一种生物质燃料制作原料加工处理系统及加工处理工艺的制作方法
1.本发明涉及生物质燃料技术领域,特别涉及一种生物质燃料制作原料加工处理系统及加工处理工艺。
背景技术:
2.生物质燃料是将农林废物,如秸秆、锯末、甘蔗渣、稻糠、木屑等作为原材料,经过粉碎、混合、挤压、烘干等工艺,制成各种成型(如块状、颗粒状等)的,可直接燃烧的一种新型清洁燃料。
3.以木屑为原材料来制作生物质燃料为例,在烘干这一工艺中,木屑常以堆积的形式来接受烘干处理,热气于木屑堆中的扩散范围较窄,木屑堆外层的木屑接受烘干的程度显然要比内层木屑接受烘干的程度高,这样一来,木屑堆整体的干燥速度不均,以致部分木屑过度干燥,而部分木屑干燥不足。
4.此外,还存在一个问题就是现有的热风直接吹向木屑,当持续向设备内补充热气流时,设备内部的气压会逐渐增大,有爆炸危险,而如果在设备设置为敞口结构的情况下,热气向上飘动,则会造成大量热气流损失。
技术实现要素:
5.为了解决上述技术问题,本发明提供一种生物质燃料制作原料加工处理系统,由干燥柜、矩形进料通道和处理单元组成,所述的干燥柜安装在地面上,干燥柜的上端开设有矩形进料通槽,矩形进料通道的下端位于矩形进料通槽内,矩形进料通道的前端面下端滑动安装有顶部隔板,顶部隔板位于干燥柜的上方,矩形进料通道上端的后端面安装有用于固定矩形进料通道的管架,管架的下端与干燥柜的后端相连,干燥柜内设有处理单元。
6.所述的处理单元包括内置箱、隔挡门、侧向电动滑块、承托板、气囊、出气漏斗、挤压板、挤压电动推杆和安装板,内置箱滑动安装在干燥柜的内底壁上,内置箱与矩形进料通道正相对,内置箱左右两端对称开设有两组一号通槽,每组一号通槽包括两个呈上下对称排布的一号通槽,一号通槽内安装有网格板,网格板面对干燥柜内侧壁的一侧布置有隔挡门,隔挡门滑动安装在一号通槽的内上侧壁,隔挡门面对干燥柜内侧壁的一侧布置有滑动通槽,滑动通槽开设有在内置箱的侧端,滑动通槽内安装有侧向电动滑块,侧向电动滑块与隔挡门相连,干燥柜的左右内侧壁对称安装有两组承托板,每组承托板包括两个呈上下排布的承托板,承托板的上端面从前往后等距离安装有气囊,气囊的出气端面对一号通槽,且气囊的出气端安装有出气漏斗,承托板的正上方布置有挤压板,挤压板的上端安装有挤压电动推杆,靠近内置箱下端的挤压电动推杆的上端与和相邻的承托板的下端面相连,靠近内置箱上端的挤压电动推杆的上端与干燥柜的内侧壁之间连接有安装板。
7.木屑由矩形进料通道进入内置箱中并向内置箱内输入热气,木屑落尽后,通过人工向后推动顶部隔板直至矩形进料通道下端封闭,并通过挤压电动推杆向下推动挤压板,挤压板挤压气囊使气囊内的热气排出,因此时的隔挡门未完全封闭网格板,所以气囊内排
出的热气吹向网格板,并进入内置箱内,热气将部分木屑吹起,然后通过侧向电动滑块带动隔挡门向下运动,直至隔挡门完全封闭网格板,以避免后续挤压板松离气囊时,气囊误吸入小尺寸的木屑,紧接着,通过挤压电动推杆上升使挤压板松离气囊,气囊吸入热气而再次膨胀,随后先通过侧向电动滑块使隔挡门回至原始位置,再通过挤压电动推杆下降使挤压板挤压气囊,气囊内的热气再次排出并将网格板附近木屑吹起,以使木屑与热气充分接触,之后多次重复上述的操作至木屑完全干燥。
8.所述的干燥柜的下端开设有u型通槽,所述的内置箱的下端面左右对称开设有圆形通孔,圆形通孔内设有空心圆管,空心圆管的上端位于内置箱内,且空心圆管上端的环向面从上往下等距离开设有倾斜向下的通气孔,空心圆管的下端位于u型通槽外,空心圆管的下端通过螺纹配合方式连接有输气管,输气管的上下两端均为硬质管,输气管的中部为软管,输气管的下端连接在同一个热气机的上端,热气机置于地面上,通过人工将内置箱放入干燥柜内后关闭干燥柜前端的柜门,然后通过人工连接输气管和空心圆管,木屑倒入内置箱中后,空心圆管穿插于木屑堆中,但空心圆管未完全没于木屑堆中,通过热气机向输气管内输送热气,热气进入空心圆管内并从通气孔溢出,在利用气囊的收缩和膨胀来实现热气间歇吹动木屑的同时,由通气孔溢出的热气自木屑堆中部向外侧吹动木屑,且木屑堆的上、中、下部均可接受热气烘干,木屑完全干燥后,通过人工先使输气管与空心圆管分离,再打开干燥柜前端的柜门,然后抽出内置箱,紧接着将内置箱内干燥的木屑倒出,随后再次将内置箱放回干燥柜内,并关闭干燥柜的柜门以及连接输气管和空心圆管,之后进行下一轮木屑干燥处理。
9.优选技术方案一:所述的矩形进料通道的内部从上往下等距离安装有输送板,且输送板左右交错排布,输送板靠近矩形进料通道内侧壁的一端向上倾斜,相邻输送板之间布置有进气管,进气管安装在矩形进料通道的侧端,进气管从前往后等距离排布,同一侧的进气管位于矩形进料通道外的一端共同与热风机的出气端相连,热风机安装在矩形进料通道的后端表面,木屑由矩形进料通道的上端倒入,倾倒木屑的同时通过热风机和进气管向矩形进料通道内缓慢输入热气,因输送板的阻挡,木屑整体的下落速度减缓,木屑于矩形进料通道内的停留时间增长,热气吹向木屑而对其进行初步干燥,此可利于提高后续木屑再干燥的效果,木屑于干燥柜中接受干燥处理期间,热风机暂停工作。
10.优选技术方案二:所述的输送板向上倾斜的一端转动安装有销轴,输送板向上倾斜的一端所连的销轴安装在矩形进料通道的前后内侧壁之间,输送板下端滑动安装有销轴,输送板下端所连的销轴的中部与l型拉板的水平段转动连接,l型拉板的水平段与开设在矩形进料通道侧端的长方形通槽之间滑动连接,l型拉板竖直段的上方布置有倒置l型限位板,倒置l型限位板的水平段与矩形进料通道的侧端滑动连接,l型拉板的竖直段夹固于倒置l型限位板的竖直段与矩形进料通道侧端表面之间,木屑基本落入内置箱中后,通过人工向上抬起倒置l型限位板以使其远离l型拉板,然后再通过人工向远离矩形进料通道的方向拉动l型拉板,输送板在l型拉板的带动下向下同步转动,输送板上端面残留的木屑同步向下掉落,同时使向下转动的输送板稍撞击矩形进料通道的内壁,以使其表面残留的木屑落尽,随后通过人工使l型拉板回至原始位置,并向下移动倒置l型限位板以使l型拉板不可再移动。
11.优选技术方案三:所述的内置箱的上端面前后对称安装有侧向围板,侧向围板之
间左右对称布置有转动围板,转动围板的下端转动安装有销轴,转动围板所连的销轴安装在干燥柜前后内侧壁之间,转动围板的相背侧与钢绳一端相连,干燥柜后内侧壁上安装有轴杆,轴杆位于转动围板所连销轴的上方,钢绳的另一端绕过轴杆并与靠近安装板的挤压板的上端面相连,通过挤压电动推杆向下推动挤压板的同时,挤压板拉动钢绳,转动围板在钢绳的拉动下向上同步转动,挤压板完全挤压气囊时,转动围板的上端面与干燥柜的内上侧壁相距很小距离,侧向围板的上端面也与干燥柜的内上侧壁相距很小的距离,此距离不足以木屑穿过,挤压板挤压气囊,气囊内的热气排出并将网格板附近木屑吹起时,不会发生木屑散落于内置箱外的情况。
12.优选技术方案四:所述的内置箱的下端的圆形通孔内安装有橡胶圆环,且橡胶圆环的上端面开设有圆通槽,圆通槽沿橡胶圆环周向均匀排布,橡胶圆环位于u型通槽内,橡胶圆环套设在空心圆管上,空心圆管的下端设有呈工字型结构的连接件,输气管位于连接件的下方,连接件中部的上端面安装有悬挂板,悬挂板的前后两侧对称布置有固定挂板,固定挂板安装在内置箱的下端面,固定挂板之间设有限位圆柱,悬挂板的上端套设在限位圆柱上,连接件的左右两侧对称布置有推动电动推杆,推动电动推杆的固定端安装有竖向块,竖向块安装在干燥柜的下端面,u型通槽位于竖向块之间,通过热气机向输气管内输送热气,热气进入空心圆管内并从通气孔溢出,在此期间,两个推动电动推杆交错工作,推动电动推杆朝连接件运动,其与连接件接触后继续运动,连接件在推动电动推杆的推动下左右摆动,连接件带动悬挂板和空心圆管同步摆动,橡胶圆环自身和圆通槽均在空心圆管的挤压下发生变形,在两个推动电动推杆的配合下,空心圆管于竖直方向下往复摆动,往复摆动的空心圆管可对内置箱中的木屑堆实施打散,增加木屑的流动性,以此来提高木屑与热气之间的接触充分度,同时也便于扩大热气的散布范围,进而使得木屑的干燥速度和干燥度得到极大的提高。
13.优选技术方案五:所述的干燥柜由干燥仓体和上层顶板组成,干燥仓体置于地面上,内置箱位于干燥仓体内,所述的上层顶板由两块凹型板拼接而成,上层顶板通过固定螺栓安装在干燥仓体的上端,通过人工先卸下固定螺栓,然后向两侧拉动上层顶板以使两块凹型板分离,凹型板与矩形进料通道相离后,工人便可将上层顶板完全从干燥仓体上端取下,此时干燥仓体的内部完全暴露,随后再通过人工和相应检修工具对位于干燥仓体内的结构进行检修,或对干燥仓体的内部进行清洁。
14.优选技术方案六:每个所述的空心圆管的上端通过通气孔插接有两组由卡接圆柱和长方形板构成的延伸板件,两组延伸板件前后对称排布,每组延伸板件包括两个延伸板件,延伸板件随空心圆管同步往复摆动,延伸板件可增大空心圆管对木屑的打散面积,进而进一步提高木屑的流动性,以此来提高木屑的干燥速度。
15.优选技术方案七:所述的连接件套设在空心圆管的下端,所述的限位圆柱与固定挂板之间相插接,内置箱单独放置且其内无木屑时,通过人工先卸下延伸板件和限位圆柱,再向下移动连接件,连接件带动悬挂板和空心圆管同步运动,直至将空心圆管完全抽离内置箱,然后通过人工检查空心圆管表面的通气孔是否被堵塞,以避免影响热气从通气孔溢出。
16.优选技术方案八:所述的出气漏斗靠近内置箱的一端卡接有圆形板,圆形板上开设有沿圆形板周向排布的圆孔,带有圆孔的圆形板和网格板可形成双重阻隔屏障,避免气
囊误吸入木屑。
17.本发明具备以下有益效果:1、本发明可利用气囊的收缩和膨胀来实现热气间歇吹动木屑,此与木屑在静置状态下接受热气烘干相比,可使提高木屑与热气之间的接触更为充分,同时也可降低木屑堆发生局部烘干不均的状况。
18.2、本发明设置的空心圆管可穿插于木屑堆中,其与输气管和热气机配合使得热气的扩散范围更广,而使得木屑堆的上、中、下部均可接受热气烘干,进而木屑堆整体的干燥速度得到了提高,木屑堆的干燥均匀性更好。
19.3、本发明利用气囊吸收从通气孔溢出的热气流,并二次间歇性吹向内置箱,这样不仅节省了热能损耗,使热风达到最大的效率,还为气囊提供了充足的热源,并将浪费的热源再次利用吹向木屑的外部,使得木屑从内到外受到热风干燥。
20.4、本发明通过连接件、橡胶圆环、悬挂板、固定挂板、推动电动推杆和限位圆杆之间配合来使空心圆管呈现往复摆动的状态,而往复摆动的空心圆管可对内置箱中的木屑堆实施打散,增加木屑的流动性,以此来提高木屑与热气之间的接触充分度,进而使得木屑的干燥速度和干燥度得到很大的提高。
21.5、本发明通过矩形进料通道、输送板、进气管和热风机之间配合来对木屑进行初步烘干,同时木屑在干燥柜中又可接受再次烘干,即本发明可对木屑进行双重烘干,进而木屑的烘干效果更好。
附图说明
22.下面结合附图和实施例对本发明进一步说明。
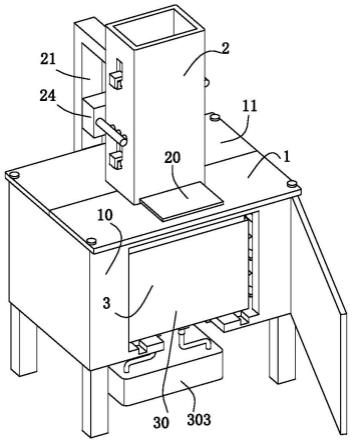
23.图1为本发明的立体结构示意图。
24.图2为在图1中结构的基础上去除矩形进料通道后的立体结构示意图。
25.图3为在图2中结构的基础上去除干燥柜后的立体结构示意图。
26.图4为在图3中结构的基础上去除内置箱、输送板、侧向围板和转动围板后的立体结构示意图。
27.图5为本发明去除矩形进料通道、输送板、l型拉板、倒置l型限位板和进气管后的整体剖视图(从前往后看)。
28.图6为图5中x区域的放大图。
29.图7为干燥柜、内置箱、转动围板、热气机和空心圆管的整体剖视图(从右往左看)。
30.图8为矩形进料通道、输送板、管架、顶部隔板和热风机的整体剖视图(从前往后看)。
31.图9为矩形进料通道、输送板、倒置l型限位板、l型拉板和热风机的整体剖视图(从右往左看)。
32.图10为隔挡门和侧向电动滑块的立体结构示意图。
33.图11为隔挡门和网格板的立体结构示意图。
34.图12为空心圆管、延伸板件、橡胶圆环、连接件、推动电动推杆、竖向块、输气管和热气机的立体结构示意图。
35.图13为图12的俯视图。
36.图14为承托板、气囊、出气漏斗、挤压板、挤压电动推杆、安装板和圆形板的立体结
构示意图。
37.图中:1、干燥柜;10、干燥仓体;11、上层顶板;2、矩形进料通道;20、顶部隔板;21、管架;22、输送板;23、进气管;24、热风机;220、l型拉板;221、倒置l型限位板;3、处理单元;30、内置箱;31、隔挡门;32、侧向电动滑块;33、承托板;34、气囊;35、出气漏斗;36、挤压板;37、挤压电动推杆;38、安装板;300、网格板;301、空心圆管;302、输气管;303、热气机;304、侧向围板;305、转动围板;306、钢绳;307、橡胶圆环;308、连接件;309、悬挂板;320、固定挂板;310、限位圆柱;311、推动电动推杆;312、竖向块;313、延伸板件;350、圆形板。
具体实施方式
38.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
39.参阅图1、图2和图3,一种生物质燃料制作原料加工处理系统,由干燥柜1、矩形进料通道2和处理单元3组成,所述的干燥柜1安装在地面上,干燥柜1的上端开设有矩形进料通槽,矩形进料通道2的下端位于矩形进料通槽内,矩形进料通道2的前端面下端滑动安装有顶部隔板20,顶部隔板20位于干燥柜1的上方,矩形进料通道2上端的后端面安装有用于固定矩形进料通道2的管架21,管架21的下端与干燥柜1的后端相连,干燥柜1内设有处理单元3。
40.参阅图3、图4、图5、图6、图7、图10、图11和图14,所述的处理单元3包括内置箱30、隔挡门31、侧向电动滑块32、承托板33、气囊34、出气漏斗35、挤压板36、挤压电动推杆37和安装板38,内置箱30滑动安装在干燥柜1的内底壁上,内置箱30与矩形进料通道2正相对,内置箱30左右两端对称开设有两组一号通槽,每组一号通槽包括两个呈上下对称排布的一号通槽,一号通槽内安装有网格板300,网格板300面对干燥柜1内侧壁的一侧布置有隔挡门31,隔挡门31滑动安装在一号通槽的内上侧壁,隔挡门31面对干燥柜1内侧壁的一侧布置有滑动通槽,滑动通槽开设有在内置箱30的侧端,滑动通槽内安装有侧向电动滑块32,侧向电动滑块32与隔挡门31相连,干燥柜1的左右内侧壁对称安装有两组承托板33,每组承托板33包括两个呈上下排布的承托板33,承托板33的上端面从前往后等距离安装有气囊34,气囊34的出气端面对一号通槽,且气囊34的出气端安装有出气漏斗35,承托板33的正上方布置有挤压板36,挤压板36的上端安装有挤压电动推杆37,靠近内置箱30下端的挤压电动推杆37的上端与和相邻的承托板33的下端面相连,靠近内置箱30上端的挤压电动推杆37的上端与干燥柜1的内侧壁之间连接有安装板38。
41.木屑由矩形进料通道2进入内置箱30中并向内置箱30内输入热气,木屑全部落入内置箱30后,通过人工向后推动顶部隔板20直至矩形进料通道2下端封闭,并通过挤压电动推杆37向下推动挤压板36,挤压板36挤压气囊34使气囊34内的热气排出,因此时的隔挡门31未完全封闭网格板300,所以气囊34内排出的热气吹向网格板300,并进入内置箱30内,热气将部分木屑吹起,被吹起的木屑与热气之间接触更为充分,然后通过侧向电动滑块32带动隔挡门31向下运动,直至隔挡门31完全封闭网格板300,以避免后续挤压板36松离气囊34时,气囊34误吸入小尺寸的木屑,紧接着通过挤压电动推杆37上升使挤压板36松离气囊34,
气囊34吸入热气而再次膨胀,随后先通过侧向电动滑块32使隔挡门31回至原始位置,再通过挤压电动推杆37下降使挤压板36挤压气囊34,气囊34内的热气再次排出并将网格板300附近木屑吹起,使木屑与热气充分接触,而因顶部隔板20将矩形进料通道2的下端封闭,所以被吹起的木屑不会进入矩形进料通道2内,之后多次重复上述的操作至木屑完全干燥。
42.与木屑在静置状态下接受热气烘干的方式相比,利用气囊34的收缩和膨胀来实现热气间歇吹动木屑可使木屑与热气之间的接触更为充分,同时也可降低木屑堆发生局部烘干不均的状况。
43.参阅图2、图4、图5、图7和图12,所述的干燥柜1的下端开设有u型通槽,所述的内置箱30的下端面左右对称开设有圆形通孔,圆形通孔内设有空心圆管301,空心圆管301的上端位于内置箱30内,且空心圆管301的环向面从上往下等距离开设有倾斜向下的通气孔,空心圆管301的下端位于u型通槽外,空心圆管301的下端通过螺纹配合方式连接有输气管302,输气管302的上下两端均为硬质管,输气管302的中部为软管,输气管302的下端连接在同一个热气机303的上端,热气机303置于地面上,通过人工将内置箱30放入干燥柜1内后关闭干燥柜1前端的柜门,然后通过人工连接输气管302和空心圆管301,木屑倒入内置箱30中后,空心圆管301穿插于木屑堆中,但空心圆管301未完全没于木屑堆中,通过热气机303向输气管302内输送热气,热气进入空心圆管301内并从通气孔溢出,由通气孔溢出的热气自木屑堆中部向外侧吹动木屑,且木屑堆的上、中、下部均可接受热气烘干,热气的扩散范围更广,热气与木屑之间的接触更为充分,进而木屑堆整体的干燥速度得到了极大的提高,木屑堆的干燥均匀性更好,同时利用气囊34吸收从通气孔溢出的热气流,并二次间歇性吹向内置箱30,这样不仅节省了热能损耗,使热风达到最大的效率,还为气囊30提供了充足的热源,并将浪费的热源再次利用吹向木屑的外部,使得木屑从内到外受到热风干燥。
44.参阅图1,所述的干燥柜1由干燥仓体10和上层顶板11组成,干燥仓体10置于地面上,内置箱30位于干燥仓体10内,所述的上层顶板11由两块凹型板拼接而成,上层顶板11通过固定螺栓安装在干燥仓体10的上端,通过人工先卸下固定螺栓,然后向两侧拉动上层顶板11以使两块凹型板分离,凹型板与矩形进料通道2相离后,工人便可将上层顶板11完全从干燥仓体10上端取下,此时干燥仓体10的内部完全暴露,随后再通过人工和相应检修工具对位于干燥仓体10内的结构进行检修,或对干燥仓体10的内部进行清洁。
45.内置箱30的前端面与干燥柜1的内前侧壁不接触,同时在干燥柜1下端开设有u型通槽的情况下,干燥柜1内的气压不会处于一直增大的状态,很小部分的热气可从u型通槽的前端溢出,木屑完全干燥后,通过人工先使输气管302与空心圆管301分离,再打开干燥柜1前端的柜门,然后抽出内置箱30,紧接着将内置箱30内干燥的木屑倒出,随后再次将内置箱30放回干燥柜1内,并关闭干燥柜1的柜门以及连接输气管302和空心圆管301,之后进行下一轮木屑干燥处理。
46.将通气孔设为倾斜结构的好处是:降低木屑堵塞通气孔的几率。
47.参阅图3、图4、图5和图7,所述的内置箱30的上端面前后对称安装有侧向围板304,侧向围板304之间左右对称布置有转动围板305,转动围板305的下端转动安装有销轴,转动围板305所连的销轴安装在干燥柜1前后内侧壁之间,转动围板305的相背侧与钢绳306一端相连,干燥柜1后内侧壁上安装有轴杆,轴杆位于转动围板305所连销轴的上方,钢绳306的另一端绕过轴杆并与靠近安装板38的挤压板36的上端面相连,通过挤压电动推杆37向下推
动挤压板36的同时,挤压板36拉动钢绳306,转动围板305在钢绳306的拉动下向上同步转动,挤压板36完全挤压气囊34时,转动围板305的上端面与干燥柜1的内上侧壁相距很小距离,侧向围板304的上端面也与干燥柜1的内上侧壁相距很小的距离,此距离不足以木屑穿过,挤压板36挤压气囊34,气囊34内的热气排出并将网格板300附近木屑吹起时,不会发生木屑散落于内置箱30外的情况,在抽出内置箱30前,通过挤压电动推杆37向下推动挤压板36,以使挤压板36向下拉动钢绳306,转动围板305在钢绳306的拉动下向上转动直至转动围板305不阻挡侧向围板304,转动围板305避免阻挡内置箱30前移。
48.参阅图4、图5、图12和图13,所述的内置箱30的下端的圆形通孔内安装有橡胶圆环307,且橡胶圆环307的上端面开设有圆通槽,圆通槽沿橡胶圆环307周向均匀排布,橡胶圆环307位于u型通槽内,橡胶圆环307套设在空心圆管301上,空心圆管301的下端设有呈工字型结构的连接件308,输气管302位于连接件308的下方,连接件308中部的上端面安装有悬挂板309,悬挂板309的前后两侧对称布置有固定挂板320,固定挂板320安装在内置箱30的下端面,固定挂板320之间设有限位圆柱310,悬挂板309的上端转动套设在限位圆柱310上,连接件308的左右两侧对称布置有推动电动推杆311,推动电动推杆311的固定端安装有竖向块312,竖向块312安装在干燥柜1的下端面,u型通槽位于竖向块312之间,通过热气机303向输气管302内输送热气,热气进入空心圆管301内并从通气孔溢出,在此期间,两个推动电动推杆311交错工作,推动电动推杆311朝连接件308运动,其与连接件308接触后继续运动,连接件308在推动电动推杆311的推动下左右摆动,连接件308带动悬挂板309和空心圆管301同步摆动,橡胶圆环307自身和圆通槽均在空心圆管301的挤压下发生变形,圆通槽收缩而挤出热气,在此基础上,橡胶圆环307的变形量增大,在两个推动电动推杆311的配合下,空心圆管301于竖直方向下往复摆动,往复摆动期间,依靠橡胶圆环307的回弹使空心圆管301基本恢复至竖直状态,往复摆动的空心圆管301可将内置箱30中的木屑堆打散,增加木屑的流动性,以此来提高木屑与热气之间的接触充分度,同时也便于扩大热气的散布范围,进而使得木屑的干燥速度和干燥度得到极大的提高。
49.参阅图12,每个所述的空心圆管301的上端通过通气孔插接有两组由卡接圆柱和长方形板构成的延伸板件313,两组延伸板件313前后对称排布,每组延伸板件313包括两个延伸板件313,延伸板件313随空心圆管301同步往复摆动,延伸板件313可增大空心圆管301对木屑的打散面积,进而进一步提高木屑的流动性,以此来提高木屑的干燥速度。
50.参阅图4、图12和图13,所述的连接件308套设在空心圆管301的下端,所述的限位圆柱310与固定挂板320之间相插接,内置箱30单独放置且其内无木屑时,通过人工先卸下延伸板件313和限位圆柱310,再向下移动连接件308,连接件308带动悬挂板309和空心圆管301同步运动,直至将空心圆管301完全抽离内置箱30,然后通过人工检查空心圆管301表面的通气孔是否被堵塞,以避免影响热气从通气孔溢出。
51.参阅图13,所述的出气漏斗35靠近内置箱30的一端卡接有圆形板350,圆形板350上开设有周向排布的圆孔,带有圆孔的圆形板350和网格板300可形成双重阻隔屏障,避免气囊34误吸入木屑。
52.参阅图8和图9,所述的矩形进料通道2的内部从上往下等距离安装有输送板22,且输送板22左右交错排布,输送板22靠近矩形进料通道2内侧壁的一端向上倾斜,相邻输送板22之间布置有进气管23,进气管23安装在矩形进料通道2的侧端,进气管23从前往后等距离
排布,同一侧的进气管23位于矩形进料通道2外的一端共同与热风机24的出气端相连,热风机24安装在矩形进料通道2的后端表面,木屑由矩形进料通道2的上端倒入,倾倒木屑的同时通过热风机24和进气管23向矩形进料通道2内缓慢输入热气,因输送板22的阻挡,木屑整体的下落速度减缓,木屑于矩形进料通道2内的停留时间增长,热气吹向木屑而对其进行初步干燥,此可利于提高后续木屑再干燥的效果,木屑于干燥柜1中接受干燥处理期间,热风机24暂停工作。
53.参阅图8和图9,所述的输送板22向上倾斜的一端转动安装有销轴,输送板22向上倾斜的一端所连的销轴安装在矩形进料通道2的前后内侧壁之间,输送板22下端滑动安装有销轴,输送板22下端所连的销轴的中部与l型拉板220的水平段转动连接,l型拉板220的水平段与开设在矩形进料通道2侧端的长方形通槽之间滑动连接,l型拉板220竖直段的上方布置有倒置l型限位板221,倒置l型限位板221的水平段与矩形进料通道2的侧端滑动连接,l型拉板220的竖直段夹固于倒置l型限位板221的竖直段与矩形进料通道2侧端表面之间,木屑基本落入内置箱30中后,通过人工向上抬起倒置l型限位板221以使其远离l型拉板220,然后再通过人工向远离矩形进料通道2的方向拉动l型拉板220,输送板22在l型拉板220的带动下向下同步转动,输送板22上端面残留的木屑同步向下掉落,同时使向下转动的输送板22稍撞击矩形进料通道2的内壁,以使其表面残留的木屑落尽,随后通过人工使l型拉板220回至原始位置,并向下移动倒置l型限位板221以使l型拉板220不可再移动。
54.利用本发明的生物质燃料制作原料加工处理系统对生物质燃料制作原料木屑进行的干燥加工处理工艺具体包括以下步骤:s1、干燥前准备:通过人工将内置箱30放入干燥柜1内后关闭干燥柜1前端的柜门,然后通过人工连接输气管302和空心圆管301。
55.s2、初步干燥:木屑由矩形进料通道2的上端倒入矩形进料通道2中,同时通过热风机24和进气管23向矩形进料通道2内缓慢输入热气,热气吹向木屑而对其进行初步干燥。
56.s3、收集初步干燥的木屑:木屑基本落入内置箱30中后,通过人工向上抬起倒置l型限位板221以使其远离l型拉板220,然后再通过人工向远离矩形进料通道2的方向拉动l型拉板220,输送板22在l型拉板220的带动下向下同步转动,输送板22上端面残留的木屑同步向下掉落,木屑完全堆积于内置箱30中,随后通过人工使l型拉板220、输送板22和倒置l型限位板恢复原状。
57.s4、再次干燥:空心圆管301穿插于木屑堆中,通过热气机303向输气管302内输送热气,热气进入空心圆管301内并从通气孔溢出,然后通过人工向后推动顶部隔板20直至矩形进料通道2下端封闭,并通过挤压电动推杆37向下推动挤压板36,挤压板36挤压气囊34使气囊34内的热气排出,因此时的隔挡门31未完全封闭网格板300,所以气囊34内排出的热气吹向网格板300,并进入内置箱30内,热气将部分木屑吹起,随后通过侧向电动滑块32带动隔挡门31向下运动,直至隔挡门31完全封闭网格板300,紧接着,通过挤压电动推杆37上升使挤压板36松离气囊34,气囊34吸入热气而再次膨胀,接下来先通过侧向电动滑块32使隔挡门31回至原始位置,再通过挤压电动推杆37下降使挤压板36挤压气囊34,气囊34内的热气再次排出并将网格板300附近木屑吹起,以使木屑与热气充分接触,上述的操作重复进行,而因顶部隔板20将矩形进料通道2的下端封闭,所以被吹起的木屑不会进入矩形进料通道2内,在利用气囊34的收缩和膨胀来实现热气间歇吹动木屑的同时,由通气孔溢出的热气自木屑堆中部向外侧吹动木屑,且木屑堆的上、中、下部均可接受热气烘干。
58.在木屑于内置箱30中接受干燥处理的同时,推动电动推杆311的推出朝连接件308运动,其与连接件308接触后继续运动,连接件308在推动电动推杆311的推动下左右摆动,连接件308带动悬挂板309和空心圆管301同步摆动,两个推动电动推杆311交错工作,在两个推动电动推杆311的配合下,空心圆管301于竖直方向下往复摆动,往复摆动的空心圆管301可将内置箱30中的木屑堆打散。
59.s5、收集完全干燥的木屑:木屑完全干燥后,通过人工先使输气管302与空心圆管301分离,再打开干燥柜1前端的柜门,然后通过挤压电动推杆37向下推动挤压板36,挤压板36同步拉动钢绳306,转动围板305在钢绳306的拉动下向上转动直至转动围板305不阻挡侧向围板304,紧接着抽出内置箱30,随后将内置箱30内干燥的木屑倒出,之后再次将内置箱30放回干燥柜1内,并关闭干燥柜1的柜门以及连接输气管302和空心圆管301,之后进行下一轮木屑干燥处理。
60.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1