一种可降解纸塑包装袋复合成型机械及复合成型方法与流程
1.本发明涉及纸塑包装袋复合成型技术领域,特别涉及一种可降解纸塑包装袋复合成型机械及复合成型方法。
背景技术:
2.传统的包装袋多用塑料制成,随着人们环保意识的增强,越来越多的使用纸质包装,以降低塑料的用量,保护环境,但纯纸质包装的包装性能较差,就需要部分的功能性塑料与其复合,来解决这方面问题,可降解纸塑包装袋也就应运而生,可降解纸塑包装袋又称三合一复合纸袋,是由塑料层和原料纸通过胶液粘合而成。
3.但在可降解纸塑包装袋复合成型过程中可能会遇到以下问题:
4.1、传统的可降解纸塑包装袋在对原料纸进行涂胶加工时,对胶液箱内进行补给胶液是不定时不定量的进行输送补给的,这样的不定时补给导致涂覆辊在对原料纸进行涂覆胶液时易出现胶液供给不足,部分原料纸上未涂覆到胶液,从而在原料纸与塑料层进行粘合时不能完全的粘合在一起;
5.2、在原料纸涂覆制作完成之后,胶液箱内易残留有部分胶液,时间久了之后胶液箱内的胶液易干固,从而造成胶液粘附在胶液箱内将下料口封住,导致下次无法正常使用胶液箱。
技术实现要素:
6.(一)技术方案
7.为了弥补现有技术的不足,本发明提供了一种可降解纸塑包装袋复合成型机械及复合成型方法。
8.本发明所要解决其技术问题所采用以下技术方案来实现:一种可降解纸塑包装袋复合成型机械,包括支撑架、传送机构、涂胶机构和上料机构,所述的支撑架前后对称排布,支撑架之间设置有传送机构,支撑架之间设置有涂胶机构,上下两个涂胶机构上均设置有上料机构;
9.所述的传送机构包括l型阶梯通槽、放置轴、塑料层卷、带动杆、带动轴、带动辊、转动齿轮、一号电动机、导向辊、一号压合辊和二号压合辊,所述的支撑架的相对面靠近左右两侧均开设有l型阶梯通槽,左右两侧的前后两个l型阶梯通槽之间均转动连接有放置轴,放置轴上套设有塑料层卷,放置轴的前后两端均安装有带动杆,带动杆贯穿l型阶梯通槽,支撑架之间靠近左侧处上下对称共同转动连接有带动轴,带动轴上套设有带动辊,带动辊位于左侧放置轴的左侧,上下两个带动轴的后端贯穿支撑架后均套设有相啮合的转动齿轮,位于后侧的支撑架的后端面通过机架安装有一号电动机,一号电动机的输出轴与其中一个带动轴相连接,支撑架之间靠近右侧处转动连接有导向辊,导向辊位于右侧放置轴的左侧,支撑架之间上下对称转动连接有一号压合辊,一号压合辊位于带动辊与左侧放置轴之间,支撑架之间转动连接有二号压合辊,二号压合辊位于导向辊的下方,且位于右侧放置
轴的左侧;
10.所述的涂胶机构包括胶液箱、端盖、进料口、清洁组、下料口、滑动槽、辊轴、涂覆辊和支撑轴,所述的支撑架之间通过支架上下对称安装有胶液箱,胶液箱的上端面安装有端盖,端盖上开设有进料口,胶液箱的下端面为弧形结构,胶液箱内设有清洁组,胶液箱的下端面开设有下料口,下料口的前后内壁对称开设有滑动槽,滑动槽内滑动连接有辊轴,辊轴上套设有涂覆辊,支撑架之间上下对称转动连接有支撑轴,支撑轴位于涂覆辊的正下方,带动辊转动将原料纸与塑料层进行传送,在原料纸移动的过程中,胶液箱内的胶液通过下料口流到涂覆辊上,通过涂覆辊对原料纸的上下两个端面进行涂覆胶液,使得原料纸与塑料层压合在一起时进行粘合,位于下侧的塑料层在右侧先与原料纸进行粘合,避免原料纸上涂的胶液在移动过程中干固,造成粘合效果差。
11.其中,所述的上料机构包括送料桶、盖板、进料斗、进料箱、送料管、圆形板、扇形块、滑槽、伸缩板、调节组、耳板、转动轴、皮带和二号电动机,上下两个所述的端盖的上端面通过架板均安装有送料桶,送料桶的前端面安装有盖板,送料桶下端面开设有出料口,出料口与进料口之间通过进料斗相连接,送料桶的外壁靠近右端处开设有送料口,送料口上安装有进料箱,进料箱的后端面开设有连接孔,连接孔上安装有送料管,送料桶内前后对称安装有圆形板,前后两个圆形板分别与盖板后端面、送料桶内壁紧贴,圆形板之间沿周向等距离安装有扇形块,扇形块的左右两侧对称开设有滑槽,相邻两个扇形块的滑槽之间滑动连接有伸缩板,伸缩板之间设置有调节组,伸缩板、送料桶、扇形块、圆形板四者之间形成空腔,位于后侧的支撑架的上端面安装有耳板,位于后侧的圆形板的后端面转动连接有转动轴,位于上方的转动轴的后端贯穿送料桶与耳板,位于下方的转动轴的后端贯穿支撑架,上下两个转动轴的后端均套设有带轮,带轮之间通过皮带传动连接,位于后侧的支撑架后端面通过机座安装有二号电动机,二号电动机的输出轴与下方转动轴的后端相连接,胶液通过出料口上的进料斗将胶液送入到胶液箱内,从而使得每次输送的胶液可以定时定量的对胶液箱进行输送胶液,避免胶液箱内的胶液进行涂覆使用时存在胶液不够的现象。
12.其中,所述的清洁组包括回形槽、喷射孔、耳座、伸缩弹簧杆、挡料板和水管,所述的胶液箱的上端面开设有回形槽,回形槽的内壁四个端面均开设有与胶液箱连通的喷射孔,喷射孔呈矩阵排布,喷射孔内对称安装有耳座,耳座上通过伸缩弹簧杆安装有挡料板,挡料板位于喷射孔靠近胶液箱内壁的一侧,胶液箱的其中一侧安装有水管,水管贯穿胶液箱与回形槽连通,使得水进入到胶液箱内对其内壁进行清洗,将残余的胶液清洗出去,避免长时间不使用导致胶液干固粘附在胶液箱的内壁,在涂覆辊进行涂覆使用时,挡料板将喷射孔堵上,避免胶液进入到回形槽内。
13.其中,所述的调节组包括支撑弹簧杆、调节板、连接杆、推动杆和电动伸缩杆,位于后侧所述的圆形板的前端面安装支撑弹簧杆,前后两个圆形板之间设置有调节板,调节板之间通过连接杆相连接,位于后侧的调节板与支撑弹簧杆相连接,调节板与伸缩板之间铰接有推动杆,位于前侧的圆形板的后端面安装有电动伸缩杆,电动伸缩杆的移动杆与前侧调节板相连接,伸缩板在移动过程中进行伸长,伸缩板的伸缩移动从而将空腔的容积减小,进而使得每次填满的量减少,从而使得输送的胶液量得到减少。
14.其中,所述的下料口的内壁左右两侧对称开设有弹簧槽,弹簧槽内通过挤压弹簧杆安装有限位杆,限位杆之间安装有连接条,连接条的下端面安装有弧形板,弧形板与涂覆
辊相贴紧,连接条的上端面安装有弧形盖,在原料纸未从左侧送入时,弧形盖在挤压弹簧杆与限位杆的带动下将下料口进行闭合,避免胶液从下料口一直向下流淌造成浪费。
15.其中,所述的支撑架之间共同安装有防尘盖,防尘盖位于导向辊右侧,防尘盖避免原料纸涂胶的端面在移动过程中粘附到灰尘。
16.其中,所述的弧形盖的侧壁与挡料板的侧壁均安装有橡胶圈,橡胶圈避免胶液从边缝之间流出。
17.其中,所述的伸缩板的侧壁安装有密封圈,密封圈与圆形板、滑槽相贴紧,密封圈避免胶液进入到调节板上。
18.其中,位于前侧所述的支撑架的前端面从上向下依次开设有一号矩形通槽、二号矩形通槽和开口向下的匚形槽,且匚形槽贯穿后侧支撑架,一号矩形通槽、二号矩形通槽分别位于上下两个胶液箱的前侧,一号矩形通槽、二号矩形通槽、匚形槽三者均是为了方便将将原料纸与塑料层进行拉动传送。
19.此外,本发明还提供了一种可降解纸塑包装袋复合成型方法,包括以下步骤:
20.s1、缠绕传送:启动一号电动机,一号电动机带动带动轴进行转动,带动轴转动通过转动齿轮的啮合从而带动带动辊进行转动,带动辊转动将原料纸与塑料层进行传送;
21.s2、涂胶:当原料纸挤压涂覆辊向上移动时,涂覆辊通过弧形板与连接条推动弧形盖向上运动将下料口打开,使得胶液向下流淌到涂覆辊上,通过涂覆辊对原料纸的上下两个端面进行涂覆胶液;
22.s3、上料:胶液通过出料口上的进料斗将胶液送入到胶液箱内,从而使得每次输送的胶液可以定时定量的对胶液箱进行输送补给胶液;
23.s4、调节:伸缩板在移动过程中进行伸长,伸缩板的伸缩移动从而将空腔的容积减小,进而使得每次填满的量减少;
24.s5、清洗:当原料纸涂覆完成之后,涂覆辊与胶液箱暂停使用时,通过供水系统对水管进行送水,水从回形槽进入到各个喷射孔内,然后挡料板在水压的作用下将喷射孔打开,使得水进入到胶液箱内对其内壁进行清洗,将残余的胶液清洗出去。
25.(二)有益效果
26.1、本发明所述的一种可降解纸塑包装袋复合成型机械及复合成型方法,本发明采用的上料机构使得每次输送的胶液可以定时定量的进入到胶液箱内,避免胶液箱内的胶液进行涂覆使用时出现胶液供给不足造成原料纸与塑料层进行粘合时不能完全的粘合在一起的现象,同时在涂胶机构上设置有清洗组,可以在胶液箱不使用时,将胶液箱的内壁进行及时的清洗,避免时间久了之后胶液箱内的胶液干固,从而造成胶液粘附在胶液箱内将下料口封住,导致下次无法正常使用胶液箱;
27.2、本发明所述的弧形盖在挤压弹簧杆与限位杆的带动下将下料口进行闭合,避免胶液从下料口一直向下流淌造成浪费;
28.3、本发明所述的伸缩板在移动过程中进行伸长,伸缩板的伸缩移动从而将空腔的容积减小,进而使得每次填满的量减少,从而使得输送的胶液量可以根据需要进行调节。
附图说明
29.下面结合附图和实施例对本发明进一步说明。
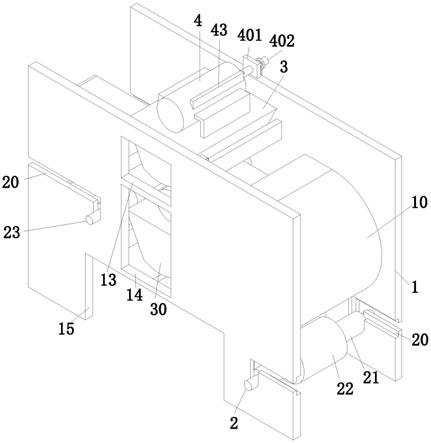
30.图1是本发明的主立体结构示意图;
31.图2是本发明的后立体结构示意图;
32.图3是本发明的主剖视图;
33.图4是本发明图3的a处放大图;
34.图5是本发明图3的b处放大图;
35.图6是本发明图3的c处放大图;
36.图7是本发明上料机构的俯剖视图;
37.图8是本发明胶液箱、下料口、辊轴、涂覆辊、滑动槽的右剖视图;
38.图9是本发明圆形板、扇形块、伸缩板、调节组的剖视立体结构示意图。
具体实施方式
39.下面参考附图对本发明的实施例进行说明。在此过程中,为确保说明的明确性和便利性,我们可能对图示中线条的宽度或构成要素的大小进行夸张的标示。
40.另外,下文中的用语基于本发明中的功能而定义,可以根据使用者、运用者的意图或惯例而不同。因此,这些用语基于本说明书的全部内容进行定义。
41.如图1至图9所示,一种可降解纸塑包装袋复合成型机械,包括支撑架1、传送机构2、涂胶机构3和上料机构4,所述的支撑架1前后对称排布,支撑架1之间设置有传送机构2,支撑架1之间设置有涂胶机构3,上下两个涂胶机构3上均设置有上料机构4;
42.所述的传送机构2包括l型阶梯通槽20、放置轴21、塑料层卷22、带动杆23、带动轴24、带动辊25、转动齿轮26、一号电动机27、导向辊28、一号压合辊29和二号压合辊201,所述的支撑架1的相对面靠近左右两侧均开设有l型阶梯通槽20,左右两侧的前后两个l型阶梯通槽20之间均转动连接有放置轴21,放置轴21上套设有塑料层卷22,放置轴21的前后两端均安装有带动杆23,带动杆23贯穿l型阶梯通槽20,支撑架1之间靠近左侧处上下对称共同转动连接有带动轴24,带动轴24上套设有带动辊25,带动辊25位于左侧放置轴21的左侧,上下两个带动轴24的后端贯穿支撑架1后均套设有相啮合的转动齿轮26,位于后侧的支撑架1的后端面通过机架安装有一号电动机27,一号电动机27的输出轴与其中一个带动轴24相连接,支撑架1之间靠近右侧处转动连接有导向辊28,导向辊28位于右侧放置轴21的左侧,支撑架1之间上下对称转动连接有一号压合辊29,一号压合辊29位于带动辊25与左侧放置轴21之间,支撑架1之间转动连接有二号压合辊201,二号压合辊201位于导向辊28的下方,且位于右侧放置轴21的左侧;
43.所述的涂胶机构3包括胶液箱30、端盖31、进料口32、清洁组33、下料口34、滑动槽35、辊轴36、涂覆辊37和支撑轴38,所述的支撑架1之间通过支架上下对称安装有胶液箱30,胶液箱30的上端面安装有端盖31,端盖31上开设有进料口32,胶液箱30的下端面为弧形结构,胶液箱30内设有清洁组33,胶液箱30的下端面开设有下料口34,下料口34的前后内壁对称开设有滑动槽35,滑动槽35内滑动连接有辊轴36,辊轴36上套设有涂覆辊37,支撑架1之间上下对称转动连接有支撑轴38,支撑轴38位于涂覆辊37的正下方,工作时,将原料纸从左侧送入到上侧的涂覆辊37与支撑轴38之间,由于原料纸有一定的厚度,从而在进入到涂覆辊37与支撑轴38之间时,挤压涂覆辊37与辊轴36向上运动,辊轴36沿滑动槽35进行移动,然后再将原料纸绕过导向辊28,右侧塑料层卷22的一端在原料纸绕过导向辊28之间时,通过
二号压合辊201将其与原料纸的下端面进行贴合在一起并向左进行传送,之后穿入到下侧涂覆辊37与支撑轴38之间,同样下侧的涂覆辊37向上运动,然后再将下侧带动塑料层的原料纸拉到一号压合辊29位置时,将左侧塑料层卷22的一端,通过二号压合辊201并将其与原料纸的上端面进行压合在一起向左进行传送,启动一号电动机27,一号电动机27带动带动轴24进行转动,带动轴24转动通过转动齿轮26的啮合从而带动带动辊25进行转动,带动辊25转动将原料纸与塑料层进行传送,在原料纸移动的过程中,胶液箱30内的胶液通过下料口34流到涂覆辊37上,通过涂覆辊37对原料纸的上下两个端面进行涂覆胶液,使得原料纸与塑料层压合在一起时进行粘合,位于下侧的塑料层在右侧先与原料纸进行粘合,避免原料纸上涂的胶液在移动过程中干固,造成粘合效果差。
44.所述的下料口34的内壁左右两侧对称开设有弹簧槽340,弹簧槽340内通过挤压弹簧杆341安装有限位杆342,限位杆342之间安装有连接条343,连接条343的下端面安装有弧形板344,弧形板344与涂覆辊37相贴紧,连接条343的上端面安装有弧形盖345,工作时,在原料纸未从左侧送入时,弧形盖345在挤压弹簧杆341与限位杆342的带动下将下料口34进行闭合,避免胶液从下料口34一直向下流淌造成浪费,当原料纸挤压涂覆辊37向上移动时,涂覆辊37通过弧形板344与连接条343推动弧形盖345向上运动将下料口34打开,使得胶液向下流淌到涂覆辊37上,同时在对胶液箱30进行清洗时也推动涂覆辊37向上移动将下料口34打开。
45.所述的弧形盖345的侧壁与挡料板334的侧壁均安装有橡胶圈11,橡胶圈11避免胶液从边缝之间流出。
46.所述的上料机构4包括送料桶40、盖板41、进料斗42、进料箱43、送料管44、圆形板45、扇形块46、滑槽47、伸缩板48、调节组49、耳板401、转动轴402、皮带403和二号电动机404,上下两个所述的端盖31的上端面通过架板均安装有送料桶40,送料桶40的前端面安装有盖板41,送料桶40下端面开设有出料口,出料口与进料口32之间通过进料斗42相连接,送料桶40的外壁靠近右端处开设有送料口,送料口上安装有进料箱43,进料箱43的后端面开设有连接孔,连接孔上安装有送料管44,送料桶40内前后对称安装有圆形板45,前后两个圆形板45分别与盖板41后端面、送料桶40内壁紧贴,圆形板45之间沿周向等距离安装有扇形块46,扇形块46的左右两侧对称开设有滑槽47,相邻两个扇形块46的滑槽47之间滑动连接有伸缩板48,伸缩板48之间设置有调节组49,伸缩板48、送料桶40、扇形块46、圆形板45四者之间形成空腔,位于后侧的支撑架1的上端面安装有耳板401,位于后侧的圆形板45的后端面转动连接有转动轴402,位于上方的转动轴402的后端贯穿送料桶40与耳板401,位于下方的转动轴402的后端贯穿支撑架1,上下两个转动轴402的后端均套设有带轮,带轮之间通过皮带403传动连接,位于后侧的支撑架1后端面通过机座安装有二号电动机404,二号电动机404的输出轴与下方转动轴402的后端相连接,工作时,启动二号电动机404,二号电动机404通过转动轴402带动圆形板45进行转动,前后两个圆形板45通过扇形块46的连接同步进行转动,胶液通过送料管44送入到进料箱43内,然后在圆形板45与扇形块46之间的空腔与送料口上的进料箱43连通时,进料箱43内的胶液流入到空腔内将其填满,之后通过圆形板45与扇形块46进行转动带动填满胶液的空腔向下进行转动,当填满胶液的空腔与出料口连通时,胶液通过出料口上的进料斗42将胶液送入到胶液箱30内,从而使得每次输送的胶液可以定时定量的对胶液箱30进行输送胶液,避免胶液箱30内的胶液进行涂覆使用时存在胶液
不够的现象。
47.所述的调节组49包括支撑弹簧杆490、调节板491、连接杆492、推动杆493和电动伸缩杆494,位于后侧所述的圆形板45的前端面安装支撑弹簧杆490,前后两个圆形板45之间设置有调节板491,调节板491之间通过连接杆492相连接,位于后侧的调节板491与支撑弹簧杆490相连接,调节板491与伸缩板48之间铰接有推动杆493,位于前侧的圆形板45的后端面安装有电动伸缩杆494,电动伸缩杆494的移动杆与前侧调节板491相连接,工作时,当输送到胶液箱30内的胶液需要减少时,通过电动伸缩杆494进行收缩带动前后两个调节板491向前进行移动,从而通过推动杆493推动伸缩板48的两侧沿滑槽47进行移动,伸缩板48在移动过程中进行伸长,伸缩板48的伸缩移动从而将空腔的容积减小,进而使得每次填满的量减少,从而使得输送的胶液量得到减少。
48.所述的伸缩板48的侧壁安装有密封圈12,密封圈12与圆形板45、滑槽47相贴紧,密封圈12避免胶液进入到调节板491上。
49.所述的清洁组33包括回形槽330、喷射孔331、耳座332、伸缩弹簧杆333、挡料板334和水管335,所述的胶液箱30的上端面开设有回形槽330,回形槽330的内壁四个端面均开设有与胶液箱30连通的喷射孔331,喷射孔331呈矩阵排布,喷射孔331内对称安装有耳座332,耳座332上通过伸缩弹簧杆333安装有挡料板334,挡料板334位于喷射孔331靠近胶液箱30内壁的一侧,胶液箱30的其中一侧安装有水管335,水管335贯穿胶液箱30与回形槽330连通,工作时,水管335与供水系统相连接,当原料纸涂覆完成之后,涂覆辊37与胶液箱30暂停使用时,通过供水系统对水管335进行送水,水从回形槽330进入到各个喷射孔331内,然后挡料板334在水压的作用下将喷射孔331打开,使得水进入到胶液箱30内对其内壁进行清洗,将残余的胶液清洗出去,避免长时间不使用导致胶液干固粘附在胶液箱30的内壁,在涂覆辊37进行涂覆使用时,挡料板334将喷射孔331堵上,避免胶液进入到回形槽330内。
50.所述的支撑架1之间共同安装有防尘盖10,防尘盖10位于导向辊28右侧,防尘盖10避免原料纸涂胶的端面在移动过程中粘附到灰尘。
51.位于前侧所述的支撑架1的前端面从上向下依次开设有一号矩形通槽13、二号矩形通槽14和开口向下的匚形槽15,且匚形槽15贯穿后侧支撑架1,一号矩形通槽13、二号矩形通槽14分别位于上下两个胶液箱30的前侧,一号矩形通槽13、二号矩形通槽14、匚形槽15三者均是为了方便将将原料纸与塑料层进行拉动传送。
52.此外,本发明还提供了一种可降解纸塑包装袋复合成型方法,包括以下步骤:
53.s1、缠绕传送:将原料纸从左侧送入到上侧的涂覆辊37与支撑轴38之间,由于原料纸有一定的厚度,从而在原料纸进入到涂覆辊37与支撑轴38之间时,挤压涂覆辊37与辊轴36向上运动,辊轴36沿滑动槽35进行移动,然后再将原料纸绕过导向辊28,右侧塑料层卷22的一端在原料纸绕过导向辊28之间时,通过二号压合辊201将其与原料纸的下端面进行贴合在一起并向左进行传送,之后穿入到下侧涂覆辊37与支撑轴38之间,同样下侧的涂覆辊37向上运动,然后再将下侧带动塑料层的原料纸拉到一号压合辊29位置时,将左侧塑料层卷22的一端,通过二号压合辊201并将其与原料纸的上端面进行压合在一起向左进行传送,启动一号电动机27,一号电动机27带动带动轴24进行转动,带动轴24转动通过转动齿轮26的啮合从而带动带动辊25进行转动,带动辊25转动将原料纸与塑料层进行传送;
54.s2、涂胶:当原料纸挤压涂覆辊37向上移动时,涂覆辊37通过弧形板344与连接条
343推动弧形盖345向上运动将下料口34打开,使得胶液向下流淌到涂覆辊37上,通过涂覆辊37对原料纸的上下两个端面进行涂覆胶液,使得原料纸与塑料层压合在一起时进行粘合;
55.s3、上料:启动二号电动机404,二号电动机404通过转动轴402带动圆形板45进行转动,前后两个圆形板45通过扇形块46的连接同步进行转动,胶液通过送料管44送入到进料箱43内,然后在圆形板45与扇形块46之间的空腔与送料口上的进料箱43连通时,进料箱43内的胶液流入到空腔内将其填满,之后通过圆形板45与扇形块46进行转动带动填满胶液的空腔向下进行转动,当填满胶液的空腔与出料口连通时,胶液通过出料口上的进料斗42将胶液送入到胶液箱30内,从而使得每次输送的胶液可以定时定量的对胶液箱30进行输送胶液;
56.s4、调节:当输送到胶液箱30内的胶液需要减少时,通过电动伸缩杆494进行收缩带动前后两个调节板491向前进行移动,从而通过推动杆493推动伸缩板48的两侧沿滑槽47进行移动,伸缩板48在移动过程中进行伸长,伸缩板48的伸缩移动从而将空腔的容积减小,进而使得每次填满的量减少;
57.s5、清洗:当原料纸涂覆完成之后,涂覆辊37与胶液箱30暂停使用时,通过供水系统对水管335进行送水,水从回形槽330进入到各个喷射孔331内,然后挡料板334在水压的作用下将喷射孔331打开,使得水进入到胶液箱30内对其内壁进行清洗,将残余的胶液清洗出去。
58.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1