多列静态称重机的制作方法
[0001]
本发明涉及自动化领域,具体涉及一种多列静态称重机。
背景技术:
[0002]
在对产品进行包装的自动化生产线中,包装完成的产品需要经过称重测量,剔除重量不合格的产品。由于称重过程中需要使产品保持一段时间的静止才能获得准确的称重测量数据,常用的解决方案是使靠近称重机构的一端输送线变为断续运行。但这一方案会使得运行过程中产生较大的冲击和振动,对输送线的运行和称重机构测量的数据精度都会产生负面的影响。并且存在运行不协调的问题。
技术实现要素:
[0003]
为解决现有技术的包装生产线中称重时会产生较大的冲击和振动,称重测量的得到的数据差、运行不协调的技术问题,本发明提供一种解决上述问题的多列静态称重机。
[0004]
一种多列静态称重机,包括主机架,以及依次设于所述主机架的主输送带、称重机构、剔除机构,包括并排设置的多组所述主输送带、所述称重机构、所述剔除机构;还包括转移机构,所述转移机构包括设于多个所述主输送带整体的水平方向两外侧、靠所述称重机构一端处的转移机架,在二个所述转移机架之间靠所述主输送带竖直上方处设有推动组件、靠所述主输送带竖直下方处设有动力组件;所述动力组件通过传动组件与所述主输送带靠所述称重机构一端的带轮轮轴、所述推动组件连接,所述主输送带靠所述称重机构一端的带轮轮轴通过所述传动组件与所述推动组件连接。
[0005]
在本发明提供的多列静态称重机的一种较佳实施例中,所述主输送带为倾斜设置的同步带结构,其靠近所述称重机构的一端较高、并弯折为水平;所述转移机架设于所述主输送带的水平部分。多个所述主输送带共用带轮轮轴;所述动力组件通过传动组件与所述主输送带靠所述称重机构一端的一根带轮轮轴连接。
[0006]
在本发明提供的多列静态称重机的一种较佳实施例中,所述动力组件包括设于所述主机架的电机安装板、设于所述电机安装板的减速电机;所述减速电机的轴向与所述主输送带的带轮轮轴的轴向平行,所述减速电机的动力输出轴、所述主输送带靠所述称重机构一端的一根带轮轮轴均设有额外的同步带轮,并通过同步带连接。所述减速电机的动力输出轴继续延伸并贯穿所述转移机架,在贯穿处设有轴承,并在贯穿后的末端通过曲柄连杆机构与所述推动组件连接。
[0007]
在本发明提供的多列静态称重机的一种较佳实施例中,所述主输送带靠所述称重机构一端的一根带轮轮轴,其远离与所述减速电机连接处的另一端延伸并贯穿另一所述转移机架,在贯穿处设有轴承,并在贯穿后的末端设有凸轮与所述推动组件连接。
[0008]
在本发明提供的多列静态称重机的一种较佳实施例中,所述推动组件包括三根平行设置的推动轴,其轴向与所述减速电机、所述主输送带的带轮轮轴的轴向平行,所述推动轴之间设有同步连杆;每一所述推动轴均设有多个推板,位置与多个所述主输送带对应。所
述推动轴的两端分别贯穿二个所述转移机架,分别与设于二个所述转移机架相互远离的外侧的水平轨道、竖直轨道连接;所述水平轨道的滑块与所述减速电机的动力输出轴通过曲柄连杆机构连接、与三根所述推动轴的同一端连接;所述竖直轨道与所述主输送带靠所述称重机构一端的一根带轮轮轴通过凸轮抵接、与三根所述推动轴的另一端通过摆臂抵接。
[0009]
在本发明提供的多列静态称重机的一种较佳实施例中,所述称重机构包括于设于所述主机架的安装架,以及依次设于其竖直上方的称重模组、承重块;多个所述称重机构共用一套所述安装架。
[0010]
在本发明提供的多列静态称重机的一种较佳实施例中,所述剔除机构包括卸料滑道、活板门、剔除气缸;所述卸料滑道的一端与所述称重机构对接,另一端与卸料的输送带对接,中部设有大于产品包装的通孔,并在通孔内设有所述活板门,所述剔除气缸一端设于所述主机架,另一端与所述活板门远离所述剔除滑道的一面连接。
[0011]
相较于现有技术,本发明提供的所述多列静态称重机所有动力均来自同一电机,动作同步协调,运行非常平稳。所述称重机构与所述主输送带、所述剔除机构完全脱离,整机运动时的任何轻微颤动都不会对称重影响,称重十分可靠。三列同时进料,每列单独称重,每列都设有剔除装置,可实现包包装重,准备剔除,称重机伺服通过与前道包装机通信,可完美实现上下机同步协调。
附图说明
[0012]
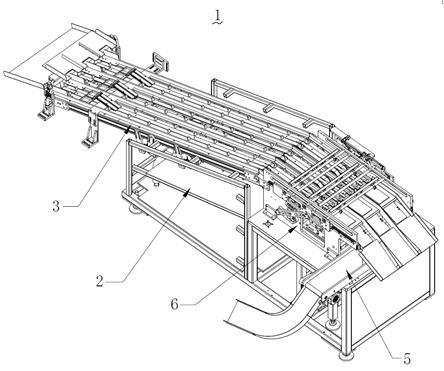
图1是多列静态称重机的立体图;图2是图1的局部放大图;图3是图2中的结构移除主机架、转移机构后的立体图;图4、图5是图2中的结构在另两种视角下的立体图;图6、图7是图2中的结构移除主机架、转移机架后,另两种视角下的立体图。
具体实施方式
[0013]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本发明的一部分实施例,而不是全部的实施例。
[0014]
请同时参阅图1、图2,是本发明提供的多列静态称重机1的立体图及其局部放大图。所述多列静态称重机1包括主机架2,三条并排设于所述主机架2的主输送带3,设于所述主输送带3末端的称重机构4、剔除机构5,设于所述称重机构3处的转移机构6。
[0015]
所述主输送带3为倾斜设置的同步带,三条所述主输送带3在首尾端处共用轮轴传动。其较低的一端为起点端,与上一加工设备的卸料端对接,另一端以相较于地面呈18
°
的倾斜角度延伸,并在高处的末端弯折为水平,与所述称重机构4对接。
[0016]
请同时参阅图2、图3,其中图2是本发明提供的多列静态称重机1移除一部分所述主输送带3后的局部放大图,图3是在其基础上进一步移除所述主机架2、所述转移机构6后的立体图。
[0017]
所述称重机构4包括调整安装架41、三个称重模组42、三个承重块43。所述调整安装架41固定于所述主机架2的顶部,为可以调节前后方向、上下方向的平台,在其顶部在与
所述主输送带3对应的位置设有三个所述称重模组42、三个所述承重块43。
[0018]
所述剔除机构5包括卸料滑道51、活板门52、剔除气缸53、剔除输送带54。所述卸料滑道51包括三条与所述承重块43一一对接的滑道,对接处为水平、随后弯折为向下倾斜27
°
的斜坡。在每一滑道内斜坡的位置设有大于产品面积的方形通孔,孔内设置有所述活板门52。在所述卸料滑道51的底部、靠近所述称重机构4的一侧设有转轴与所述活板门52连接。所述剔除气缸53的缸体端通过转轴活动的安装于所述主机架2,活塞杆端通过转轴活动的安装于所述活板门52的背面。所述活板门52下方设有通过经过三个所述活板门52的所述剔除输送带54,并在末端设有弯曲的剔除滑道55。
[0019]
请同时参阅图4~图7,分别是本发明提供的多列静态称重机1移除一部分所述主输送带3后,剩余的结构在两种不同的视角下的立体图,以及移除一部分所述主机架2、所述主输送带3、所述转移机构6后,剩余的结构在两种不同的视角下的立体图。
[0020]
所述转移机构6包括转移机架61、减速电机62、水平轨道63、竖直轨道64、推动组件7。所述转移机架61为两片竖直的设于所述主机架2的板体,设于所述主输送带3、所述称重机构4、以及所述卸料滑道51的水平部分的两侧。在所述转移机架61之间,靠顶部的位置设有所述推动组件7、靠底部的位置设有所述减速电机62。
[0021]
所述转移机架61相互远离的两外侧,靠顶部的位置均设有一条所述水平轨道63,其中一篇所述转移机架61的外侧靠下的位置还设有一条所述竖直轨道64。为便于描述,图中保留了所述主输送带3靠所述称重机构4一端的一根带轮轮轴,记为主轮轴31。
[0022]
所述减速电机62与所述主轮轴31平行,其输出轴通过同步带、同步带轮与所述主轮轴31连接,且继续延伸并贯穿没有设置所述竖直轨道64的一片所述转移机架61,在末端通过一套曲柄连杆机构与设于这一片所述转移机架61的所述水平轨道63的滑块连接。所述主轮轴31的另一端延伸并贯穿另一所述转移机架61,并在末端设有凸轮和编码器。凸轮与所述竖直轨道64的滑块的底部抵接。
[0023]
所述推动组件7包括三根平行设置的推动轴71,与所述主轮轴31平行,分别位于所述主输送带3靠所述称重机构4的末端的上方、所述称重机构4的上方、所述卸料滑道51的水平部分的上方。
[0024]
每一所述推动轴71在与所述主输送带3对应的位置设有一片推动板72,共九片所述推动板72。所述推动轴71之间设有同步连杆73,保证三根轴所有的运动都同步完成。所述推动轴71的两端分别贯穿两片所述所述转移机架61,通过轴承与所述水平轨道63的滑块连接。贯穿所述转移机架61的位置为一长条通孔,即所述推动轴71可沿所述水平轨道63滑动。在所述同步连杆73的侧面设有一根摆臂74,与所述竖直轨道64的滑块的顶部抵接。
[0025]
具体实施时,所述减速电机62通过曲柄连杆机构带动所述推动组件7沿所述水平轨道63前后滑动。同时,也通过同步带、同步带轮的结构带动所述主轮轴31转动。所述主轮轴31一方面带动全部的所述主输送带3运转,另一方面通过凸轮推动所述竖直轨道64上下运动,再推动所述摆臂74转动,从而带动所述推动轴71转动。
[0026]
也就是说,所述主输送带3每移动一个特定的距离,同时所述转动轴71会平移同时转动一个来回。所述转动轴71平移同时转动的动作会带动所述推动板72将产品从所述主输送带3推动至所述称重机构4、从所述称重机构4推动到所述卸料滑道51的水平部分、从所述卸料滑道51的水平部分推动到其斜坡部分。
[0027]
最后,在产品随斜坡下滑的同时,由另外的计算设备读取所述称重机构4测量得到的数据,并判断产品是否需要剔除。当需要剔除时控制所述剔除气缸53收缩,带动所述活板门2转动使得通孔敞开,不合格产品即滑落至所述剔除输送带54,实现剔除分离。
[0028]
亦可反过来,所述剔除气缸53保持收缩,合格产品于通孔滑落至所述剔除输送带54。出现不合格产品时,控制所述剔除气缸53伸长,使不合格沿所述卸料滑道51滑落至其另一端。
[0029]
以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本发明的专利保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1