一种自动涂钎焊剂设备的制作方法
1.本实用新型涉及散热器部件加工设备领域,特别涉及一种自动涂钎焊剂设备。
背景技术:
2.钎剂是指钎焊时使用的熔剂,钎剂的作用是能去除母材及钎料表面的氧化物,保护母材和钎料。在加热过程中减少氧化,改善钎料对母材的润湿能力,能有效地溶解或破坏焊件和钎料表面的氧化膜。
3.散热器是将机械或其他器具在工作过程中产生的热量及时转移以避免影响其正常工作的装置或仪器,在对散热器进行加工生产时,为了提高散热器的使用寿命,避免散热器的部件在散热过程中氧化,因此,会对散热器的组装部件先进行涂钎焊剂,而传统的涂钎焊剂一般是采用人工进行操作,人工用刷子对散热器的部件进行涂刷,但人工操作的效率低下,且劳动强度大,人工成本高,因此不利于散热器的生产。
技术实现要素:
4.本实用新型的目的是在于提供一种设计灵活、并可提高涂钎效率的自动涂钎焊剂设备。
5.为解决以上技术问题,本实用新型可以采用以下技术方案来实现:
6.一种自动涂钎焊剂设备,包括上料机构、识别机构、分流机构、第一涂钎机构、加热炉、第二涂钎机构、翻转机构和第三涂钎机构;
7.识别机构的一端与上料机构相邻设置,另一端则与分流机构相邻设置,加热炉的起始端位于分流机构的一侧,且在分流机构与加热炉的起始端分别设置第一涂钎机构和转运线,第二涂钎机构和第三涂钎机构分别位于加热炉的尾端,翻转机构则位于加热炉与第三涂钎机构之间。
8.在其中一个实施例中,所述上料机构包括上料传送带和机械手,机械手位于识别机构的起始端,在机械手的两侧分别设有上料传送带,机械手则往返于上料传送带与识别机构的起始端之间。
9.在其中一个实施例中,所述识别机构包括输送线、识别镜头和防护罩,输送线的一端位于机械手处,另一端则位于分流机构,防护罩架设在输送线上,识别镜头则设于防护罩内,对输送线的上输送的产品进行识别。
10.在其中一个实施例中,所述分流机构包括第一移动模组和第二移动模组,在第一移动模组上设有第一吸盘,第一移动模组驱使第一吸盘将输送线上的产品吸取放置到转运线上,第二移动模组上设有第二吸盘,第二移动模组驱使第二吸盘将输送线上的产品吸取放置到第一涂钎机构内。
11.在其中一个实施例中,所述第一涂钎机构包括第一运输带、第一涂钎移动组和第三移动模组,第一运输带的起始端与第二移动模组相邻,第三移动模组则设于第一运输带的尾端,第一涂钎移动组位于第一运输带的一侧,并在第一涂钎移动组上设有第一涂钎刷
头,第一涂钎移动组驱使第一涂钎刷头对第一运输带上的产品进行涂钎,第三移动模组上设有第一夹持爪,第三移动模组驱使第一夹持爪将第一运输带上的产品放置到加热炉。
12.在其中一个实施例中,第二涂钎机构包括第四移动模组、第二运输带、第二涂钎移动组和第五移动模组,第四移动模组设于第二运输带的起始端,并设有第三吸盘,第四移动模组驱使第三吸盘将加热炉上的产品吸取放置到第二运输带的起始端,第五移动模组则位于第二运输带的尾端,并设有第四吸盘,第五移动模组驱使第四吸盘将第二运输带上的产品吸取放置到第一下料传送带上,第二涂钎移动组位于第二运输带一侧,并设有第二涂钎刷头,第二涂钎移动组驱使第二涂钎刷头对第二运输带上的产品进行涂钎。
13.在其中一个实施例中,所述翻转机构包括翻转电机、阻挡板、夹爪气缸和载具板,阻挡板和夹爪气缸分别与翻转电机连接,并设于翻转电机的同一侧,翻转电机驱使阻挡板和夹爪气缸进行180
°
翻转,载具板则位于翻转电机的另一侧,在载具板上设有定位角和定位气缸,定位角与定位气缸对角设置。
14.在其中一个实施例中,所述第三涂钎机构包括第六移动模组、第三运输带、第三涂钎移动组和第七移动模组,第六移动模组设于第三运输带的起始端,并设有第五吸盘,第六移动模组驱使第五吸盘将翻转机构上的产品吸取放置到第三运输带的起始端,第七移动模组则位于第三运输带的尾端,并设有第二夹持爪,第七移动模组驱使第二夹持爪头将第三运输带上的产品吸取放置到第二下料传送带上,第三涂钎移动组位于第三运输带一侧,并设有第三涂钎刷头,第三涂钎移动组驱使第三涂钎刷头对第三运输带上的产品进行涂钎。
15.本实用新型的有益效果为:本实用新型自动涂钎焊剂设备,通过上料机构对多种产品进行上料,并传送至识别机构处,通过识别机构对产品进行识别后,再将产品依次传送至分流机构处,分流机构则将进行识别的产品分别传送至第一涂钎机构或转运线上,第一涂钎机构对产品的其中一面进行涂钎后,再传送至加热炉,而转运线上的产品则直接传送至加热炉,通过加热炉对两种产品进行加热,而已涂了其中一面的产品加热后再传送至翻转机构,由翻转机构进行翻转后,再传送至第三涂钎机构对另一面进行涂钎,并进行收料,而另一产品则从加热炉直接传送至第二涂钎机构,通过第二涂钎机构进行涂钎,再进行收料,最终,完成产品的自动涂钎,提高产品的涂钎效率,且本设备可同时对两种不同需求的产品进行涂钎,从而使设备的灵活性增强,提高其实用性。
附图说明
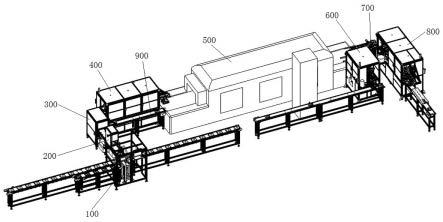
16.图1为本实用新型自动涂钎焊剂设备的结构示意图;
17.图2为本实用新型自动涂钎焊剂设备的俯视图;
18.图3为本实用新型自动涂钎焊剂设备中上料机构的结构示意图;
19.图4为本实用新型自动涂钎焊剂设备中识别机构的结构示意图;
20.图5为本实用新型自动涂钎焊剂设备中分流机构的结构示意图;
21.图6为本实用新型自动涂钎焊剂设备中第一涂钎机构的结构示意图;
22.图7为本实用新型自动涂钎焊剂设备中第二涂钎机构的结构示意图;
23.图8为本实用新型自动涂钎焊剂设备中翻转机构的结构示意图;
24.图9为本实用新型自动涂钎焊剂设备中第三涂钎机构的结构示意图。
25.如附图所示:
26.100、上料机构;110、上料传送带;120、机械手;
27.200、识别机构;210、输送线;220、识别镜头;230、防护罩;
28.300、分流机构;310、第一移动模组;320、第二移动模组;330、第一吸盘;340、第二吸盘;
29.400、第一涂钎机构;410、第一运输带;420、第一涂钎移动组;430、第三移动模组;440、第一涂钎刷头;450、第一夹持爪;
30.500、加热炉;
31.600、第二涂钎机构;610、第四移动模组;620、第二运输带;630、第二涂钎移动组;640、第五移动模组;650、第三吸盘;660、第四吸盘;670、第一下料传送带;680、第二涂钎刷头;
32.700、翻转机构;710、翻转电机;720、阻挡板;730、夹爪气缸;740、载具板;750、定位角;760、定位气缸;
33.800、第三涂钎机构;810、第六移动模组;820、第三运输带;830、第三涂钎移动组;840、第七移动模组;850、第五吸盘;860、第二夹持爪;870、第二下料传送带;880、第三涂钎刷头;
34.900、转运线。
具体实施方式
35.为使本实用新型的上述目的、特征和优点能够更加明显易懂,下面结合附图对本实用新型的具体实施方式做详细的说明。在下面的描述中阐述了很多具体细节以便于充分理解本实用新型。但是本实用新型能够以很多不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本实用新型内涵的情况下做类似改进,因此本实用新型不受下面公开的具体实施例的限制。
36.需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。相反,当元件被称作“直接在”另一元件“上”时,不存在中间元件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的”。
37.除非另有定义,本文所使用的所有的技术和科学术语与属于本实用新型的技术领域的技术人员通常理解的含义相同。本文中在本实用新型的说明书中所使用的术语只是为了描述具体的实施方式的目的,不是旨在于限制本实用新型。本文所使用的术语“和/或”包括一个或多个相关的所列项目的任意的和所有的组合。
38.请参阅图1和图2,一种自动涂钎焊剂设备,包括上料机构100、识别机构200、分流机构300、第一涂钎机构400、加热炉500、第二涂钎机构600、翻转机构700和第三涂钎机构800;识别机构200的一端与上料机构100相邻设置,另一端则与分流机构300相邻设置,加热炉500的起始端位于分流机构300的一侧,且在分流机构300与加热炉500的起始端分别设置第一涂钎机构400和转运线900,第二涂钎机构600和第三涂钎机构800分别位于加热炉500的尾端,翻转机构700则位于加热炉500与第三涂钎机构800之间。
39.具体的,本实施例中,上料机构100对多种产品进行上料,并传送至识别机构200
处,通过识别机构200对多种产品进行识别,识别分为两面涂钎产品和单面科钎产品,并将产品传送至分流机构300处,通过分流机构300对识别的产品进行分流,如需要两面进行涂钎的产品则从分流机构300处传送至第一涂钎机构400上,进行其中一面的涂钎,涂钎完成后再传送至加热炉500中进行加热,而只需要单面进行涂钎的产品直接从分流机构300传送到转运线900上,再由转运线900传送至加热炉500内进行加热,当两种产品都在加热炉500内进行加热后,两面需要进行涂钎的产品会被传送至翻转机构700处,进行180
°
的翻转后,再传送至第三涂钎机构800上,对产品的另一面进行涂钎后,再进行收取,而只需单面进行涂钎的产品而在加热后直接传送至第二涂钎机构600上,通过第二涂钎机构600进行涂钎,再进行收取,最终,实现对产品的自动化涂钎,提高产品的涂钎效率,同时,本实施例中,可同时对不同涂钎需求的产品进行涂钎,使产品在涂钎时更加发灵活,从而提高设备的实用性。
40.请参阅图3,本实施例中的上料机构100包括上料传送带110和机械手120,机械手120位于识别机构200的起始端,在机械手120的两侧分别设有上料传送带110,机械手120则往返于上料传送带110与识别机构200的起始端之间。
41.本实施例中的上料传送带110设有多组,其传送的终端分别与机械手120相邻,通过多组上料传送带110可方便对不同涂钎需求的产品进行上料,当上料传送带110将产品运输到终端后,机械手120进行移动,并其产品进行吸取放置到识别机构200处,以此完成对不同涂钎需求产品的自动上料,提高产品在涂钎时的效率。
42.请参阅图4,为了对传送过来的不同涂钎需求产品进行分辨,本实施例中的识别机构200包括输送线210、识别镜头220和防护罩230,输送线210的一端位于机械手120处,另一端则位于分流机构300,防护罩架230设在输送线210上,识别镜头220则设于防护罩230内,对输送线210的上输送的产品进行识别。
43.当不同需求的涂钎产品经机械手120进行吸取后,会被放置到输送线210的起始端,而输送线210则带着产品进行移动,并移至识别镜头220处,通过识别镜头220对产品进行识别,然后再传送至分流机构300中,而防护罩230则可对识别镜头220进行保护,并确保识别效果。
44.请参阅图5,本实施例需要对不同需求的产品进行涂钎,因此,分流机构300包括第一移动模组310和第二移动模组320,在第一移动模组310上设有第一吸盘330,第一移动模组310驱使第一吸盘330将输送线210上的产品吸取放置到转运线900上,第二移动模组320上设有第二吸盘340,第二移动模组320驱使第二吸盘340将输送线210上的产品吸取放置到第一涂钎机构400内。
45.本实施例中,当识别镜头220对产品进行识别后,会将产品分为两面涂钎产品和单面涂钎产品,而在被传送至分流机构300处时,单面涂钎产品会传至第一移动模组310处,再通过第一移动模组310上的第一吸盘330对产品进行吸取,并移动放置到转运线900上,转运线900则将产品传送至加热炉500内进行加热;而两面涂钎产品则会传至第二移动模组320处,通过第二移动模组320上的第二吸盘340对产品进行吸取,并移动放置到第一涂钎机构400中,对产品的其中一面进行涂钎,后再传送至加热炉500内进行加热,以此完成对不同需求产品的分流,使设备更加的灵活,提高设备的实用性。
46.请参阅图6,本实施例中的第一涂钎机构400包括第一运输带410、第一涂钎移动组
420和第三移动模组430,第一运输带410的起始端与第二移动模组320相邻,第三移动模组430则设于第一运输带410的尾端,第一涂钎移动组420位于第一运输带410的一侧,并在第一涂钎移动组420上设有第一涂钎刷头440,第一涂钎移动组420驱使第一涂钎刷头440对第一运输带410上的产品进行涂钎,第三移动模组430上设有第一夹持爪450,第三移动模组430驱使第一夹持爪450将第一运输带410上的产品放置到加热炉500。
47.当两面需要涂钎的产品被传送至第一涂钎机构400上时,会直接将产品放置到第一运输带410上,第一运输带410则驱使产品向前进行移动,当移动至设定的地方后,第一涂钎移动组420驱使第一涂钎刷头440对产品进行涂钎,以此完成对产品的自动涂钎,提高产品涂钎效率,当涂钎完成后,第一运输带410继续驱使产品向前移动,并至设定地方后,第三移动模组430会驱使第一夹持爪450对第一运输带410上的产品进行吸取,并移动放置到加热炉500中进行加热,实现自动产品的自动转送。
48.在第一涂钎机构400中,第一涂钎移动组420和第一涂钎刷头440分别设置有三组,可通过三组第一涂钎移动组420和三组第一涂钎刷头440依次对产品不同的位置进行涂钎,以提高涂钎效率。
49.请参阅图7,当只需要进行单面涂钎的产品从加热炉500中传送出来后,会被传送至第二涂钎机构600中进行涂钎,因此,本实施例中的第二涂钎机构600包括第四移动模组610、第二运输带620、第二涂钎移动组630和第五移动模组640,第四移动模组610设于第二运输带620的起始端,并设有第三吸盘650,第四移动模组610驱使第三吸盘650将加热炉500上的产品吸取放置到第二运输带620的起始端,第五移动模组640则位于第二运输带620的尾端,并设有第四吸盘660,第五移动模组640驱使第四吸盘660将第二运输带620上的产品吸取放置到第一下料传送带670上,第二涂钎移动组630位于第二运输带620一侧,并设有第二涂钎刷头680,第二涂钎移动组630驱使第二涂钎刷头680对第二运输带620上的产品进行涂钎。
50.当产品从加热炉500中传送出来后,第四移动模组610会驱使第三吸盘650对加热炉500上的产品进行吸取,并将其放置到第二运输带620的起始端,第二运输带620则驱使产品进行移动,并移动到设定的位置后,第二涂钎移动组630驱使第二涂钎刷头680对产品进行涂钎,当产品涂钎完成后,第二运输带620继续驱使产品进行移动,当到达位置后,第五移动模组640则驱使第四吸盘660对第二运输带620上的产品进行吸取,并传送至第一下料传送带670上,通过第一下料传送带670对涂钎完成的产品进行收料,最终,完成对产品的涂钎工作,并采用自动涂钎方式,提高产品的涂钎效率。
51.请参阅图8,因两面涂钎产品在涂完其中一面后,需要进行翻面,对另一面进行涂钎,故本实施例中的翻转机构700包括翻转电机710、阻挡板720、夹爪气缸730和载具板740,阻挡板720和夹爪气缸730分别与翻转电机710连接,并设于翻转电机710的同一侧,翻转电机710驱使阻挡板720和夹爪气缸730进行180
°
翻转,载具板740则位于翻转电机710的另一侧,在载具板740上设有定位角750和定位气缸760,定位角750与定位气缸760对角设置。
52.当两面需要涂钎的产品从加热炉500传送出来后,会被传送至阻挡板720上进行阻挡,后夹爪气缸730则对产品进行夹持,夹持后翻转电机710进行180
°
的翻转,并将产品翻转放置到载具板740上,而翻转电机710则再带着阻挡板720和夹爪气缸730翻转复位,对后面的产品继续进行翻转,而当产品被放置到载具板740上后,定位气缸760会启动,驱动产品的
其中一个角进行移动,并使产品的对角处于定位角750处,以此对产品进行定位,方便后序操作,使产品在传送时方便,且位置精准。
53.请参阅图9,当产品在翻转180
°
后,会被传送至第三涂钎机构800进行涂钎,因此,本实施例中的第三涂钎机构800包括第六移动模组810、第三运输带820、第三涂钎移动组830和第七移动模组840,第六移动模组810设于第三运输带820的起始端,并设有第五吸盘850,第六移动模组810驱使第五吸盘850将翻转机构700上的产品吸取放置到第三运输带820的起始端,第七移动模组840则位于第三运输带820的尾端,并设有第二夹持爪860,第七移动模组840驱使第二夹持爪860将第三运输带820上的产品吸取放置到第二下料传送带870上,第三涂钎移动组830位于第三运输带820一侧,并设有第三涂钎刷头880,第三涂钎移动组830驱使第三涂钎刷头880对第三运输带820上的产品进行涂钎。
54.本实施例中,当两面需要涂钎的产品经翻转电机710进行翻转至载具板740上后,第六移动模组810驱使第五吸盘850移动至载具板740处,并对载具板740上的产品进行吸取,并放置到第三运输带820的起始端,第三运输带820则驱使产品向前进行移动,并移至设定地方后,第三涂钎移动组830驱使第三涂钎刷头880进行移动,并移至产品处,对产品进行涂钎,涂钎完成后,第三运输带820继续驱使产品移动,并移至尾端,而第七移动模组840则驱使第二夹持爪860对第三运输带820尾端的产品进行吸取,并移动放置到第二下料传送带870上,通过第二下料传送带870对涂钎完成的产品进行收料,最终,完成对产品的涂钎及收料工作,并提高产品的涂钎效率。
55.最后,本实施例中的第一移动模组310、第二移动模组320、第三移动模组430、第四移动模组610、第五移动模组640、第六移动模组810和第七移动模组840均包括横向移动和竖向移动,而第一涂钎移动组420、第二涂钎移动组630和第三涂钎移动组830则包括x轴、y轴和z轴移动。
56.以上显示和描述了本实用新型的基本原理和主要特征及本实用新型的优点。凡本行业的技术人员均可按说明书附图所示和以上所述而顺畅地实施本实用新型;但是,凡熟悉本专业的技术人员在不脱离本实用新型技术方案范围内,利用以上所揭示的技术内容而作出的些许更动、修饰与演变的等同变化,均为本实用新型的等效实施例;同时,凡依据本实用新型的实质技术对以上实施例所作的任何等同变化的更动、修饰与演变等,均仍属于本实用新型的技术方案保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1