一种全自动折叠口罩机的制作方法
1.本技术涉及口罩生产设备领域,具体而言,涉及一种全自动折叠口罩机。
背景技术:
2.全自动折叠口罩机是用于折叠口罩本体生产的全自动设备,使用超声波技术,将3-5层无纺布、活性炭以及过滤材料粘合,并剪切出折叠口罩本体,产品一次加工完成,此类设备具有装置调节简易,换料方便,模具更换快,稳定性高故障率低等诸多优点,因此广泛应用于各类口罩生产企业,创造了巨大的经济和社会效益。
3.目前,使用全自动折叠口罩机进行生产时,常是放置一个收集容器在成品输出端下方,口罩成品会被自动输出并落入容器中,但由于静电或者口罩材料本身密度低和摩擦力小的原因,口罩成品有时候会挂吊在设备输出端不下落,有时甚至会散落到收集容器外的地面上,不仅易造成口罩产品污染,且需要占用较多人力进行收拾整理。
技术实现要素:
4.本技术旨在至少解决现有技术中存在的技术问题之一。为此,本技术提出一种全自动折叠口罩机,所述全自动折叠口罩机可以自动收集、码放成品口罩,避免其挂吊在自动口罩机输出端或散落到地面上,避免口罩被污染,减少人力占用。
5.本技术是这样实现的:
6.本技术提供了一种全自动折叠口罩机包括自动折叠口罩机本体、支撑及移动机构和口罩收集归纳机构。
7.所述支撑及移动机构包括第一支架、第一伺服电机、第一丝杠、第一导杆、第一滑块、第一连接块、第二伺服电机、第二丝杠和第二导杆,所述第一支架一端固定连接于所述自动折叠口罩机本体的输出端一侧,所述第一丝杠一端转动连接于所述第一支架一端,所述第一丝杠另一端转动贯穿于所述第一支架另一端,两个所述第一导杆并列设置在所述第一丝杠两侧,所述第一导杆两端分别固定连接于所述第一支架两端,所述第一伺服电机设置在所述第一支架另一端,所述第一伺服电机的输出端固定连接于所述第一丝杠另一端,所述第一丝杠螺纹贯穿于所述第一滑块,两个所述第一导杆分别滑动贯穿于所述第一滑块,两个所述第二导杆并列设置在所述第一滑块上侧,所述第二导杆下端固定连接于所述第一滑块上侧,所述第一连接块下侧两端分别固定连接于两个所述第一导杆顶端,所述第二丝杠下端转动连接于所述第一滑块上侧,所述第二丝杠上端转动贯穿于所述第一连接块,所述第二伺服电机设置在所述第一连接块上侧,所述第二伺服电机的输出端固定连接于所述第二丝杠上端,所述口罩收集归纳机构包括第二滑块、电动十字滑台、第一液压缸、转动板和架板,所述第二滑块设置在所述第一滑块和所述第一连接块之间,所述第二丝杠螺纹贯穿于所述第二滑块,所述第二导杆滑动贯穿于所述第二滑块,所述第二滑块靠近所述自动折叠口罩机本体的输出端一侧设置有第一竖板,两个所述转动板对称设置在所述第一竖板下端两侧,所述转动板转动连接于所述第一竖板,所述第一液压缸设置在所述第一
竖板远离所述第二丝杠一侧,所述第一液压缸的活塞杆下端传动连接于两个所述转动板上端,所述电动十字滑台设置在所述第一液压缸上方,所述电动十字滑台一端固定连接于所述第一竖板外侧,所述电动十字滑台下端设置有第一机械手,所述架板一端固定连接于所述转动板远离所述第一支架一侧。
8.在本技术的一种实施例中,所述第一支架上侧设置有防护壳,所述防护壳设置在所述第一丝杠、所述第一导杆和所述第一滑块外部。
9.在本技术的一种实施例中,所述防护壳两侧均开设有若干个通孔,若干个所述通孔均匀分布。
10.在本技术的一种实施例中,所述防护壳上侧开设有长槽孔,所述第二丝杠和所述第二导杆贯穿于所述长槽孔。
11.在本技术的一种实施例中,所述第二滑块上侧设置有若干个缓冲垫,若干个所述缓冲垫均匀分布。
12.在本技术的一种实施例中,所述第一液压缸的活塞杆下端设置有第二连接块。
13.在本技术的一种实施例中,所述第二连接块两侧对称设置有两个第一连杆,所述第一连杆上端转动连接于所述第二连接块两端,所述第一连杆下端转动连接于所述转动板上端。
14.在本技术的一种实施例中,所述转动板远离所述第一支架一侧并列设置有若干个加强筋,所述加强筋固定连接于所述架板背侧。
15.在本技术的一种实施例中,所述架板内侧设置有若干个隔板,若干个所述隔板均匀分布。
16.在本技术的一种实施例中,所述第一机械手的机械手指内侧设置有指垫。
17.在本技术的一种实施例中,所述一种全自动折叠口罩机还包括余料收卷机构。
18.所述余料收卷机构包括竖架、第三伺服电机、第三丝杠、第三导杆、第三滑块、横板、卷筒、减速电机和第二液压缸,所述竖架下端固定连接于所述自动折叠口罩机本体的输出端上侧远离所述第一支架一端,所述第三丝杠下端转动连接于所述竖架下端,所述第三丝杠上端转动贯穿于所述竖架上端,所述第三伺服电机设置在所述竖架上端,所述第三伺服电机的输出端固定连接于所述第三丝杠上端,两个所述第三导杆并列设置在所述第三丝杠两侧,所述第三导杆两端分别固定连接于所述竖架两端,所述第三丝杠螺纹贯穿于所述第三滑块,所述第三导杆滑动贯穿于所述第三滑块,所述第三滑块外侧设置有第二竖板,所述横板一端固定连接于所述第二竖板下端远离所述竖架一侧,所述卷筒上端转动连接于所述横板外端下侧,所述减速电机设置在所述横板上侧,所述减速电机的输出端转动贯穿于所述横板,所述减速电机传动连接于所述卷筒,所述第二液压缸下端固定连接于所述自动折叠口罩机本体上侧,所述第二液压缸设置在所述自动折叠口罩机本体的输出端和所述竖架之间,所述第二液压缸的活塞杆顶端设置有摆缸,所述摆缸一侧设置有横杆,所述横杆外端设置有第二机械手。
19.在本技术的一种实施例中,所述卷筒上端外侧设置有若干个限位板,若干个所述限位板均匀分布。
20.在本技术的一种实施例中,所述卷筒顶端设置有齿圈,所述减速电机的输出端下端设置有齿轮,所述齿轮和所述齿圈啮合。
21.在本技术的一种实施例中,所述卷筒一侧开设有长槽,所述长槽内部设置有压杆,所述压杆转动连接于所述长槽下端内部两侧。
22.在本技术的一种实施例中,所述压杆通过连接轴转动连接于所述长槽下端内部两侧,所述连接轴外部设置有扭簧,所述扭簧两端分别固定连接于所述压杆和所述长槽内侧。
23.在本技术的一种实施例中,所述卷筒周侧均匀设置有若干个撑板,所述卷筒下端均匀开设有若干个豁口。
24.在本技术的一种实施例中,所述横板外端开设有圆孔,所述圆孔和所述卷筒对应设置。
25.在本技术的一种实施例中,所述一种全自动折叠口罩机还包括伸缩支撑机构。
26.所述伸缩支撑机构包括第三液压缸、第三连接块、第二连杆、转动架、延长架、第三连杆和外壳,所述圆孔内部设置有第二支架,所述第三液压缸设置在所述第二支架上,所述第三液压缸的活塞杆贯穿于所述第二支架,所述第三连接块设置在所述第三液压缸的活塞杆下端,所述第三连接块转动连接于所述第三液压缸的活塞杆下端,若干个所述第二连杆均匀设置在所述第三连接块周围,所述第二连杆上端转动连接于所述第三连接块外侧,若干个所述转动架均匀设置在所述卷筒下端,所述转动架转动连接于所述卷筒下端内侧,所述第二连杆下端转动连接于所述转动架内端,一个所述转动架一侧设置有抵柱,所述抵柱和所述压杆对应设置,所述延长架一端滑动连接于所述转动架外端,若干个所述第三连杆分别设置在若干个所述豁口中,所述第三连杆一端两侧转动连接于所述豁口内部两侧,所述第三连杆另一端转动连接于所述延长架内端,所述外壳设置在所述转动架上侧,所述外壳设置在所述第三连杆外部,所述延长架上侧滑动连接于所述外壳上侧。
27.本技术的有益效果是:本技术通过上述设计得到的一种全自动折叠口罩机,使用时,将口罩成品收集容器放置在合适的位置,开启自动折叠口罩机本体进行口罩生产,同时通过第一伺服电机驱动第一丝杠使第一滑块沿第一导杆运动,同时通过第二伺服电机驱动第二丝杠使第二滑块沿第二导杆升降,进而使电动十字滑台和两块架板位于自动折叠口罩机本体的输出端外部合适的高度和位置,当口罩成品输出时,通过电动十字滑台带动第一机械手夹取口罩成品依次排放在两块架板之间,排满后,再次通过第一伺服电机驱动第一丝杠使第一滑块沿第一导杆运动,同时通过第二伺服电机驱动第二丝杠使第二滑块沿第二导杆升降,将码放成一摞的口罩成品迅速送至收集容器中合适的位置,通过第一液压缸拉动两个转动板和架板,将口罩成品快速放入收集箱中,反向操作,使架板复位,继续收集并码放口罩成品,如此可以自动完成口罩成品的收集整理和码放,使口罩在收集容器中较为整齐地堆放以利于进入下一道工序,不仅避免了不下落的口罩挂吊在自动折叠口罩机本体的输出端外部进而影响生产的连续进行,还可避免口罩成品散落到地面上造成污染,减少占用人力进行收拾整理,降低最终产品成本。
附图说明
28.为了更清楚地说明本技术实施方式的技术方案,下面将对实施方式中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本技术的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
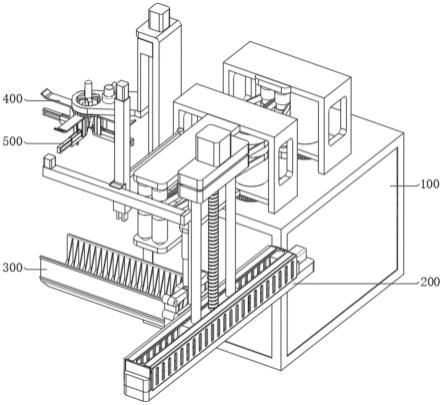
29.图1是本技术实施方式提供的全自动折叠口罩机立体结构示意图;
30.图2为本技术实施方式提供的支撑及移动机构、口罩收集归纳机构、余料收卷机构和伸缩支撑机构结构示意图;
31.图3为本技术实施方式提供的支撑及移动机构和口罩收集归纳机构结构示意图;
32.图4为本技术实施方式提供的口罩收集归纳机构结构示意图;
33.图5为本技术实施方式提供的横板、减速电机和齿轮结构示意图;
34.图6为本技术实施方式提供的余料收卷机构结构示意图;
35.图7为本技术实施方式提供的卷筒和压杆结构示意图;
36.图8为本技术实施方式提供的压杆、连接轴和扭簧结构示意图;
37.图9为本技术实施方式提供的压缸、摆缸、横杆和第二机械手结构示意图;
38.图10为本技术实施方式提供的第二支架结构示意图;
39.图11为本技术实施方式提供的伸缩支撑机构结构示意图;
40.图12为本技术实施方式提供的压杆和抵柱结构示意图。
41.图中:100-自动折叠口罩机本体;200-支撑及移动机构;210-第一支架;211-防护壳;2111-通孔;2112-长槽孔;220-第一伺服电机;230-第一丝杠;240-第一导杆;250-第一滑块;260-第一连接块;270-第二伺服电机;280-第二丝杠;290-第二导杆;300-口罩收集归纳机构;310-第二滑块;311-第一竖板;312-缓冲垫;320-电动十字滑台;321-第一机械手;330-第一液压缸;340-第一连杆;350-转动板;351-加强筋;360-架板;361-隔板;370-第二连接块;400-余料收卷机构;410-竖架;420-第三伺服电机;430-第三丝杠;440-第三导杆;450-第三滑块;451-第二竖板;460-横板;461-圆孔;470-卷筒;471-限位板;472-齿圈;473-压杆;4731-连接轴;4732-扭簧;474-撑板;475-豁口;476-长槽;480-减速电机;481-齿轮;490-第二液压缸;491-摆缸;492-横杆;493-第二机械手;500-伸缩支撑机构;510-第三液压缸;511-第二支架;520-第三连接块;530-第二连杆;540-转动架;541-抵柱;550-延长架;560-第三连杆;570-外壳。
具体实施方式
42.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行描述。
43.为使本技术实施方式的目的、技术方案和优点更加清楚,下面将结合本技术实施方式中的附图,对本技术实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式是本技术一部分实施方式,而不是全部的实施方式。基于本技术中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本技术保护的范围。
44.实施例
45.如图1-图12所示,根据本技术实施例的一种全自动折叠口罩机包括自动折叠口罩机本体100、支撑及移动机构200、口罩收集归纳机构300、余料收卷机构400和伸缩支撑机构500,支撑及移动机构200设置在自动折叠口罩机本体100的输出端一侧,口罩收集归纳机构300设置在支撑及移动机构200上,口罩收集归纳机构300和支撑及移动机构200配合可以实现对口罩成品的自动收集码放并较为整齐地置入收集容器中,避免口罩成品挂吊或散落到地面上而造成污染,节省了收拾整理口罩成品的人力,余料收卷机构400设置在自动折叠口
罩机本体100的输出端另一侧,便于收卷口罩生产后产生的余料,伸缩支撑机构500设置在余料收卷机构400上,便于为余料卷提供必要的支撑的同时不影响下料。
46.根据本技术的一些实施例,如图2-图3所示,支撑及移动机构200包括第一支架210、第一伺服电机220、第一丝杠230、第一导杆240、第一滑块250、第一连接块260、第二伺服电机270、第二丝杠280和第二导杆290,第一支架210一端固定连接于自动折叠口罩机本体100的输出端一侧,第一支架210一端通过焊接、铆接或紧固件固定连接于自动折叠口罩机本体100的输出端一侧,第一丝杠230一端转动连接于第一支架210一端,第一丝杠230另一端转动贯穿于第一支架210另一端,两个第一导杆240并列设置在第一丝杠230两侧,第一导杆240两端分别固定连接于第一支架210两端,第一导杆240两端分别通过焊接或铆接固定连接于第一支架210两端,第一伺服电机220设置在第一支架210另一端,第一伺服电机220的输出端固定连接于第一丝杠230另一端,第一伺服电机220的输出端通过焊接或紧固件固定连接于第一丝杠230另一端,第一丝杠230螺纹贯穿于第一滑块250,两个第一导杆240分别滑动贯穿于第一滑块250,两个第二导杆290并列设置在第一滑块250上侧,第二导杆290下端固定连接于第一滑块250上侧,第二导杆290下端通过焊接或铆接固定连接于第一滑块250上侧,第一连接块260下侧两端分别固定连接于两个第一导杆240顶端,第一连接块260下侧两端分别通过焊接或铆接固定连接于两个第一导杆240顶端,第二丝杠280下端转动连接于第一滑块250上侧,第二丝杠280上端转动贯穿于第一连接块260,第二伺服电机270设置在第一连接块260上侧,第二伺服电机270的输出端固定连接于第二丝杠280上端,第一支架210上侧设置有防护壳211,防护壳211设置在第一丝杠230、第一导杆240和第一滑块250外部,防护壳211两侧均开设有若干个通孔2111,若干个通孔2111均匀分布,防护壳211上侧开设有长槽孔2112,第二丝杠280和第二导杆290贯穿于长槽孔2112,长槽孔2112不妨碍第一滑块250的运动,通孔2111在防护壳211提供防护作用的同时,便于散发第一滑块250运动所产生的热量。
47.根据本技术的一些实施例,如图2-图4所示,口罩收集归纳机构300包括第二滑块310、电动十字滑台320、第一液压缸330、转动板350和架板360,第二滑块310设置在第一滑块250和第一连接块260之间,第二丝杠280螺纹贯穿于第二滑块310,第二导杆290滑动贯穿于第二滑块310,第二滑块310靠近自动折叠口罩机本体100的输出端一侧设置有第一竖板311,两个转动板350对称设置在第一竖板311下端两侧,转动板350转动连接于第一竖板311,第一液压缸330设置在第一竖板311远离第二丝杠280一侧,第一液压缸330的活塞杆下端传动连接于两个转动板350上端,电动十字滑台320设置在第一液压缸330上方,电动十字滑台320一端固定连接于第一竖板311外侧,电动十字滑台320下端设置有第一机械手321,架板360一端固定连接于转动板350远离第一支架210一侧,第二滑块310上侧设置有若干个缓冲垫312,若干个缓冲垫312均匀分布,缓冲垫312可以防止第二滑块310直接撞击第一连接块260造成装置损坏或抖动,第一液压缸330的活塞杆下端设置有第二连接块370,第二连接块370两侧对称设置有两个第一连杆340,第一连杆340上端转动连接于第二连接块370两端,第一连杆340下端转动连接于转动板350上端,第一液压缸330拉动第二连接块370和第一连杆340可以使转动板350转动,两个转动板350上端靠近可以使两个架板360下端张开,释放码放在两个架板360之间的口罩成品,转动板350远离第一支架210一侧并列设置有若干个加强筋351,加强筋351固定连接于架板360背侧,加强筋351可以提高架板360的强度,
使其更加稳定而较少抖动,利于收集和码放口罩成品,架板360内侧设置有若干个隔板361,若干个隔板361均匀分布,若干个隔板361可以使口罩成品在码放时直立,避免塌歪,提高口罩成品收集的便利度和效率,第一机械手321的机械手指内侧设置有指垫,可以提高摩擦力,可以使第一机械手321更加便利地夹取口罩成品。
48.根据本技术的一些实施例,如图2、图5-图9和图12所示,全自动折叠口罩机在生产口罩时产生的边角余料是连续的,现有的做法是将其在口罩成品输出的同时牵引到一侧,直接归入收集桶中,因此回收时边角余料在收集桶中处于杂乱无章的状态,极大地浪费了收集桶的容积使用率,导致需要频繁更换收集桶,另外,由于收集的边角余料杂乱,也将占用更大的存储空间,也不利于清运,余料收卷机构400包括竖架410、第三伺服电机420、第三丝杠430、第三导杆440、第三滑块450、横板460、卷筒470、减速电机480和第二液压缸490,竖架410下端固定连接于自动折叠口罩机本体100的输出端上侧远离第一支架210一端,第三丝杠430下端转动连接于竖架410下端,第三丝杠430上端转动贯穿于竖架410上端,第三伺服电机420设置在竖架410上端,第三伺服电机420的输出端固定连接于第三丝杠430上端,两个第三导杆440并列设置在第三丝杠430两侧,第三导杆440两端分别固定连接于竖架410两端,第三丝杠430螺纹贯穿于第三滑块450,第三导杆440滑动贯穿于第三滑块450,第三滑块450外侧设置有第二竖板451,横板460一端固定连接于第二竖板451下端远离竖架410一侧,卷筒470上端转动连接于横板460外端下侧,减速电机480设置在横板460上侧,减速电机480的输出端转动贯穿于横板460,减速电机480传动连接于卷筒470,第二液压缸490下端固定连接于自动折叠口罩机本体100上侧,第二液压缸490设置在自动折叠口罩机本体100的输出端和竖架410之间,第二液压缸490的活塞杆顶端设置有摆缸491,摆缸491一侧设置有横杆492,横杆492外端设置有第二机械手493,卷筒470上端外侧设置有若干个限位板471,若干个限位板471均匀分布,卷筒470顶端设置有齿圈472,减速电机480的输出端下端设置有齿轮481,齿轮481和齿圈472啮合,通过第三伺服电机420驱动第三丝杠430使第三滑块450沿第三导杆440升降,使横板460和卷筒470位于合适的高度,放置好收集桶,开启自动折叠口罩机本体100开始口罩生产作业时,将输出的连续的边角余料一端缠绕固定在卷筒470上,启动减速电机480通过齿轮481和齿圈472啮合驱动卷筒470转动,开始收卷边角余料,待收卷至一定程度时,再次通过第三伺服电机420驱动第三丝杠430使第三滑块450沿第三导杆440带动横板460和卷筒470进入或靠近收集桶,配合一定程度的人工,在第二机械手493夹住边角余料时,从第二机械手493靠近卷筒470一侧将其剪断,将收卷好的边角余料从卷筒470上取下置入收集桶中,重复操作,直至收集桶满,更换收集桶继续收集边角余料,如此可以极大地提高收集桶的容积使用率,较为整齐地收集和叠放边角余料,减少边角余料占用的存储空间,便于后期清运。
49.根据本技术的一些实施例,如图2和图6-图12所示,通过卷筒470转动收卷边角余料时,当料卷越来越大,如不能从料卷底侧给予必要的支撑,则料卷在达到一定程度时极易发生塌散,难以提高单次收卷量,一定程度上依然会造成边角余料在收集时处于散乱的状态,严重影响边角余料的收卷集纳效率,还将占用更多的人力进行收集整理和频繁更换收集桶,伸缩支撑机构500包括第三液压缸510、第三连接块520、第二连杆530、转动架540、延长架550、第三连杆560和外壳570,横板460外端开设有圆孔461,圆孔461和卷筒470对应设置,圆孔461内部设置有第二支架511,第三液压缸510设置在第二支架511上,第三液压缸
510的活塞杆贯穿于第二支架511,第三连接块520设置在第三液压缸510的活塞杆下端,第三连接块520转动连接于第三液压缸510的活塞杆下端,若干个第二连杆530均匀设置在第三连接块520周围,第二连杆530上端转动连接于第三连接块520外侧,若干个转动架540均匀设置在卷筒470下端,转动架540转动连接于卷筒470下端内侧,第二连杆530下端转动连接于转动架540内端,一个转动架540一侧设置有抵柱541,抵柱541和压杆473对应设置,延长架550一端滑动连接于转动架540外端,卷筒470周侧均匀设置有若干个撑板474,卷筒470下端均匀开设有若干个豁口475,若干个第三连杆560分别设置在若干个豁口475中,第三连杆560一端两侧转动连接于豁口475内部两侧,第三连杆560另一端转动连接于延长架550内端,外壳570设置在转动架540上侧,外壳570设置在第三连杆560外部,延长架550上侧滑动连接于外壳570上侧,卷筒470一侧开设有长槽476,长槽476内部设置有压杆473,压杆473转动连接于长槽476下端内部两侧,压杆473通过连接轴4731转动连接于长槽476下端内部两侧,连接轴4731外部设置有扭簧4732,扭簧4732两端分别固定连接于压杆473和长槽476内侧,开始收卷边角余料时,将边角余料端头置于压杆473和长槽476之间,通过第三液压缸510下压第三连接块520和第二连杆530,使转动架540张开,抵柱541会抵紧压杆473,夹紧余料端头,进而将余料端头固定在卷筒470上,即可启动减速电机480驱动卷筒470转动并收卷余料,同时第三连杆560也被转动架540顶推张开,第三连杆560外端推动延长架550向转动架540外端外部滑出,使延长架550和转动架540的整体长度进一步增加,从而对比较余料卷底侧进行有效支撑,使料卷始终位于限位板471和转动架540及延长架550之间,便于单次卷起较多的边角余料,提高收卷效率,单次收卷完成后,通过第三液压缸510提拉第三连接块520和第二连杆530,使转动架540和第三连杆560向卷筒470下方收缩,抵柱541不再压迫压杆473,由于撑板474撑起的空间余量,压杆473在扭簧4732的扭力作用下张开,松开余料端头,如此即可不妨碍取下料卷,取下料卷后,重复操作,即可持续高效地收卷边角余料,提高单次收卷量,避免料卷塌散和余料在收集桶中散乱,提高边角余料的收集效率,减少人力占用。
50.具体的,该一种全自动折叠口罩机的工作原理:使用时,将口罩成品收集容器放置在合适的位置,开启自动折叠口罩机本体100进行口罩生产,同时通过第一伺服电机220驱动第一丝杠230使第一滑块250沿第一导杆240运动,同时通过第二伺服电机270驱动第二丝杠280使第二滑块310沿第二导杆290升降,进而使电动十字滑台320和两块架板360位于自动折叠口罩机本体100的输出端外部合适的高度和位置,当口罩成品输出时,通过电动十字滑台320带动第一机械手321夹取口罩成品依次排放在两块架板360之间,排满后,再次通过第一伺服电机220驱动第一丝杠230使第一滑块250沿第一导杆240运动,同时通过第二伺服电机270驱动第二丝杠280使第二滑块310沿第二导杆290升降,将码放成一摞的口罩成品迅速送至收集容器中合适的位置,通过第一液压缸330拉动两个转动板350和架板360,将口罩成品快速放入收集箱中,反向操作,使架板360复位,继续收集并码放口罩成品,如此可以自动完成口罩成品的收集整理和码放,使口罩在收集容器中较为整齐地堆放以利于进入下一道工序,通过第三伺服电机420驱动第三丝杠430使第三滑块450沿第三导杆440升降,使横板460和卷筒470位于合适的高度,放置好收集桶,将边角余料端头置于压杆473和长槽476之间,通过第三液压缸510下压第三连接块520和第二连杆530,使转动架540张开,抵柱541会抵紧压杆473,夹紧余料端头,进而将余料端头固定在卷筒470上,即可启动减速电机480
驱动卷筒470转动并收卷余料,同时第三连杆560也被转动架540顶推张开,第三连杆560外端推动延长架550向转动架540外端外部滑出,使延长架550和转动架540的整体长度进一步增加,从而对比较余料卷底侧进行有效支撑,使料卷始终位于限位板471和转动架540及延长架550之间,便于单次卷起较多的边角余料,提高收卷效率,单次收卷完成后,通过第三液压缸510提拉第三连接块520和第二连杆530,使转动架540和第三连杆560向卷筒470下方收缩,抵柱541不再压迫压杆473,由于撑板474撑起的空间余量,压杆473在扭簧4732的扭力作用下张开,松开余料端头,如此即可不妨碍取下料卷,再次通过第三伺服电机420驱动第三丝杠430使第三滑块450沿第三导杆440带动横板460和卷筒470进入或靠近收集桶,配合一定程度的人工,在第二机械手493夹住边角余料时,从第二机械手493靠近卷筒470一侧将其剪断,将收卷好的边角余料从卷筒470上取下置入收集桶中,取下料卷后,将新剪出的边角余料端头置于压杆473和长槽476之间,重复操作,即可持续高效地收卷边角余料,不仅避免了不下落的口罩挂吊在自动折叠口罩机本体100的输出端外部进而影响生产的连续进行,还可避免口罩成品散落到地面上造成污染,减少占用人力进行收拾整理,降低最终产品成本。
51.需要说明的是,自动折叠口罩机本体100、第一伺服电机220、第二伺服电机270、电动十字滑台320、第一机械手321、第三伺服电机420、减速电机480和第二机械手493具体的型号规格需根据该装置的实际规格等进行选型确定,具体选型计算方法采用本领域现有技术,故不再详细赘述。
52.自动折叠口罩机本体100、第一伺服电机220、第二伺服电机270、电动十字滑台320、第一机械手321、第三伺服电机420、减速电机480和第二机械手493的供电及其原理对本领域技术人员来说是清楚的,在此不予详细说明。
53.以上仅为本技术的优选实施方式而已,并不用于限制本技术,对于本领域的技术人员来说,本技术可以有各种更改和变化。凡在本技术的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1