氟塑料全包覆橡胶O型圈的成型模具的制作方法
氟塑料全包覆橡胶o型圈的成型模具
技术领域
1.本公开涉及o型圈生产模具技术领域,具体涉及氟塑料全包覆橡胶o型圈的成型模具。
背景技术:
2.o型橡胶圈是所有橡塑密封制品中生产数量最大、用途最广的一种密封元件,但易磨损、耐化学腐蚀性和抗气体渗透性能差。氟塑料全包覆橡胶o型圈由橡胶内芯和相对较薄的氟塑料覆膜组合而成,温度适用范围宽,耐压缩性好、耐摩擦及优异的密封持久性、使用寿命长,具有良好的应用前景和经济效益。
3.目前行业主流采用穿管法生产全包覆o型圈,即内层橡胶胶条穿入外层氟塑料管中,再将橡胶使用胶水粘接,最后将氟塑料管高温融合,其缺点是接头处的粘接强度低,易形成应力破坏点,降低产品的可靠性、稳定性,存在一定的质量隐患。
技术实现要素:
4.本公实施例提供的目的在于克服现有技术的不足,提供一种氟塑料全包覆橡胶o型圈的成型模具,该氟塑料全包覆橡胶o型圈的成型模具能够解决现有的氟塑料包覆橡胶o型圈接头焊接处断裂,从而造成产品质量不可控的问题。
5.本公开实施例提供的一种氟塑料全包覆橡胶o型圈的成型模具,其包括上模、下模、以及位于上模与下模之间的成型腔;
6.所述上模上设置有注料通道,所述注料通道与所述成型腔贯通;
7.所述上模上设置有若干第一通孔,每个所述第一通孔内均设置有第一定位柱,所述第一定位柱能够通过所述第一通孔延伸于所述成型腔内;
8.所述下模上设置有若干第二通孔,每个所述第二通孔内均设置有第二定位柱,所述第二定位柱能够通过所述第二通孔延伸于所述成型腔内。
9.在一个实施例中,所述注料通道包括主流道、设置于所述主流道两侧的分流道,以及设置于所述分流道上的注料道。
10.在一个实施例中,所述分流道包括第一分流道、第二分流道、以及第三分流道;
11.所述第一分流道的一端与所述主流道的一侧连通,所述第一分流道的另一端与所述第二分流道的一端连通,所述第二分流道的另一端与所述第三分流道的一端连通,所述第三分流道另一端与所述主流道的另一侧连通;
12.所述第一分流道和第三分流道相互平行设置,所述第二分流道垂直于所述第一分流道和第三分流道设置。
13.在一个实施例中,所述主流道、第一分流道和第三分流道均沿平行于所述成型腔延伸的方向设置;所述第二分流道和注料道均沿垂直于所述成型腔延伸的方向设置。
14.在一个实施例中,所述主流道、分流道、以及注料道的截面形状均为圆形。
15.在一个实施例中,所述主流道的内径不小于所述分流道内径的2倍。
16.在一个实施例中,所述第一定位柱和第二定位柱均为销钉。
17.在一个实施例中,所述销钉上靠近所述成型腔的一侧设置有凹形结构。
18.在一个实施例中,所述上模上设置有6
‑
20个所述第一通孔,所述下模上设置有6
‑
20个所述第二通孔。
19.在一个实施例中,所述成型腔设置于所述上模和下模的中心位置,所述第一定位柱和第二定位柱延伸于所述成型腔内的长度相同。
20.本公实施例提供的实施包括如下技术效果:
21.本公开实施例提供的一种氟塑料全包覆橡胶o型圈的成型模具,通过在上模上设置注料通道,并采用精密注射机注射模具加工,确保产品外观的光滑无接缝,同时可以使得产品的质量也可以得到很好地控制,从而解决了现有的氟塑料包覆橡胶o型圈接头焊接处断裂,产品质量不可控的问题。
附图说明
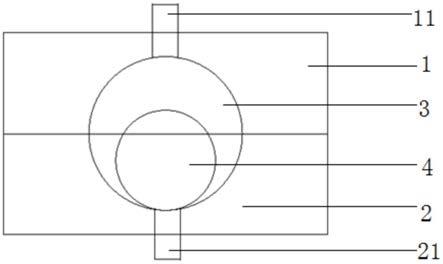
22.图1为本公实施例提供的氟塑料全包覆橡胶o型圈的成型模具在注料前的结构示意图。
23.图2为本公实施例提供的氟塑料全包覆橡胶o型圈的成型模具在注料后的结构示意图。
24.图3为本公实施例提供的氟塑料全包覆橡胶o型圈的成型模的注料通道的结构示意图。
25.图中,1
‑
上模,2
‑
下模,3
‑
成型腔,4
‑
橡胶o型圈,11
‑
注料通道,12
‑
第一定位柱,21
‑
第二定位柱,111
‑
主流道,112
‑
分流道,113
‑
注料道,1121
‑
第一分流道,1122
‑
第二分流道,1123
‑
第三分流道。
具体实施方式
26.这里将详细地对示例性实施例进行说明,其示例表示在附图中。下面的描述涉及附图时,除非另有表示,不同附图中的相同数字表示相同或相似的要素。以下示例性实施例中所描述的实施方式并不代表与本公开相一致的所有实施方式。相反,它们仅是与如所附权利要求书中所详述的、本公实施例提供的一些方面相一致的装置和方法的例子。
27.本公开实施例提供的一种氟塑料全包覆橡胶o型圈的成型模具,如图1所示,该成型模具包括上模1、下模2、以及位于上模1与下模2之间的成型腔3;
28.所述上模1上设置有注料通道11,所述注料通道11与所述成型腔3贯通;
29.所述上模1上设置有若干第一通孔,每个所述第一通孔内均设置有第一定位柱12,所述第一定位柱12能够通过所述第一通孔延伸于所述成型腔3内;
30.所述下模2上设置有若干第二通孔,每个所述第二通孔内均设置有第二定位柱21,所述第二定位柱21能够通过所述第二通孔延伸于所述成型腔3内。
31.本公开实施例提供的一种氟塑料全包覆橡胶o型圈的成型模具,通过在上模上设置注料通道,并采用精密注射机注射模具加工,确保产品外观的光滑无接缝,同时可以使得产品的质量也可以得到很好地控制,从而解决了现有的氟塑料包覆橡胶o型圈接头焊接处断裂,产品质量不可控的问题。
32.在一个实施例中,如图3所示,所述注料通道11包括主流道111、设置于所述主流道两侧的分流道112,以及设置于所述分流道112上的注料道113。
33.本实施例通过将注料道113设置成包括主流道、设置于主流道两侧的分流道,以及设置于分流道上的注料道113,以形成阶梯式分级注料通道;其中,主流道和分流道主要控制料流的稳定性,注料道主要控制氟塑料覆膜的均匀性,通过加长或减短注料道113的长度,即可有效地控制氟塑料覆膜的厚薄和稳定性。
34.在一个实施例中,所述分流道112包括第一分流道1121、第二分流道1122、以及第三分流道1123;
35.所述第一分流道1121的一端与所述主流道111的一侧连通,所述第一分流道1121的另一端与所述第二分流道1122的一端连通,所述第二分流道1122的另一端与所述第三分流道1123的一端连通,所述第三分流道1123另一端与所述主流道111的另一侧连通;
36.所述第一分流道1121和第三分流道1123相互平行设置,第二分流道1122 垂直于所述第一分流道1121和第三分流道1123。
37.本实施例中,通过将分流道设置成包括第一分流道、第二分流道、以及第三分流道;同时使第一分流道的一端与主流道的一侧连通,第一分流道的另一端与第二分流道连通,第二分流道的另一端与第三分流道的一端连通,第三分流道另一端与主流道的另一侧连通;进一步将第一分流道和第三分流道相互平行设置,第二分流道垂直于第一分流道和第三分流道,以使得本实施例通过主流道流入分流道的注料能够快速、均匀地经注料道流入成型腔内。
38.在一个实施例中,如图3所示,所述主流道111、第一分流道1121和第三分流道1123均沿平行于所述成型腔3延伸的方向设置;所述第二分流道1122 和注料道113均沿垂直于所述成型腔3延伸的方向设置。
39.本实施例中,通过将主流道、第一分流道和第三分流道均沿平行于成型腔延伸的方向设置;同时将第二分流道和注料道均沿垂直于成型腔延伸的方向设置,以使得注料能够顺着成型腔延伸的方向流入上模,并快速地经注料道进入注料腔。
40.在一个实施例中,所述主流道111、分流道112、以及注料道113的截面形状均为圆形。
41.本实施例中,通过将主流道、分流道、以及注料道的截面形状均设置为圆形,以减小注料在注料通道流动过程中的阻力。
42.在一个实施例中,所述主流道111的内径不小于所述分流道112内径的2 倍。
43.本实施例中,通过将主流道的内径设置成不小于分流道内径的2倍,以保证通过主流道流入分流道的注料能够快速地经注料道流入成型腔。
44.在一个实施例中,所述第一定位柱和第二定位柱均为销钉。
45.在一个实施例中,所述销钉上靠近所述成型腔3的一侧设置有凹形结构。
46.本实施例中,通过将销钉上靠近成型腔的一侧设置有凹形结构,以使得销钉与待加工橡胶o型圈之间的接触面为凹型接触面,从而可以保证销钉精确地顶靠于待加工橡胶o型圈上。
47.在一个实施例中,所述上模上设置有6
‑
20个所述第一通孔,所述下模上设置有6
‑
20个所述第二通孔。
48.需要说明的是,本实施例中的上模上的第一通孔的数量、以及下模上的第二通孔的数量可以根据成型模具的长度进行调整,本实施例不对上模上的第一通孔、以及下模上的第二通孔的具体数值进行限制,本实施例仅是示意性说明。
49.在一个实施例中,所述成型腔3设置于所述上模和下模的中心位置,所述第一定位柱和第二定位柱延伸于所述成型腔3内的长度相同。
50.本实用新型中的氟塑料全包覆橡胶o型圈的成型模具的工作过程是:
51.本公开实施例中,先将橡胶o型圈4置入成型腔3内,关闭模具并将第一定位柱12和第二定位柱21分别置于图1中的位置,并使定位橡胶o型圈4位于上模1和下模2的中部,然后将外部精密注塑机与主流道111的入口相连接,氟塑料流体进而进入主流道111内,氟塑料流体继而平稳流入分流道112再迅速进入注料道113内,然后氟塑料流体流入成型腔3内,待氟塑料流体初始固化一定时间后,退出第一定位柱12和第二定位柱21至图2的位置,继续保温保压至氟塑料成型,然后分别通过万能拉力试验机、烘箱对氟塑料全包覆橡胶 o型圈的密封性能、耐老化性能的检测,确保符合应用需求。
52.本公开实施例采用精密注射机注射模具加工,确保产品外观的光滑无接缝,同时制品的质量也可以得到很好的控制,解决了现有的氟塑料包覆橡胶o型圈接头焊接处易断裂,产品质量不可控的问题,且提高了成型效率。
53.本领域技术人员在考虑说明书及实践这里公开的公开后,将容易想到本公实施例提供的其它实施方案。本公开旨在涵盖本公实施例提供的任何变型、用途或者适应性变化,这些变型、用途或者适应性变化遵循本公实施例提供的一般性原理并包括本公开未公开的本技术领域中的公知常识或惯用技术手段。说明书和实施例仅被视为示例性的,本公实施例提供的真正范围和精神由下面的权利要求指出。
54.应当理解的是,本公开并不局限于上面已经描述并在附图中示出的精确结构,并且可以在不脱离其范围进行各种修改和改变。本公实施例提供的范围仅由所附的权利要求来限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1