一种检测并控制注塑机模板摆动的方法及装置与流程
1.本发明涉及注塑机合模机构技术领域,尤其是涉及一种检测并控制注塑机模板摆动的方法及装置。
背景技术:
2.合模机构是塑料注射成型机的主要部件,目前常见的合模机构有连杆式、全液压式、两板式及无拉杆式。除无拉杆式外,其余三种塑料注射成型机的合模机构都需要拉杆作为力的平衡元件。如肘杆式注塑成型机的合模机构,四根拉杆上套合有尾模、动模和前模,动模与尾模通过肘杆机构连接。前模和动模进行合模后在内部形成模腔,尾模通过肘杆机构对动模施加压力用于抵消模腔内注射的熔融物对模腔形成的压力。由于压力较大容易使合模机构尤其是尾模产生磨损,从而影响合模操作,因此需要在这方面深入研究。
3.在中国专利文献上公开的“一种注塑机锁模机构及锁模后座板”,其公开号为cn113146981a,公开日期为2021
‑
07
‑
23,包括锁模定板和锁模尾板,锁模定板和锁模尾板之间设置有锁模动板;所述锁模定板四角位置均固定安装有拉杆,所述拉杆另一端固定安装在锁模尾板上,所述锁模动板滑动安装在拉杆上,锁模动板靠近锁模尾板的一侧转动安装有两组长铰,两组长铰呈上下对称分布在锁模动板上,所述锁模尾板远离锁模动板的一侧中心位置固定安装有锁模油缸,锁模油缸的输出端与锁模动板固定连接,该发明通过新式结构布局,能够降低锁模过程中尾板变形导致的应力集中问题,降低尾板使用多年后的疲劳开裂概率,降低锁模尾板结构形变,增加锁模机构的刚性。但是该发明只是对合模结构进行重新布局来提高结构刚性,提升尾板的使用寿命降低磨损。而在实际注塑机操作过程中,合模完成后注塑机尾模会发生摆动,尤其以尾模两侧模板摆动最明显,当摆动幅度过大时会加剧尾模的磨损情况减少使用寿命。目前很少见到通过控制减小尾模摆动幅度来减小尾模磨损的技术。
技术实现要素:
4.本发明是为了克服现有技术中很少关注到尾模的摆动幅度过大会加剧尾模磨损情况的问题,提供了一种检测并控制注塑机模板摆动的方法及装置,通过对尾模摆动幅度的检测,在尾模摆动幅度过大时调节影响尾模摆动幅度的各个参数,从而降低摆动幅度,减少尾模的磨损。
5.为了实现上述目的,本发明采用以下技术方案:
6.一种检测并控制注塑机模板摆动的方法,包括:
7.s1、尾模摆动检测,检测注塑机合模后尾模摆动的幅度大小;
8.s2、尾模与动模间距控制,检测在尾模上选取的若干位置到动模的距离,判断尾模和动模相对面的距离差异,并调整尾模和动模的间距;
9.s3、锁模力检测与调整,检测合模后注塑机每个拉杆上的实际受力,比较并调节每个拉杆上的力;
10.s4、尾模摆动复检,检测经过调整后注塑机的尾模摆动的幅度大小。
11.本发明首先对尾模的摆动进行检测,每根用于连接前模、动模和尾模的拉杆上的受力不一致;尾模与动模相对面不平行使得肘杆机构传动力时不均匀等因素都会造成尾模的摆动,因此想要控制减小摆动幅度就需要调节每个拉杆上的受力和尾模与动模间距的平行程度。尾模与动模相对面不平行时,会使得尾模在合模后摆动,同时也会影响每个拉杆上的受力分布,因此需要先对尾模与动模的平行程度进行调节,先消除尾模与动模间距离不一致导致尾模摆动的因素。之后再测试距离调节完成后每个拉杆上的受力情况,根据实际的受力分布情况进一步调节使每个拉杆的受力相同,从而减小尾模的摆动。最后再一次检测尾模摆动幅度是否符合要求,根据实际需要重复调整过程或者完成调整。
12.作为优选,所述尾模摆动检测包括:
13.s11、对尾模两侧的侧模板各自进行摆动幅度检测;
14.s12、将两个侧模板的摆动幅度结果分别与设定的摆动阈值比较;
15.s13、当任意一个侧模板的摆动幅度大于摆动阈值时执行s2。
16.本发明中首先设定摆动阈值,由于注塑机在工作过程中无法避免机械部件的振动,因此由于这部分振动造成的尾模的摆动幅度认定为合理范围的摆动,所以摆动阈值是根据相关专家的实际经验进行优化后设定的。同时尾模两侧各存在一块侧模板,摆动的幅度各不相同,因此在判断时只要其中一块侧模板的摆动幅度超过摆动阈值,就能认定尾模摆动超过阈值。
17.作为优选,所述尾模与动模间距控制包括:
18.s21、分别测量尾模上与拉杆连接的四个通孔到动模的距离l1、l2、l3和l4;
19.s22、分析l1、l2、l3和l4四个值中偏离最大的距离值和其对应的通孔在尾模上的区域;
20.s23、微调s22中分析得出的通孔与动模之间的距离。
21.本发明中测量尾模上与拉杆连接的四个通孔到动模的距离,是为了选取尾模正对动模的面上间隔较远的测量点来测量尾模和动模的间距。当尾模与动模相对的两个面不平行时,选取同一个面上距离更远的两个测量点测量出的两个面之间的距离差异更大,从而能提高检测平行程度的灵敏性。
22.作为优选,所述s22中,计算l1、l2、l3和l4与定值li的差值的平方之和,选取使得最后结果最小的li作为标准值与l1、l2、l3和l4进行比较,四个距离值中与li之差的绝对值最大的距离值即为s22中偏离最大的距离值。本发明是为了对四个距离值进行拟合和找出相对处于四个距离值中间位置的定值,将偏离最大的距离值参照定值进行调整时可以使需要调整的距离少,从而减少微调距离过程中的机械误差,同时也能保证四个测试位置测量的距离值差异小。
23.作为优选,所述锁模力检测与调整包括:
24.s31、分别测量合模时四个拉杆上的实际受力f1、f2、f3和f4;
25.s32、计算分析f1、f2、f3和f4四个值中偏离最大的受力值和其对应的拉杆;
26.s33、微调s32中分析得出的拉杆上的受力值大小;
27.s34、将调整后的四个拉杆上的受力值之和作为实际锁模力与预设锁模力比较;
28.s35、根据实际锁模力和预设锁模力的差异调节实际锁模力的值逐渐接近预设锁
模力的值。
29.本发明中首先对四个拉杆上的受力进行检测,然后调整拉杆上的受力使得四个拉杆的受力基本一致,这样能减小尾模的摆动幅度。此外当尾模施加的力过大时也会造成尾模的摆动,因此还需要计算四个拉杆上的受力总和作为实际锁模力与预设锁模力进行比较,当实际锁模力大于预设锁模力时尾模也会加剧摆动,因此需要同步调节四个拉杆上的受力。
30.作为优选,所述s32中,计算f1、f2、f3和f4与定值fi的差值的平方之和,选取使得最后结果最小的fi作为标准值与f1、f2、f3和f4进行比较,四个受力值中与fi之差的绝对值最大的受力值即为s32中偏离最大的受力值。本发明中受力值的具体分析和调节方式与之前距离值的分析和调节方式相同,目的都是为了在尽可能减少需要进行调节的变动范围的情况下使得四个值差异较小。
31.一种检测并控制注塑机模板摆动的装置,包括:
32.摆动检测模块,所述摆动检测模块用于检测尾模的摆动幅度大小;
33.测距模块,所述测距模块用于检测尾模和动模相对面之间的距离;
34.锁模力调节模块,所述锁模力调节模块用于调节拉杆上力的大小;
35.测力模块,所述测力模块用于检测拉杆上的受力;
36.尾模微调模块,所述尾模微调模块用于微调尾模和动模之间的距离;
37.处理器,所述处理器用于控制所有模块的工作。
38.作为优选,所述摆动检测模块包括发射单元和接收检测单元,所述发送单元设置在侧模板上,所述接收检测单元与发送单元相对设置并间隔一定距离。本发明中的摆动检测模块是将尾模侧模板摆动过程中难以观察和测量的移动距离进过一定比例放大后转化成易观察和测量的量,从而间接计算和检测摆动幅度。
39.本发明具有如下有益效果:通过对尾模摆动幅度的检测,在尾模摆动幅度过大时调节影响尾模摆动幅度的各个参数,从而降低摆动幅度,减少尾模的磨损;通过特定的分析和计算方式,在尽可能减少待调整的距离值或受力值所需要调整的范围的情况下,使得所有距离值后受力值的差异变小,从而减少了调整过程中的机械误差的影响;调整完成后具有摆动复检功能,并重复进行调整过程,提高减少尾模摆动幅度的效果。
附图说明
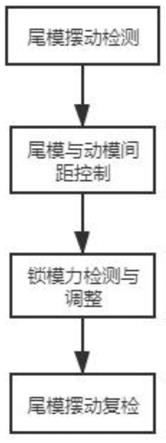
40.图1是本发明检测并控制注塑机模板摆动方法的流程图;
41.图2是本发明合模机构的结构示意图;
42.图3是本发明尾模的结构示意图;
43.图4是本发明合模机构的局部a的放大图;
44.图5是本发明摆动检测模块的示意图;
45.图中:1、前模;11、锁模力调节模块;2、动模;3、拉杆;31、测力模块;4、尾模;41、侧模板;42、尾模微调模块;43、通孔;44、摆动检测模块;441、发射单元;4411、激光器;4412、反射镜;442、接收检测单元;45、测距模块;5、肘杆机构;6、尾模大齿轮;61、尾模小齿轮。
具体实施方式
46.下面结合附图与具体实施方式对本发明做进一步的描述。
47.如图1所示,一种检测并控制注塑机模板摆动的方法,包括:
48.s1、尾模摆动检测,检测注塑机合模后尾模摆动的幅度大小;
49.s2、尾模与动模间距控制,检测在尾模上选取的若干位置到动模的距离,判断尾模和动模相对面的距离差异,并调整尾模和动模的间距;
50.s3、锁模力检测与调整,检测合模后注塑机每个拉杆上的实际受力,比较并调节每个拉杆上的力;
51.s4、尾模摆动复检,检测经过调整后注塑机的尾模摆动的幅度大小。
52.尾模摆动检测过程包括:
53.s11、对尾模两侧的侧模板各自进行摆动幅度检测;
54.s12、将两个侧模板的摆动幅度结果分别与设定的摆动阈值比较;
55.s13、当任意一个侧模板的摆动幅度大于摆动阈值时执行s2。
56.尾模与动模间距控制包括:
57.s21、分别测量尾模上与拉杆连接的四个通孔到动模的距离l1、l2、l3和l4;
58.s22、分析l1、l2、l3和l4四个值中偏离最大的距离值和其对应的通孔在尾模上的区域;
59.s23、微调s22中分析得出的通孔与动模之间的距离。
60.在s22中,计算l1、l2、l3和l4与定值li的差值的平方之和,选取使得最后结果最小的li作为标准值与l1、l2、l3和l4进行比较,四个距离值中与li之差的绝对值最大的距离值即为s22中偏离最大的距离值。本发明是为了对四个距离值进行拟合和找出相对处于四个距离值中间位置的定值,将偏离最大的距离值参照定值进行调整时可以使需要调整的距离少,从而减少微调距离过程中的机械误差,同时也能保证四个测试位置测量的距离值差异小。
61.锁模力检测与调整过程包括:
62.s31、分别测量合模时四个拉杆上的实际受力f1、f2、f3和f4;
63.s32、计算分析f1、f2、f3和f4四个值中偏离最大的受力值和其对应的拉杆;
64.s33、微调s32中分析得出的拉杆上的受力值大小;
65.s34、将调整后的四个拉杆上的受力值之和作为实际锁模力与预设锁模力比较;
66.s35、根据实际锁模力和预设锁模力的差异调节实际锁模力的值逐渐接近预设锁模力的值。
67.在s32中,计算f1、f2、f3和f4与定值fi的差值的平方之和,选取使得最后结果最小的fi作为标准值与f1、f2、f3和f4进行比较,四个受力值中与fi之差的绝对值最大的受力值即为s32中偏离最大的受力值。本发明中受力值的具体分析和调节方式与之前距离值的分析和调节方式相同,目的都是为了在尽可能减少需要进行调节的变动范围的情况下使得四个值差异较小。
68.一种检测并控制注塑机模板摆动的装置,包括:
69.摆动检测模块,摆动检测模块用于检测尾模的摆动幅度大小;测距模块,测距模块用于检测尾模和动模相对面之间的距离;锁模力调节模块,锁模力调节模块用于调节拉杆
上力的大小;测力模块,测力模块用于检测拉杆上的受力;尾模微调模块,尾模微调模块用于微调尾模和动模之间的距离;处理器,处理器用于控制所有模块的工作。
70.摆动检测模块包括发射单元和接收检测单元,发送单元设置在侧模板上,接收检测单元与发送单元相对设置并间隔一定距离。本发明中的摆动检测模块是将尾模侧模板摆动过程中难以观察和测量的移动距离进过一定比例放大后转化成易观察和测量的量,从而间接计算和检测摆动幅度。
71.本发明首先对尾模的摆动进行检测,每根用于连接前模、动模和尾模的拉杆上的受力不一致;尾模与动模相对面不平行使得肘杆机构传动力时不均匀等因素都会造成尾模的摆动,因此想要控制减小摆动幅度就需要调节每个拉杆上的受力和尾模与动模间距的平行程度。尾模与动模相对面不平行时,会使得尾模在合模后摆动,同时也会影响每个拉杆上的受力分布,因此需要先对尾模与动模的平行程度进行调节,先消除尾模与动模间距离不一致导致尾模摆动的因素。之后再测试距离调节完成后每个拉杆上的受力情况,根据实际的受力分布情况进一步调节使每个拉杆的受力相同,从而减小尾模的摆动。最后再一次检测尾模摆动幅度是否符合要求,根据实际需要重复调整过程或者完成调整。
72.本发明中首先设定摆动阈值,由于注塑机在工作过程中无法避免其中机械部件的振动,因此由于这部分振动所造成的尾模的摆动幅度可以认定为合理范围的摆动,所以摆动阈值是根据相关专家的实际经验进行优化后设定的。同时尾模两侧各存在一块侧模板,摆动的幅度各不相同,因此在判断时只要其中一块侧模板的摆动幅度超过摆动阈值,就能认定尾模摆动超过阈值。
73.本发明中测量尾模上与拉杆连接的四个通孔到动模的距离,是为了选取尾模正对动模的面上间隔较远的测量点来测量尾模和动模的间距。当尾模与动模相对的两个面不平行时,选取同一个面上距离更远的两个测量点测量出的两个面之间的距离差异更大,从而能提高检测平行程度的灵敏性。
74.本发明中首先对四个拉杆上的受力进行检测,然后调整拉杆上的受力使得四个拉杆的受力基本一致,这样能减小尾模的摆动幅度。此外当尾模施加的力过大时也会造成尾模的摆动,因此还需要计算四个拉杆上的受力总和作为实际锁模力与预设锁模力进行比较,当实际锁模力大于预设锁模力时尾模也会加剧摆动,因此需要同步调节四个拉杆上的受力。
75.在本发明的实施例中,如图2所示,合模机构包括前模1、动模2和尾模4,四根拉杆3在四个角落穿过前模、动模和尾模将它们连接起来。尾模和动模之间连接有两组位置对称的肘杆机构5,肘杆机构可以推拉带动动模在拉杆上的滑动。在前模与动模相对的面上共设置有四个测力模块31,四个测力模块和四个拉杆一一对应。在前模与动模相背离的面上共设置有四个锁模力调节模块11,四个锁模力调节模块和四个拉杆一一对应。在尾模两侧设置有位置对称的两个侧模板41,在尾模最后端背离动模的面上设置有尾模大齿轮6。
76.如图4所示,是合模机构尾模上的局部放大图,尾模大齿轮和四个尾模小齿轮61嵌合,四个尾模小齿轮和四个拉杆一一对应。每一个尾模小齿轮和尾模之间都设置有一个尾模微调模块42,尾模微调模块可以通过正向绕拉杆转动或者反向绕拉杆转动来增大或减小尾模小齿轮与尾模之间的距离。
77.如图3所示,在尾模上四个角落各有一个通孔43用来使拉杆穿过,在每一个通孔的
边上都设置有一个测距模块45,则共有四个通孔和四个测距模块,本实施例中设定四个拉杆分别为拉杆甲、拉杆乙、拉杆丙和拉杆丁,则分别对应通孔甲、通孔乙、通孔丙和通孔丁以及测距模块甲、测距模块乙、测距模块丙和测距模块丁。在尾模两个各有一个侧模板,在两个侧模板外侧都设置有发射单元441。如图5所示是摆动检测模块的示意图,一个发射单元441和一个接收检测单元442共同组成一个摆动检测模块,接收检测单元设置在地面上长度方向与侧模板平行,其位置与发射单元相对应,处于同一水平高度,同时两者间的距离是d,其范围在一米到五米之间既能保证对微小的摆动有足够的放大倍数,也能保证发射单元的激光不会过于发散,在接收检测单元上形成光斑影响测试结果。发射单元设置有激光器4411和反射镜4412,激光器发出的光与侧模板平行,经过与侧模板呈四十五度角设置的反射镜反射后垂直照射到接收检测单元上。当侧模板向外侧摆动δθ度时,固定在侧模板上的发射单元也会一起摆动δθ度,使得激光经过反射镜反射后射向接收检测单元的光发生δθ度的偏转,照射到接收检测单元的光会有明显的位移d,在摆动幅度不明显时可以近似地认定发射单元和接收检测单元的距离d不变,则位移其中δθ的单位为度,可以得到当侧模板向外侧摆动时,每摆动δθ度,接收检测器上接收到激光的位置向图5中的右边移动d距离,而当侧模板向内摆动δθ度时,激光照射的位置向图5中的左边移动d距离。当摆动幅度过于明显而无法使用近似计算时,已经表明尾模出现问题,因此这种近似计算方式是可行的。
78.本发明实施例的检测控制过程如下:合模机构完成合模操作后,摆动检测模块检测尾模的摆动幅度,将发射单元和接收检测单元的间距设置为1米,设定尾模的侧模板左右摆动偏离初始位置1度以内是正常的,经过设置之后在接收检测单元上的激光照射点左右各偏离初始照射点1.75厘米以内是正常的,即设定的摆动阈值为1.75厘米。当尾模摆动后,激光经反射镜照射到接收检测单元上,接收检测单元将检测得到的摆动幅度传送到处理器,处理器比较检测结果和摆动阈值。若检测结果小于摆动阈值则说明尾模正常,不需要额外操作;当检测结果大于摆动阈值,说明尾模摆动过大,需要调节减小尾模摆动幅度。
79.当尾模摆动幅度过大,则接着进行尾模与动模间距检测和平行度测试,在图3中的四个测距模块分别测量其所在位置到动模的距离,检测模块可以选择激光测距装置或超声波测距装置。测量得到四个距离值l1、l2、l3和l4,分别对应通孔甲、通孔乙、通孔丙和通孔丁到动模的距离,然后传输到处理器对四个距离值进行处理。选定li,计算m=(l1‑
li)2+(l2‑
l
i
)2+(l3‑
l
i
)2+(l4‑
l
i
)2,选择使m取到最小值的li作为标准值,则l1、l2、l3和l4围绕li上下波动。计算|l1‑
l
i
|、|l2‑
l
i
|、|l3‑
l
i
|和|l4‑
l
i
|,比较得到四个绝对值中最大的数。以|l1‑
l
i
|最大作为例子,说明l1偏离的距离最大,则尾模上l1对应的检测模块所在的通孔甲到动模的距离与其他通孔到动模的距离有较大差异,此时需要对通孔甲所在区域进行微调。通孔甲有其相对应的拉杆甲和设置在拉杆甲上的尾模微调模块42,当l1大于li时,说明通孔甲到动模的距离过大,因此处理器控制尾模微调模块正向旋转减小通孔甲和动模的距离使l1=li;当l1小于li时,说明通孔甲到动模的距离过小,因此处理器控制尾模微调模块反向旋转增大通孔甲和动模的距离使l1=li,最终减小四个距离值的差异以减小尾模摆动幅度。当l2、l3或l4的偏离距离最大时,处理方式与l1偏离距离最大时相同。
80.在调整好尾模与动模各处的间距和平行程度后,检测尾模的摆动幅度大小,若摆
动幅度小于摆动阈值则可以继续正常工作;当摆动幅度仍然大于摆动阈值时,可能存在拉杆上受力不均的问题导致尾模剧烈摆动,此时处理器控制测力模块分别检测拉杆甲、拉杆乙、拉杆丙和拉杆丁上的受力f1、f2、f3和f4。采用与距离值分析同样的方式,选定fi,计算n=(f1‑
f
i
)2+(f2‑
f
i
)2+(f3‑
f
i
)2+(f4‑
f
i
)2,选择使n取到最小值的fi作为标准值,则f1、f2、f3和f4围绕fi上下波动。计算|f1‑
f
i
|、|f2‑
f
i
|、|f3‑
f
i
|和|f4‑
f
i
|,比较得到四个绝对值中最大的数。以|f1‑
f
i
|最大作为例子,说明f1偏离的最大,即拉杆甲受力值与其他拉杆差异明显。当f1大于fi时,拉杆甲受力过大,则处理器控制拉杆甲对应的锁模力调节模块进行调节,减小拉杆甲的受力;当f1小于fi时,拉杆甲受力过小,则处理器控制拉杆甲对应的锁模力调节模块调节增大拉杆甲的受力,使四个拉杆上的受力差异减小,从而减小尾模的摆动幅度。
81.在这个过程中,处理器对f1和fi进行比较,当f1大于或等于两倍的fi时,说明拉杆甲上的受力已经远大于合理的受力程度,拉杆处有很大可能发生故障,因此处理器向相关人员发出报警信号,通知技术人员检查注塑机的情况。当f2、f3或f4的受力值偏大时,处理方式与f1的受力值偏大时相同。之后处理器将调节过后的四个拉杆上的受力求和得到合模机构的实际锁模力大小,与设定的预设锁模力大小进行比较,当实际锁模力过大时,也会造成尾模的摆动,此时处理器发送信号控制尾模大齿轮6的转动,通过尾模大齿轮6的转动带动四个尾模小齿轮61的同步转动,从而对尾模进行整体调模,在四个拉杆上同步减小受力,使实际锁模力接近预设锁模力。在完成整个流程的调整过程之后,摆动检测模块对尾模的摆动进行复检,检测调整完成后尾模的摆动幅度大小,当摆动幅度小于摆动阈值时,说明调整成功,注塑机继续进行工作;当摆动幅度仍然大于摆动阈值时,重复整个尾模摆动的调整过程并继续检测尾模的摆动,直到尾模的摆动幅度小于摆动阈值。同时处理器能提前设定重复调整的预设次数,当实际调整过程中重复调整的次数大于预设次数时,处理器向相关人员发出报警信号,通知技术人员检查注塑机的情况。
82.上述实施例是对本发明的进一步阐述和说明,以便于理解,并不是对本发明的任何限制,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1