一种电池分选设备的制作方法
[0001]
本实用新型涉及手机电池自动检测领域,特别涉及一种手机电池的分选设备。
背景技术:
[0002]
随着科技的发展,手机已经成为人们不可或缺的通讯设备,因此,手机电池的安全问题成为了人们关注的焦点,为了使人们安全放心地使用手机,制造商在制造手机的过程中,需要对手机的各项性能进行严格的把控,但是,由于手机电池检测的项目繁多,检测的设备也相应地多种多样,手机电池经过各种检测设备检测后还要对合格品和不良品进行筛选,这就导致手机电池检测和分选的过程相当繁琐,因此,有必要制造出一种设备,能够将各种检测设备整合在一起,还具备自动分选合格品和不良品的功能,使检测过程和分选过程一步到位,避免了检测项目之间的人工中转,从而降低了人为失误的发生几率,提高了生产效率。
技术实现要素:
[0003]
本实用新型的目的是提供一种电池分选设备以解决背景技术中所提及的问题。
[0004]
为了实现上述目的,本实用新型提供如下技术方案:
[0005]
一种电池分选设备,包括机架、转盘装置、上料装置、温度扫码检测装置、电压内阻检测装置、下料装置和空盘缓存装置,转盘装置固定安装在机架上,上料装置、温度扫码检测装置、电压内阻检测装置和下料装置顺着转盘装置的旋转方向依次安装在机架上且对应在转盘装置的外周,空盘缓存装置设置在上料装置和下料装置之间。
[0006]
对本实用新型的进一步描述:转盘装置包括直驱电机、圆盘、若干个检测载台和真空控制机构,直驱电机固定安装在机架上,圆盘中部固定安装在直驱电机的动力输出端上,若干个检测载台均匀分布在圆盘边缘上,真空控制机构安装在圆盘的中部上方并通过气管分别和若干个检测载台连接。
[0007]
对本实用新型的进一步描述:上料装置包括上料机构和上料机器人,上料机构包括第一横行滑台、第一载台、第一升降滑台、第一托板和第一托架,第一横行滑台沿x轴方向安装在机架上,第一载台安装在第一横行滑台的动力输出端上,第一升降滑台安装在机架上且对应在第一横行滑台的一端,第一托板安装在第一升降滑台的动力输出端上,第一托架安装在第一托板上并对应在第一载台的左右两侧,上料机器人设置在上料机构的旁侧。
[0008]
对本实用新型的进一步描述:温度扫码检测装置包括第一安装架、温度感应组件和扫码摄像头,第一安装架固定在机架上,温度感应组件和扫码摄像头前后错位地安装在第一安装架上。
[0009]
对本实用新型的进一步描述:电压内阻检测装置包括第二安装架、横行驱动组件、横板、竖板、水平探针组件和垂直探针组件,第二安装架固定安装在机架上,横行驱动组件固定安装在第二安装架上,横板安装在横行驱动组件的动力输出端上,竖板安装在横板内侧,水平探针组件安装在横板上且动力输出端穿设过竖板,垂直探针组件安装在竖板内侧,
且动力输出端朝下。
[0010]
对本实用新型的进一步描述:下料装置包括下料机构、不良品收集盒和下料机器人,下料机构设置在下料机器人和空盘缓存装置之间,下料机构包括第二横行滑台、第二载台、第二升降滑台、第二托板和第二托架,下料机构和上料机构结构相同,不良品收集盒设置在下料机器人的旁侧。
[0011]
对本实用新型的进一步描述:空盘缓存装置包括缓存机构和中转机器人,上料机构、缓存机构和下料机构沿y轴方向并排设置,中转机器人沿y轴方向架设在上料机构、缓存机构和下料机构上方。
[0012]
对本实用新型的进一步描述:缓存机构包括安装支架、升降电机、升降载板、导柱和导套,安装支架架设在机架上,升降电机安装在安装支架上且动力输出端向上,升降载板安装在升降电机的动力输出端上,导套固定安装在安装支架上,导柱一端固定安装在升降载板下方,另一端穿设过导套。
[0013]
对本实用新型的进一步描述:中转机器人包括水平驱动组件、垂直驱动组件和取料组件,水平驱动组件架设在机架上,垂直驱动组件安装在水平驱动组件的动力输出端上,取料组件安装在垂直驱动组件的动力输出端上,取料组件上设有若干个吸盘。
[0014]
本实用新型的有益效果为:通过将多个检测装置和电池分选装置整合在同一设备上,使电池的检测过程一步到位,免除了各种检测设备之间的人工中转过程,检测完成的电池,还能够自动分选出合格品和不良品,节省了劳动力还提高了检测的效率。
附图说明
[0015]
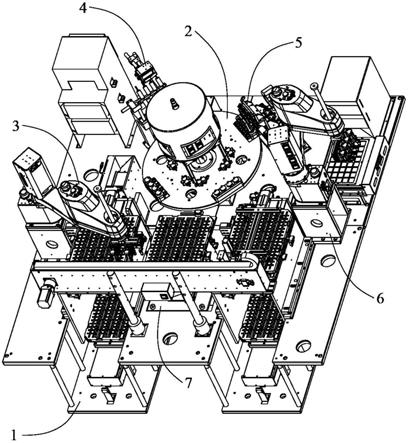
图1是本实用新型的整体结构图;
[0016]
图2是本实用新型的俯视图;
[0017]
图3是本实用新型转盘装置的结构图;
[0018]
图4是本实用新型上料机构、空盘缓存装置和下料机构的结构图;
[0019]
图5是本实用新型上料机构的结构图;
[0020]
图6是本实用新型温度扫码检测装置的结构图;
[0021]
图7是本实用新型电压内阻检测装置的结构图;
[0022]
图8是本实用新型下料机构的结构图;
[0023]
图9是本实用新型缓存机构的右视图;
[0024]
图10是本实用新型中转机器人的结构图;
[0025]
图11是手机电池的结构图。
具体实施方式
[0026]
以下结合附图对本实用新型进行进一步说明:
[0027]
如图1-11所示,一种电池分选设备,包括机架1、转盘装置2、上料装置3、温度扫码检测装置4、电压内阻检测装置5、下料装置6和空盘缓存装置7,转盘装置2固定安装在机架1上,上料装置3、温度扫码检测装置4、电压内阻检测装置5和下料装置6顺着转盘装置2的旋转方向依次安装在机架1上且对应在转盘装置2的外周,空盘缓存装置7设置在上料装置3和下料装置6之间。
[0028]
所述转盘装置2包括直驱电机21、圆盘22、若干个检测载台23和真空控制机构24,直驱电机21固定安装在机架1上,圆盘22中部固定安装在直驱电机21的动力输出端上,若干个检测载台23均匀分布在圆盘22边缘上,真空控制机构24安装在圆盘22的中部上方并通过气管分别和若干个检测载台23连接,本设计中,检测载台23上设有气孔贯穿到底部,并在底部通过气管和真空控制机构24连接,当手机电池8被放到检测载台23对应气孔位置的上方时,真空控制装置进行抽真空,使检测载台23将手机电池8吸附住,使手机电池8固定在检测载台23上。
[0029]
所述上料装置3包括上料机构31和上料机器人32,上料机构31包括第一横行滑台311、第一载台312、第一升降滑台313、第一托板314和第一托架315,第一横行滑台311沿x轴方向安装在机架1上,第一载台312安装在第一横行滑台311的动力输出端上,第一升降滑台313安装在机架1上且对应在第一横行滑台311的一端,第一托板314安装在第一升降滑台313的动力输出端上,第一托架315安装在第一托板314上并对应在第一载台312的左右两侧,上料机器人32设置在上料机构31的旁侧,在上料时,手机电池8是装在载料盘上,多个载料盘叠放在一起同时放到上料机构31进行上料,上料机构31上方设有第一摄像头,用于拍摄载料盘中最上方的一个,检测载料盘中手机电池8的位置状态,上料机器人32旁侧设有第二摄像头,第二摄像头安装在机架1上,其作用是用于手机电池8的精定位,上料机器人32将手机电池8移动至第二摄像头上方进行拍摄,手机电池8包括侧极柱81和上极柱82,当手机电池8被放在检测载台23上时,侧极柱81对应在外侧,上极柱82对应在顶部。
[0030]
所述温度扫码检测装置4包括第一安装架41、温度感应组件42和扫码摄像头43,第一安装架41固定在机架1上,温度感应组件42和扫码摄像头43前后错位地安装在第一安装架41上,在检测手机电池8时,扫码摄像头43位于手机电池8上方并向下扫描,温度感应组件42位于手机电池8外侧并倾斜一定角度,使温度感应组件42的感应端对准手机电池8。
[0031]
所述电压内阻检测装置5包括第二安装架51、横行驱动组件52、横板53、竖板54、水平探针组件55和垂直探针组件56,第二安装架51固定安装在机架 1上,横行驱动组件52固定安装在第二安装架51上,横板53安装在横行驱动组件52的动力输出端上,竖板54安装在横板53内侧,水平探针组件55安装在横板53上且动力输出端穿设过竖板54,垂直探针组件56安装在竖板54内侧,且动力输出端朝下,本设计中,水平探针组件55和垂直探针组件56分别设置两组探针气缸和探针。
[0032]
所述下料装置6包括下料机构61、不良品收集盒62和下料机器人63,下料机构61设置在下料机器人63和空盘缓存装置7之间,下料机构61包括第二横行滑台611、第二载台612、第二升降滑台613、第二托板614和第二托架615,下料机构61和上料机构31结构相同,不良品收集盒62设置在下料机器人63 的旁侧,不良品收集盒62上设有用于放置缺陷产品的凹槽,不良品收集盒62 上根据检测项目的数量划分为四个分区,四个分区分别放置扫码、温度、电压和内阻不合格的手机电池8,不良品收集盒62上还设有第三摄像头,用于检测各分区上是否已经放满手机电池8。
[0033]
所述空盘缓存装置7包括缓存机构71和中转机器人72,上料机构31、缓存机构71和下料机构61沿y轴方向并排设置,中转机器人72沿y轴方向架设在上料机构31、缓存机构71和下料机构61上方。
[0034]
所述缓存机构71包括安装支架711、升降电机712、升降载板713、导柱 714和导套
715,安装支架711架设在机架1上,升降电机712安装在安装支架 711上且动力输出端向上,升降载板713安装在升降电机712的动力输出端上,导套715固定安装在安装支架711上,导柱714一端固定安装在升降载板713 下方,另一端穿设过导套715。
[0035]
所述中转机器人72包括水平驱动组件721、垂直驱动组件722和取料组件 723,水平驱动组件721架设在机架1上,垂直驱动组件722安装在水平驱动组件721的动力输出端上,取料组件723安装在垂直驱动组件722的动力输出端上,取料组件723上设有若干个吸盘。
[0036]
对于本实用新型,温度扫码检测装置4和电压内阻检测装置5可互换位置。
[0037]
本设计中,上述提及的内侧为靠近圆盘22中心的一侧,外侧为远离圆盘22 中心的一侧。
[0038]
本实施例的工作原理:
[0039]
首先,将若干个装好手机电池8的载料盘叠放在一起,同时放到第一横行滑台311上,第一横行滑台311将载料盘运送至第一升降滑台313的下端,接着第一升降滑台313驱动载料盘上升,当最上方的载料盘上升到相应的取料位置时停止上升,此时,设置在上料机构31上方的第一摄像头对最上方的载料盘进行拍照,检测手机电池8的位置状态,上料机器人32根据接收到的手机电池 8位置信息移动到载料盘上方,将手机电池8分批取走并进行下一工序,上料机器人32每批取四个手机电池8。
[0040]
当最上方的载料盘里面的手机电池8被取完后,中转机器人72移动到上料机构31上方并抓取最上方的载料盘,将其放置到空盘缓存装置7上,接着通过升降电机712驱动升降载板713下降,下降距离为一个载料盘对应的高度。每当上料机构31有空盘时都重复此操作。
[0041]
上料机器人32抓取手机电池8后,将其移动至第二摄像头的上方进行拍照,根据接收到的精定位信息,将手机电池8准确地放到检测载台23上,直驱电机 21驱动圆盘22正转一定角度,带动装有手机电池8的检测载台23依次运行到后续的检测工位,检测载台23依次到达的检测工位分别是温度扫码检测装置4 和电压内阻检测装置5。
[0042]
在温度扫码检测装置4上:温度感应组件42和扫码摄像头43分别对手机电池8进行扫描,探测手机电池8的温度是否正常以及手机电池8顶部的二维码是否扫码正常。
[0043]
在电压内阻检测机构上:横行驱动组件52驱动横板53滑行,使两组水平探针组件55对应检测载台23一端的两个手机电池8,接着水平探针组件55通过探针气缸驱动探针顶触手机电池8的侧极柱81,同样原理,垂直探针组件56 上的探针顶触手机电池8的上极柱82,接着对手机电池8的电压和内阻进行检测,检测完毕后,探针缩回,水平探针组件55和垂直探针组件56移动并对应检测载台23另一端的两个手机电池8,对另外两个手机电池8也进行检测,检测完成后,检测载台23被运送到下一工位。
[0044]
手机电池8完成所有检测后,检测信息将传递给下料机器人63,下料机器人63根据检测信息,抓取下料工位上的手机电池8,将其放到下料装置6相应的位置上,若手机电池8所有检测都合格,则放置到下料机构61上的载料盘上,每当下料机构61上的载料盘被装满时,第二升降滑台613驱动载料盘下降一个空盘的距离,同时,中转机器人72从缓存机构71上抓取最上方的空盘并放置到第二载台612上,接着升降电机712驱动升降载板713上升一个空盘的距离,每当下料机构61上的载料盘被装满时都重复此操作,当下料机构61上的载
料盘达到一定数量时,第二升降滑台613驱动第二托板614和第二托架615下降,带动载料盘下降至底部,再由第二横行滑台611驱动第二载台612将载料盘向外侧送出,若手机电池8的检测有不合格的项目,则按照不合格项目的不同,分别放置到不良品收集盒62的相应分区中,并由第三摄像头进行拍照,检测不良品收集盒62上手机电池8的位置状态,当不良品收集盒62装满后,操作人员将不良品收集盒62取走并换上新的不良品收集盒62。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1