涡旋压缩机的制作方法
1.本发明涉及一种涡旋压缩机,更具体地,涉及一种定涡旋的保持机构。
背景技术:
2.涡旋压缩机一般包括壳体、容纳在壳体中的驱动机构、由驱动机构驱动的涡旋机构、支撑涡旋机构的主轴承座等。涡旋机构一般包括相互啮合的动涡旋和定涡旋。定涡旋通过保持机构定位在压缩机中。一方面,保持机构需要在径向上限制定涡旋的移动并且使定涡旋的径向对中;另一方面,保持机构能够允许定涡旋沿轴向在一定范围内轴向运动,从而为涡旋压缩机提供一定的轴向柔性。
3.现有技术中常用的一种定涡旋的保持方式是:在定涡旋的外周设置有凸耳,在凸耳中形成有通孔,在主轴承座的臂部中形成有螺纹孔,通过带有导向套管的螺栓将定涡旋和主轴承座固定在一起,从而实现定涡旋的径向对中。由于定涡旋的凸耳中所形成的通孔能够沿着导向套管在轴向上滑动,因此允许定涡旋相对于主轴承座轻微地轴向运动。
4.现有技术中常用的另一种定涡旋的保持方式是:在定涡旋的外周设置一个导向环,导向环中设置有通孔,使用螺栓穿过导向环中的通孔且旋拧在主轴承座的螺纹孔中。导向环能够对定涡旋进行径向限位并允许定涡旋沿轴向在一定范围内运动。
5.然而,以上两种定涡旋的保持方式中,第一种保持方式需要在定涡旋上加工凸耳及通孔并且配合使用导向套管和螺栓,这会增加定涡旋的径向尺寸并增加组装成本和组装时间。第二种保持方式需要在导向环上加工出与固定构件(例如主轴承座)相匹配的结构特征才能实现导向环的径向对中,这也会增加压缩机的加工难度和加工成本。因此,存在改进定涡旋部件的保持方式的需求。
技术实现要素:
6.本发明的目的在于提供一种具有新的定涡旋的保持机构的涡旋压缩机,该涡旋压缩机不仅能够实现定涡旋的径向限位、允许定涡旋相对于主轴承座在一定范围内轴向运动,而加工简便、安装容易、用料节省。
7.根据本发明的一个方面,提供了一种涡旋压缩机,该涡旋压缩机包括:壳体、涡旋机构和主轴承座,该涡旋机构包括定涡旋,定涡旋包括端板、从端板延伸的涡卷和外周壁,外周壁设置在涡卷的外周,主轴承座支撑涡旋机构,其中,涡旋压缩机还包括保持机构和定位销,保持机构围绕外周壁布置以限制定涡旋的径向运动,定位销连接至保持机构的第一安装孔和主轴承座的第二安装孔并且在轴向上布置在保持机构与主轴承座之间,从而确定保持机构相对于主轴承座的轴向位置。
8.可选地,保持机构包括导向环,导向环与外周壁径向间隙配合以引导定涡旋的轴向运动。
9.可选地,保持机构还包括将涡旋压缩机的内部空间分隔为低压区和高压区的消音盖,导向环与消音盖分体形成。
10.可选地,消音盖与导向环过盈连接或通过紧固件连接,从而将导向环固定在定位销与消音盖之间。
11.可选地,消音盖与导向环间隙配合,导向环和/或消音盖包括沿径向向外延伸的外凸缘部,外凸缘部固定地连接至壳体。
12.可选地,壳体包括壳体本体和顶盖,并且:导向环的外凸缘部在轴向上固定地连接在壳体本体与顶盖之间;或者导向环的外凸缘部与消音盖的外凸缘部一起在轴向上固定地连接在壳体本体与顶盖之间。
13.可选地,导向环或消音盖包括沿径向向内延伸的内凸缘部,定涡旋处形成有抵接部,内凸缘部与抵接部之间在轴向上存在预定距离,从而使得定涡旋能够在由预定距离限定的范围内轴向运动。
14.可选地,保持机构还包括将涡旋压缩机的内部空间分隔为低压区和高压区的消音盖,保持机构由导向环与消音盖一体形成,保持机构包括沿径向向外延伸的的外凸缘部和沿径向向内延伸的内凸缘部,外凸缘部固定地连接至壳体,内凸缘部与定涡旋的抵接部在轴向上存在预定距离,从而使得定涡旋能够在由预定距离限定的范围内轴向运动。
15.可选地,壳体包括壳体本体和顶盖,并且保持机构的外凸缘部在轴向上固定地连接在壳体本体与顶盖之间。
16.可选地,定位销为沿周向分布的至少三个定位销。
17.可选地,定位销构造为具有第一台阶部和/或第二台阶部的台阶销,第一台阶部与保持机构的设置有第一安装孔的端面抵接,第二台阶部与主轴承座的设置有第二安装孔的端面抵接。
18.可选地,台阶销为一体成形的一体式销,或者台阶销为包括销体和套设在销体上的套管的分体式销。
19.根据本发明的涡旋压缩机,其定涡旋通过保持机构实现径向对中和轴向柔性,而保持机构则通过定位销连接至主轴承座并实现其径向对中以及轴向定位,从而避免了保持机构与主轴承座直接配合而导致的对保持机构和主轴承座的配合部位的加工,节省了用料、降低了加工及安装难度;保持机构可以一体形成,从而简化安装过程。
附图说明
20.通过以下参照附图的描述,本发明的一个或多个实施方式的特征和优点将变得更加容易理解。这里所描述的附图仅是出于说明目的而并非意图以任何方式限制本发明的范围。附图并非按比例绘制,而是可以放大或缩小一些特征以显示特定部件的细节。在附图中:
21.图1是根据本发明的第一示例性实施方式的涡旋压缩机的局部纵剖面图;
22.图2是根据本发明的第一示例性实施方式的涡旋压缩机的一部分的立体示意图;
23.图3是根据本发明的第一示例性实施方式的涡旋压缩机的示出了涡旋机构的横截面的剖视图;
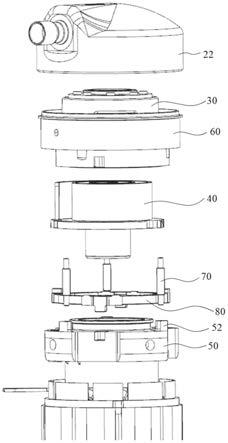
24.图4是根据本发明的第一示例性实施方式的涡旋压缩机的一部分的立体分解图;
25.图5是根据本发明的第一示例性实施方式的涡旋压缩机的局部细节纵剖视图,其中示出了涡旋压缩机的保持机构;
26.图6是根据本发明的第一示例性实施方式的台阶销的立体示意图;
27.图7a、图7b和图7c分别示出了根据本发明的第二示例性实施方式的台阶销及其组成部件的立体示意图;
28.图8是根据本发明的第三示例性实施方式的涡旋压缩机的局部纵剖面图;
29.图9是根据本发明的第四示例性实施方式的涡旋压缩机的局部纵剖面图;
30.图10是根据本发明的第五示例性实施方式的涡旋压缩机的局部纵剖面图;
31.图11是根据本发明的对比示例的涡旋压缩机的局部纵剖面图;以及
32.图12和图13分别是根据本发明的对比示例的涡旋压缩机的主轴承座及导向环的立体示意图。
具体实施方式
33.下面将参照附图对本发明的优选实施方式进行描述,该描述仅仅是示例性的,而不构成对本发明及其应用的限制。
34.图1是根据本发明的第一示例性实施方式的涡旋压缩机的局部纵剖面图。如图1所示,涡旋压缩机10主要包括壳体20、涡旋机构、主轴承座50以及驱动机构(未示出)。壳体20通常包括呈大致圆筒形的壳体本体26、顶盖22以及底盖(未示出),壳体本体26、顶盖(顶盖)22以及底盖通过例如焊接形成完整的壳体20。涡旋压缩机20还设置有位于壳体本体26与顶盖22之间的消音盖24,从而将压缩机内部空间分隔为低压区14和高压区12。工作流体经由设置壳体本体26上的吸气口配件29进入低压区12,经由涡旋机构压缩后进入高压区12并通过设置在顶盖22的排气口配件28排出到涡旋压缩机10外。涡旋机构包括定涡旋30和动涡旋40。涡旋机构由驱动机构驱动。具体地,当驱动机构的驱动轴旋转时,能够经由驱动轴的曲柄销驱动动涡旋40,并且由于与动涡旋40和定涡旋30联接的十字滑环80,动涡旋40能够相对于定涡旋30进行平动转动。换句话说,动涡旋40的轴线相对于定涡旋30的轴线沿圆形轨道绕动,但是动涡旋40和定涡旋30二者本身不会绕它们各自的轴线旋转。涡旋机构由主轴承座50支承,主轴承座50通过比如铆接等方式与壳体本体26固定连接或者与壳体本体26一体地形成。
35.定涡旋30包括端板31和从端板31的一侧向下延伸的螺旋形的涡卷32。定涡旋30的涡卷32与动涡旋40的涡卷42彼此啮合,因此在它们之间形成一系列的用于压缩流体例如制冷剂的压缩腔。定涡旋30还包括从端板31向下延伸并且设置在定涡旋30的涡卷32外周的大致圆筒形的外周壁33。定涡旋30通过保持机构定位在涡旋压缩机10中。保持机构可以包括导向环60。参见图2和图3,导向环60围绕定涡旋30的外周壁33布置,导向环60的下端通过定位销70连接至主轴承座50,导向环60的上端通过消音盖24限位。主轴承座50包括基部和从基部的一侧朝向导向环60(向上)延伸的三个凸台部52,三个凸台部52沿周向分布在主轴承座50上。定位销70在轴向上设置在导向环30与主轴承座50的凸台部52之间,一端固定在凸台部52中,另一端与导向环60连接,从而确定导向环60相对于主轴承座50的轴向位置。本领域技术人员可以理解的是,凸台部52与定位销70的数量不限于图中所示的三个,也可以多于三个。
36.下面参照图4和图5对包括有导向环60进行详细描述。如图4和图5所示,导向环60包括大致环形的环本体61、从环本体61的内侧壁沿径向向内延伸的内凸缘部68以及从环本
体61的上端面沿轴向向上延伸的上凸缘部64。导向环60还在环本体61的下端面的与定位销70相对应的位置处设置有第一安装孔66。主轴承座50的凸台部52中形成有用于接纳定位销70的第二安装孔54,第二安装孔54与第一安装孔66在轴向上对准,定位销70的一端插入导向环60的第一安装孔66中,另一端插入主轴承座50的第二安装孔54中,从而将导向环60连接至主轴承座50。由于主轴承座50的凸台部52及其第二安装孔54沿周向分布,因此通过定位销70定位的导向环60能够实现径向对中的安装。本领域技术人员可以理解的是,主轴承座50也可以不包括凸台部52,而是将定位销70直接连接至主轴承座50。
37.参见图6,定位销70构造为具有台阶部74的台阶销。定位销70包括第一直径部71、第二直径部72和第三直径部73,第二直径部72与第三直径部73的直径均小于第一直径部71的直径。第二直径部72与第三直径部73分别形成在定位销70的两端,而第一直径部72形成在定位销70的中段,从而在第二直径部72与第一直径部71的连接处以及第三直径部73与第一直径部71的连接处分别形成第一台阶部74和第二台阶部75。参见图5,第二直径部72与导向环60的第一安装孔66匹配,第三直径部73与主轴承座60的第二安装孔54匹配,使得当定位销70两端的第二直径部72和第三直径部73分别插入在轴向上对准的第一安装孔66和第二安装孔54中时,第一台阶部74与导向环60的环本体61的设置有第一安装孔66的下端面相抵接,第二台阶部75与主轴承座50的凸台部52的设置有第二安装孔54的上端面相抵接,由此导向环60相对于主轴承座50的轴向位置被定位销70确定。导向环60的环本体61的下端面与主轴承座50的凸台部52的上端面之间的轴向距离可以等于定位销70的第一直径部71的轴向长度。第二直径部72和第三直径部73可以构造为具有光滑的表面,并且第一安装孔66和第二安装孔54可以相应地构造为光滑的盲孔。优选地,第三直径部73可以构造为带有外螺纹,并且第二安装孔54构造为与其匹配的螺纹孔,从而进一步加强定位销70与主轴承座的连接。
38.通过将定位销构造为具有两个台阶部的台阶销,使得导向环相对于主轴承座的轴向距离仅取决于台阶销的第一直径部的长度而与销的总长度或安装孔的深度无关,从而能够更加准确、更加简单地确定导向环的轴向位置。
39.另外。本领域技术人员可以理解的是,虽然在第一示例性实施方式中定位销70构造为具有两个台阶部的台阶销,但是定位销70也可以仅具有一个台阶部或者不具有台阶部。在这种情况下,导向环相对于主轴承座的轴向位置可以通过定位销的长度以及第一安装孔和第二安装孔能够容纳定位销的深度来确定。
40.导向环60的上端可以通过消音盖24进行轴向限位。具体地,参见图5,导向环60的上凸缘部64能够与消音盖24形成过盈连接或间隙配合,从而将导向环60保持在定位销70的第一台阶部74与消音盖24之间的在轴向上固定的位置处。为了使导向环60更加稳定可靠地固定在壳体中,导向环60还包括从环本体1的外侧壁沿径向向外延伸的外凸缘部62,外凸缘部62插入壳体本体26与顶盖22之间的间隙a中以在轴向上固定地连接在壳体本体26与顶盖22之间,例如可以在焊接壳体时将导向环60通过外凸缘部62与壳体焊接固定。另外,消音盖24也可以形成有向外延伸至间隙a的外凸缘部以与导向环60的外凸缘部62一起固定地连接在在壳体本体26与顶盖22之间,例如可以在焊接壳体时将导向环60、消音盖24、壳体本体26和顶盖22一起焊接固定,从而进一步简化加工过程、节省加工用料。
41.由于导向环60通过定位销70实现了径向和轴向的限位,使得导向环60能够径向对
中地且以所需要的轴向高度固定在压缩机壳体中,因此导向环60能够实现定涡旋30的径向对中。另外,在定涡旋30需要具有轴向柔性的情况下,导向环60还能够实现定涡旋40的轴向限位。具体地,参见图5,导向环60的环本体61的内侧壁与定涡旋30的外周壁33形成间隙配合,从而实现定涡旋30的径向对中并限制定涡旋30的径向移动(使定涡旋30几乎不能沿径向移动),另外环本体61的内侧壁还能够作为引导表面引导定涡旋30的轴向移动。定涡旋30的外周壁33上还形成有第三台阶部34(抵接部),导向环60的内凸缘部68的下表面与该第三台阶部34的上表面之间形成有一定的间隙(在轴向上的预定距离),从而允许定涡旋30沿轴向在由该预定距离限定的预定范围内移动。由于导向环60的轴向位置由定位销70确定,因此导向环60的内凸缘部68的下表面与该第三台阶部34的上表面之间的间隙的大小、即定涡旋30能够轴向移动的范围也由定位销70间接地确定。也就是说,在其他部件的尺寸确定的情况下,确定定位销70的尺寸、尤其是第一直径段71的轴向长度,即可以确定定涡旋30的轴向运动范围。另外,本领域技术人员还可以理解的是,导向环60的内凸缘部68的内侧壁也可以与定涡旋30的外周壁33形成间隙配合,从而帮助实现定涡旋30的径向对中并限制定涡旋30的径向移动。
42.下面将参照图11至图13中所示出的对比示例中的涡旋压缩机10a对本发明的效果进行描述。如图11、图12、图13所示,在对比示例中,涡旋压缩机10a的定涡旋30a通过导向环60a保持定位在壳体中。导向环60a包括大致环形的环本体61a和从环本体61a沿轴向向下延伸的下凸缘部68a。环本体61a的内侧壁与定涡旋30a的外周壁33a形成间隙配合,从而实现定涡旋30a的径向对中并引导定涡旋30a的轴向移动。下凸缘部68a的自由端面65a与定涡旋30a的外周壁33a的第三台阶部34a的上表面之间形成有一定的间隙,从而允许定涡旋30a沿轴向在一定范围内移动。
43.导向环60a的径向对中和轴向限位通过与主轴承座50a配合而实现。具体地,参见图12,主轴承座50a包括基部和从基部的一侧朝向导向环60a(向上)延伸的多个臂部52a(在图中示例为四个),多个臂部52a沿周向分布在主轴承座50a上。臂部52a包括内侧表面56a和上表面57a。当导向环60a安装在主轴承座50a中时,一方面,臂部52a的内侧表面56a与导向环60a的下凸缘部68a的外侧表面63a形成间隙配合,从而使得导向环60a径向对中并限制导向环60a的径向移动;另一方面,臂部52a的上表面57a与导向环60a的环本体61a的下表面69a抵接,从而确定导向环60a的轴向位置。最后,通过将紧固件(未示出)插入到导向环60a的安装孔67a和主轴承座50a的臂部52a上的安装孔59a中而将导向环60a与主轴承座50a固定连接。
44.在该对比示例中,为了实现导向环60a的径向对中和轴向限位,需要在导向环60a和主轴承座50a上分别加工出相互匹配的结构特征,例如包括内侧表面56a、上表面57a和安装孔59a的臂部52a以及包括外侧表面63a的下凸缘部68a等。因此,无论是导向环60a还是主轴承50a的结构都较为复杂,不仅难以加工和安装,而且消耗更多的物料、导致成本上升。相比之下,在本发明中,导向环60通过多个(三个以上)定位销70实现径向对中并实现导向环60的轴向位置的确定,而无需在导向环和主轴承座上加工相互匹配的结构特征。定位销70作为一种通用零件,更加容易生产和安装,因此本发明所提出的用于定涡旋的保持机构更容易生产组装、用料更加节省并且同样具有良好的可靠性。另外,本发明还能够采用现有的生产模块进行生产,因此具有良好适用性。
45.图7a、图7b和图7c示出了根据本发明的第二示例性实施方式的定位销70'。在本发明的第二示例性实施方式中,涡旋压缩机与第一示例性实施方式的涡旋压缩机10的主要结构和功能基本一致,因此不再赘述。区别在于,涡旋定位销70'构造为由销体701和套设在销体701上的套管702共同组装形成的台阶销。具体地,销体701穿过套管702中的通孔,使得套管702位于销体701的中段,从而形成台阶销的第一直径部71'。销体701的位于套管702外的两个部段分别形成台阶销的第二直径部72'和第三直径部73'。销体701与套管702之间形成间隙配合或过盈配合,从而在第一直径部71'与第二直径部72'之间形成第一台阶部74',并且在第一直径部71'与第三直径部73'之间形成第二台阶部75'。
46.根据第二示例性实施方式,由于定位销70'通过销体701和套管702组装而成,相较于一体形成的台阶销,进一步降低了加工难度、简化了加工过程。
47.图8是根据本发明的第三示例性实施方式的涡旋压缩机110的局部纵剖面图。该涡旋压缩机110与第一示例性实施方式的涡旋压缩机10的主要结构和功能基本一致,因此不再赘述。区别在于,涡旋压缩机110的保持机构不仅包括导向环,而且还包括消音盖,并且导向环和消音盖一体形成,从而构造为具有导向环功能的消音盖160。消音盖160包括大致环形的环本体161和位于环本体161上方的盖状部124。消音盖160还包括从环本体161的内侧壁沿径向向内延伸的内凸缘部168以及从环本体161的外侧壁沿径向向外延伸的外凸缘部162。消音盖160的环本体161的下端设置有用于容纳定位销70的第二直径部72的第一安装孔166,从而使得消音盖160通过定位销70连接至主轴承座50。消音盖160的外凸缘部162插入壳体本体26与顶盖22之间的用于焊接的间隙a中,从而在焊接壳体时将消音盖160与壳体焊接固定。一方面,消音盖160的环本体161的内侧壁与定涡旋30的外周壁33之间形成间隙配合,从而实现定涡旋30的径向对中并限制定涡旋30的径向移动,环本体161的内侧壁还能够作为引导表面引导定涡旋30的轴向移动;另一方面,消音盖160的内凸缘部168与定涡旋30的外周壁33的第三台阶部34之间形成一定的间隙,从而允许定涡旋30沿轴向在一定范围内移动。另外,消音盖160的盖状部124设置在壳体本体26与顶盖22之间,以将压缩机内部空间分隔为低压区和高压区12。
48.根据第三示例性实施方式,由于保持机构构造为具有导向环功能的消音盖,相较于分体的导向环和消音盖,进一步减少了零件数量、简化了安装过程、提高了安装精度。
49.图9是根据本发明的第四示例性实施方式的涡旋压缩机210的局部纵剖面图。该涡旋压缩机210与第一示例性实施方式的涡旋压缩机10的主要结构和功能基本一致,因此不再赘述。区别在于,涡旋压缩机210的保持机构包括导向环260和消音盖224,其中的导向环260不再固定至壳体(例如图5所示的通过导向环260的外凸缘部62焊接至壳体),而是仅通过消音盖224固定在其轴向位置中。具体地,导向环260包括大致环形的环本体261和从环本体261的内侧壁沿径向向内延伸的内凸缘部268,内凸缘部268与定涡旋30的外周壁33的第三台阶部34之间形成一定的间隙,从而允许定涡旋30沿轴向在一定范围内移动。一方面,导向环260的环本体261的下端设置有用于容纳定位销70的第二直径部72的第一安装孔266,从而使得导向环260通过定位销70连接至主轴承座50。另一方面,导向环260的环本体261的上端形成有第四台阶部265,消音盖224的周缘部225抵接在该第四台阶部265上,与导向环260形成过盈连接,从而在轴向上对导向环260进行固定。另外,消音盖224具有从其外侧壁沿径向向外延伸的外凸缘部262,外凸缘部262插入壳体本体26与顶盖22之间的用于焊接的
间隙a中,从而在焊接壳体时将消音盖224通过外凸缘部262与壳体焊接固定。由此,导向环260被夹持在消音盖224与定位销70之间、具体地在消音盖224的周缘部225与定位销70的第二台阶部74之间,从而被保持固定在壳体中。
50.根据第四示例性实施方式,由于导向环仅通过消音盖与定位销保持固定在壳体中,不再需要在导向环上设置用于焊接固定的外凸缘部,因此进一步简化了加工及组装过程、降低了生产难度。
51.图10是根据本发明的第四示例性实施方式的涡旋压缩机310的局部纵剖面图。该涡旋压缩机310与第三示例性实施方式的涡旋压缩机210的主要结构和功能基本一致,因此不再赘述。区别在于,涡旋压缩机310的保持机构中的导向环260仅用于实现定涡旋30的径向对中,而定涡旋30的轴向限位则通过消音盖324实现。具体地,导向环360形成为大致环形。导向环360的下端设置有用于容纳定位销70的第二直径部72的第一安装孔366,从而使得导向环360通过定位销70连接至主轴承座50。导向环360的上端与消音盖324的周缘部325过盈连接或者通过例如螺栓的紧固件连接,从而在轴向上对导向环360进行限制。由此,导向环360被夹持在消音盖324与定位销70之间、具体地在消音盖324的周缘部325与定位销70的第二台阶部74之间,从而被保持固定在壳体中。导向环360的内侧壁与定涡旋30的外周壁33形成间隙配合,从而实现定涡旋30的径向对中并限制定涡旋30的径向移动(使定涡旋30几乎不能沿径向移动),另外导向环360的内侧壁还能够作为引导表面引导定涡旋30的轴向移动。
52.消音盖324包括从其外侧壁沿径向向外延伸的外凸缘部362和从其内侧壁沿径向向内延伸的内凸缘部368。外凸缘部362插入壳体本体26与顶盖22之间的用于焊接的间隙a中,从而在焊接壳体时将消音盖324通过外凸缘部362与壳体焊接固定。内凸缘部368与定涡旋30的外周壁33的第三台阶部34之间形成一定的间隙,从而允许定涡旋30沿轴向在一定范围内移动。
53.在第五示例性实施方式中,与第四示例性实施方式类似,由于导向环仅通过消音盖与定位销保持固定在壳体中,因此进一步简化了加工及组装过程、降低了生产难度。另外,由于导向环仅具有简单的环形结构,能够直接利用已有的生产模块,适用性更好、生产成本更加低廉。
54.本领域技术人员可以理解的是,本发明允许多种轴向限定方式来控制导向环的轴向位置并将导向环固定在壳体中,而不限于本发明的示例性实施方式中描述的具体方式。
55.尽管在此已详细描述本发明的各种实施方式,但是应该理解本发明并不局限于这里详细描述和示出的具体实施方式,在不偏离本发明的实质和范围的情况下可由本领域的技术人员实现其它的变型和变体。所有这些变型和变体都落入本发明的范围内。而且,所有在此描述的构件都可以由其他技术性上等同的构件来代替。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1