一种大型高压法兰多处缺陷密封面现场快速修复方法与流程
1.本发明属于法兰修复领域,具体涉及一种大型高压法兰多处缺陷密封面现场快速修复方法。
背景技术:
2.压力容器一般体积大、重量重,其法兰密封面受到损坏,必须引起高度安全防范,因为轻则污染环境、损失物料,重则会引起中毒、燃烧、爆炸,直接影响到安全生产,常需进行修复。对于压力等级达高压段(10mpa≤p<100mpa),直径大,且损坏部位不止一处的设备本体法兰面,其修复难度更大。用常规的现场光刀修复法仅适用于损坏程度较为轻微,缺陷数量少的法兰面;若损坏程度深或缺陷数量多,需堆焊后光刀,还存在堆焊后材质成分变化整体报废的风险,而用离线修复,投入的人力、物力大,成本高,工期长,停产时间长,对生产影响大。而市场上用工业修补剂修复法兰的方法局限于低中压力,直径偏小的范畴。
3.可以说,对大型高压法兰多处缺陷密封面进行现场快速修复,是困扰大中型石化企业设备检修的难题。
技术实现要素:
4.本发明的目的在于提供一种大型高压法兰多处缺陷密封面现场快速修复方法,修复无需动火,成本低,速度快,可靠性高。
5.为了解决上述技术问题,本发明采用如下技术方案:
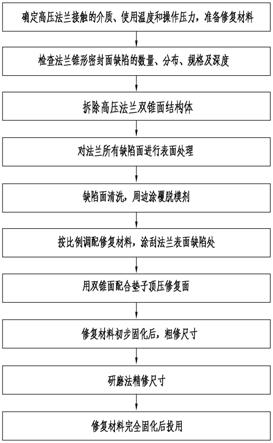
6.一种大型高压法兰多处缺陷密封面现场快速修复方法,包括以下步骤:
7.a.确定高压法兰接触的介质、使用温度和操作压力,准备修复材料;
8.b.检查法兰锥形密封面缺陷的数量、分布、规格及深度;
9.c.拆除高压法兰双锥面结构体;
10.d.对法兰所有缺陷面进行表面处理;
11.e.清洗缺陷面,周边涂覆脱模剂;
12.f.调配修复材料,涂刮法兰表面缺陷处;
13.g.用双锥面配合垫子顶压修复面;
14.h.修复材料初步固化后,粗修尺寸;
15.i.研磨法精修尺寸;
16.j.修复材料完全固化后投用。
17.优选的,步骤a中,高压法兰接触的介质为液态或气态物料,包括盐酸、硫酸、磷酸、有机酸、碱、盐类、汽油、苯、二甲苯中的至少一种。
18.优选的,步骤a中,若高压法兰耐腐蚀性不确定,对介质进行挂片试验,耐蚀性检测良好后使用。
19.优选的,步骤d的具体方法为:采用砂纸初磨,用洋冲冲出0.3~0.5mm深的若干小点,用锯条划出与小点类似深度的交叉斜痕,控制粗糙度在300μm以上。此步骤主要目的是
提升与修复材料的粘结力,增加粘结强度。砂纸可以选用2#~1#,2#砂纸的磨料粒度号数为60,1#砂纸的磨料粒度号数为100。
20.优选的,步骤e中,清洗剂为溶剂型易挥发的烃类、酮类、酯类中的至少一种,脱模剂呈中性。清洗的目的是确保彻底除去缺陷面处的油脂、污垢,以提升与修复材料的粘结力。脱模剂呈中性,不腐蚀法兰面。
21.优选的,步骤f中,修复材料为a料和b料混合,其中a料包括100份改性环氧树脂、10~25质量份聚酰胺类树脂、100~250质量份碳化硅粉和铁粉混合物,b料包括15~25质量份胺类络合物、100~250质量份碳化硅粉和铁粉混合物,其中碳化硅粉和铁粉混合物的质量比为10~30:100,a料和b料的混合体积比3:1。胺类络合物作为固化剂使用。a料和b料的配合比要准确,以免影响到修复材料固化后的机械强度和粘结强度。
22.优选的,步骤f中,用刮刀涂刮修复材料,填实缺陷,且涂覆高度略高于周边法兰面,超出高度控制在1mm~3mm。涂覆高度过高会增加修磨时间和修磨难度。
23.优选的,步骤g中,垫子为铝垫,可利旧,使用前喷涂脱模剂;双锥面顶压修复面,要压实压平,压实压平是指控制在无气孔、无空洞塌陷,目的是保证修复材料的内在质量无缺陷。
24.优选的,步骤h中,初步固化控制在不粘手状态,室温20℃时,初步固化时间不小于2小时,采用砂纸粗修尺寸。室温越低,需要的初步固化时间越长,室温越高,可缩短初步固化时间;用采用1#~0#砂纸粗磨、清理修复面周边多余的修复材料,修磨修复面的材料略高于法兰面的尺寸,高度凭肉眼和手触摸为准,0#砂纸的磨料粒度号数为120。
25.优选的,步骤i的具体方法为:在缺陷面处涂红丹,再配合双锥面反复研磨精修尺寸;精修控制在用弧度尺测量不透光。红丹是一种油漆,涂覆在修复面处,将双锥面贴合法兰面,来回拖动后,吊开双锥面查看红丹漆完好性,修复面配合不好处的油漆会被磨退,露出本色,需针对此处用1#~2/0#砂纸进行修磨,2/0#砂纸的磨料粒度号数为150。依此反复2~5次后,油漆磨退均匀,用弧度尺测量不透光,精修出匹配的法兰锥面尺寸。
26.优选的,步骤j中,修复材料完全固化后投用,在室温20℃时,完全固化时间不小于24小时。室温越低,需要的完全固化时间越长;室温越高,可缩短完全固化时间;回装法兰盖的同时自行完成修复材料固化,室温在20℃以上时,安装完毕就可投产使用。也可在回装法兰盖前采取加热措施加速固化速度,但不宜超过100℃。
27.由于采用上述技术方案,本发明具有以下有益效果:
28.1.通过对法兰面缺陷处采用砂纸打磨、洋冲冲点、锯条划出交叉斜痕,制造法兰光滑表面的粗糙度,清洁、涂脱模剂,涂刮修复材料,双锥面顶压、粗磨、精磨修复尺寸,修复全程无需动火,解决了现场无法动火的问题。
29.2.双锥面是高压法兰固有的一种结构,可拆解用于精磨锥形法面尺寸,无需制作专用模具,修复全程只需吊机配合,施工方便,施工费用低。
30.3.大型高压法兰面缺陷完成精磨后,在回装法兰盖的同时,修复材料自行固化,通常安装完毕就可投产使用,修复速度快。
31.4.拆开修复的高压法兰面使用情况,检查修复材料完好无损,修复可靠性高。
32.5.修复材料采用的是双组份改性增强型环氧树脂类填刮料,可与法兰面粘结牢固,具有抗压强度大、粘结强度高、耐磨性能好及良好的耐蚀性,延长法兰的使用寿命。
附图说明
33.下面根据附图对本发明作进一步说明。
34.图1为本发明的流程示意图。
具体实施方式
35.如图1,本发明实施例提供一种大型高压法兰多处缺陷密封面现场快速修复方法,包括以下步骤:
36.步骤a,确定法兰接触的介质、使用温度和操作压力,准备修复材料。
37.法兰接触的介质可以是盐酸、50%硫酸、50%磷酸、无机稀酸、少数有机酸、碱、盐类、汽油、苯、二甲苯等液态和气态物料,当介质耐蚀性不确定时,可进行挂片试验,耐蚀性检测良好后使用;法兰使用温度≤130℃;法兰操作压力等级可达高压段(10mpa≤p<100mpa)范围;法兰直径≤1400mm,用人力即可完成修复;当直径过大,重量大时,需要借助于机械;修复材料为双组份改性增强环氧树脂类材料。
38.步骤b,检查法兰锥形密封面缺陷的数量、分布、规格及深度。
39.步骤c,拆除高压法兰双锥面结构体。
40.双锥面结构体是高压法兰固有结构,拆除后要检查双锥面本身有无缺陷,若有缺陷,可安排同步修复,但要注意的是要确保双锥面的缺陷位置不能正对本体的高压法兰的缺陷,精修磨时要避开。
41.步骤d,对法兰所有缺陷面进行表面处理。
42.采用2#~1#砂纸初步打磨,用洋冲冲出0.3~0.5mm深的若干小点,用锯条划出类似深度的交叉斜杆,控制表面粗糙度在300μm以上;此步骤主要目的是提升与修复材料的粘结力,增加粘结强度,2#砂纸的磨料粒度号数为60,1#砂纸的磨料粒度号数为100。
43.步骤e,缺陷面清洗,周边涂覆脱模剂,晾干。
44.清洗剂为溶剂型易挥发的烃类、酮类、酯类等,清洗次数为不少于3次,目的是确保彻底除去缺陷面处的油脂、污垢,以提升与修复材料的粘结力;脱模剂呈中性,不腐蚀法兰面。
45.步骤f,按比例调配修复材料,涂刮在法兰表面缺陷处。
46.双组份修复材料按a料、b料混合体积比3:1调配均匀,其中a料包括100份改性环氧树脂、10~25质量份聚酰胺类树脂、100~250质量份碳化硅粉和铁粉混合物,b料包括15~25质量份胺类络合物、100~250质量份碳化硅粉和铁粉混合物,碳化硅粉和铁粉混合物的质量比为10~30:100。
47.配合比要准确,以免影响到修复材料固化后的机械强度和粘结强度;用刮刀涂刮修复材料,要填实缺陷,且涂覆高度略高于周边法兰面,超出高度控制在1mm~3mm;涂覆高度过高会增加修磨时间和修磨难度。
48.步骤g,用双锥面配合垫子顶压修复面。
49.用预先拆下的双锥面配合旧铝垫顶压,压平压实修复处。垫子为铝垫,可利旧,使用前喷涂脱模剂;双锥面顶压修复面,要压实压平,压实压平是指控制在无气孔、无空洞塌陷,目的是保证修复材料的内在质量无缺陷。
50.步骤h,修复材料初步固化后,粗修尺寸。
51.修复材料初步固化后,先用砂皮粗打磨,修磨至接近平整尺寸。
52.法兰的缺陷面处涂抹修复材料初步固化,初步固化控制在不粘手状态,室温20℃时,初步固化时间不小于2小时,室温越低,需要的初步固化时间越长,室温越高,可缩短初步固化时间;用采用1#~0#砂纸粗磨、清理修复面周边多余的修复材料,修磨修复面的材料略高于法兰面的尺寸,高度凭肉眼和手触摸为准,0#砂纸的磨料粒度号数为120。
53.步骤i,研磨法精修尺寸。
54.研磨法是在缺陷面处涂红丹,再配合双锥面反复研磨精修尺寸;红丹是一种油漆,涂覆在修复面处,将双锥面贴合法兰面,来回拖动后,吊开双锥面查看红丹漆完好性,修复面配合不好处的油漆会被磨退,露出本色,需针对此处用1#~2/0#砂纸进行修磨,2/0#砂纸的磨料粒度号数为150。依此反复2~5次后,油漆磨退均匀,用弧度尺测量不透光,精修出匹配的法兰锥面尺寸。
55.步骤j,修复材料完全固化后投用。
56.缺陷面修复材料完全固化,完全固化控制在室温20℃时,完全固化时间不小于24小时;室温越低,需要的完全固化时间越长;室温越高,可缩短完全固化时间;回装法兰盖的同时自行完成修复材料固化,室温在20℃以上时,安装完毕就可投产使用。也可在回装法兰盖前采取加热措施加速固化速度,但不宜超过100℃。
57.综上所述,本发明用于法兰密封面的修复方法,能够有效对大型高压法兰密封面及复杂形线的法兰密封面进行在线快速修复。所以,本发明有效克服了现有技术中的一些实际问题从而有很高的利用价值和使用意义。
58.以上仅为本发明的具体实施例,但本发明的技术特征并不局限于此。任何以本发明为基础,为解决基本相同的技术问题,实现基本相同的技术效果,所作出地简单变化、等同替换或者修饰等,皆涵盖于本发明的保护范围之中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1