板3紧固在侧围外板1的外部,遮盖部31围挡在第二装配端22a与第一装配端11紧固相连区域的外周。
24.具体实施时,第一装配端11设在侧围外板1的一侧端部,第一装配端11为板状,以
保证焊枪能够达到该区域实施焊接。
25.流水槽本体2呈倒u型,其包括:装配凹腔21和设在装配凹腔21开口端211处的翻边22。装配凹腔21中可以安装车体的其它的构件。翻边22设在开口端211的外侧,其为自开口端211朝装配凹腔21的外部弯折而设的板体。翻边22的端部设有用以与第一装配端11紧固相连的第二装配端22a。
26.其中,第二装配端22a与第一装配端11通过拼接和/或焊连紧固连为一体。通过在流水槽本体2的一侧端设置翻边22,使流水槽本体2与侧围外板1的焊接位置法向由传统装配的焊接点相对于车身x向进行装配的位置转换为焊接点相对于车身y向进行装配的位置。如此,使侧围外板1与流水槽本体2减少d柱造型后流水槽区域焊点压痕外露数量和焊接变形区域外露长度,降低了侧围冲压工艺难度。
27.优选的,第二装配端22a与第一装配端11的焊接位置法向与车身y向的夹角范围在0
‑
60度之间。如此,满足d柱饰板外饰匹配和尺寸公差要求,进而解决了翻边开裂起皱、产品边界不顺、焊点压痕外露和焊接变形等问题。
28.优选的,翻边22相对于开口端211内侧侧壁的翻折角度范围大于60
°
。如此,降低侧围冲压工艺难度系数,提高侧围后流水槽区域工艺性。
29.进一步的,翻边22的中部设有第三装配端22b,第三装配端22b在本实施例中为设在第二装配端22a和开口端211之间的凸台结构。
30.进一步的,d柱饰板3紧固在侧围外板1的外部,d柱饰板3的一端部设有遮盖部31。其中:第一装配端11与第二装配端22a紧固相连后使得侧围外板1紧固在流水槽本体2的一侧端部,遮盖部31围挡在第二装配端22a与第一装配端11紧固相连区域的外周。
31.具体实施时,遮盖部31通过胶黏块t粘结在第三装配端22b上,如此,能够减少焊点压痕外露以及点焊造成的搭接面变形区域。此外,胶黏块t能够增加辅助粘接,以保证饰板边角端间隙面差,同时提高车身密封性。
32.优选的,在遮盖部31的端侧凸设有围挡凸条31c,如此以遮挡用户视线,使对搭接面进行遮挡,提升车型整体客户感官质量。
33.进一步的,d柱饰板3的中部设有定位部,d柱饰板3通过定位部与侧围外板1进行预定位和固定。其中,定位部至少包括:连接在d柱饰板一侧面的安装座32和装设在安装座32上的卡扣33,其中:侧围外板1上设有位置与卡扣33相适配的凹台12,通过卡扣33与凹台12的适配连接,d柱饰板3卡持在侧围外板1上。
34.本实施例中的侧围后流水槽结构在具体实施时,先采用连接工艺(点焊、弧焊、激光焊、铆接)将侧围外板1和流水槽本体2连接在一起形成一个组件,具体的说,将流水槽本体2翻边22上的第二装配端22a与侧围外板1的第一装配端11紧固连为一体,使流水槽本体2与侧围外板1的焊接位置法向由传统装配的焊接点相对于车身x向进行装配的位置转换为焊接点相对于车身y向进行装配的位置。
35.然后,将d柱饰板3连接到侧围外板1和流水槽本体2组成的组件上,具体地说,通过d柱饰板3上定位部具有的卡扣33与侧围外板1上凹台12的适配连接,实现上述连接。如此,利用d柱饰板3将侧围外板1和流水槽本体2连接区域覆盖住,减少焊点压痕和焊接变形区域的外露长度,提升产品质量。
36.实施本实用新型的侧围后流水槽结构及汽车,具有如下有益效果:
37.第一、第一装配端与第二装配端紧固相连,侧围外板紧固在流水槽本体的一侧端部,使流水槽本体与侧围外板的焊接位置法向由传统装配的焊接点相对于车身x向进行装配的位置转换为焊接点相对于车身y向进行装配的位置,减少了焊点压痕外露数量,降低了侧围冲压工艺难度,简化了工装结构,节省了工装成本和现场调试时间。
38.第二、精简了结构,进一步解决侧围外板的翻边开裂起皱、产品边界不顺、焊点压痕外露和焊接变形等问题。
39.第三、d柱饰板紧固在侧围外板的外部,遮盖部围挡在第二装配端与第一装配端紧固相连区域的外周,优化侧围后流水槽的结构,利用d柱饰板将侧围和后流水槽连接区域覆盖住,减少了焊点压痕和焊接变形区域的外露长度。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1