用于大直径定心回转设备的自定心机构的制作方法
1.本发明涉及大型工程机械旋转设备结构技术领域,具体涉及一种用于大直径定心回转设备的自定心机构。
背景技术:
2.在工程机械中,基于成本、环境条件、便于实施等综合因素,有采用导轮滚道结构作为大直径内回转件的回转定心及径向支撑机构。这种结构中,机架内腔的圆心即为中心柱的回转中心。机架上安装有数个支撑轮,按中心柱直径通常为4、6、8
……
等偶数个,一般以中心柱均匀对称分布,通过预先定位在中心柱上的滚道对这些支撑轮进行约束,从而实现中心柱的圆心定位。但是在实际工况中,这些支撑轮各自独立安装在大型焊接结构件上进行定位安装,所以在制造精度、工作应力、环境温度等影响下,难以保证这些支撑轮相互之间的精度要求,也难以保证支撑轮相对中心柱滚道滚动面在空间精度方面(轴线的重合度、端面的平行度、径向跳动)的要求。
3.为了提高整机对回转同心度的要求,可以通过在机架连接处增加调节垫片来调解支撑轮与滚道之间的间隙。但是采用这种结构其滚动副难以精确定心,支撑轮与滚道之间的间隙调整费工费时,并且难以保证在中心柱上安装太阳轮、行星轮传动副时的齿轮啮合侧隙或者在机架上安装转动臂时所需精度的要求。使得设备在作业过程中经常有支撑轮受力不均匀、滚道易点蚀、传动不平稳、有震动、噪音大等现象,增加了设备安装调整调试、日常检修维护工作量。
技术实现要素:
4.本发明要解决的技术问题就在于:针对现有技术存在的技术问题,本发明提供一种用于大直径定心回转设备的自定心机构,无需另设调心工具,自动定心,并且滚动副装配精度高,受力均衡,适用于内定心外回转或者外定心内回转的机构。
5.为解决上述技术问题,本发明提出的技术方案为:
6.一种用于大直径定心回转设备的自定心机构,所述回转设备包括固定件和转动件,所述自定心机构设于固定部件和转动部件之间,所述固定部件和转动部件中一个为圆柱形,另一个设有相应的内腔,所述圆柱形位于内腔中,所述圆柱形的外圆周面设有滚道,所述自定心机构包括至少两组滚动单元,其中至少一组滚动单元为调节单元,用于调节转动部件位置;最多一组为定位单元,定位单元设置于固定部件的定位基准处;所述转动部件通过调节单元相对固定部件做同心转动。
7.作为上述技术方案的进一步改进:
8.优选地,至少两组滚动单元位于滚道的不同位置,所述滚动单元非固定安装于非圆柱形的部件上,所述滚动单元设有导轮组,所述导轮组滚动于圆柱形外圆周的滚道。
9.优选地,所述滚动单元设有铰接座,所述铰接座安装于非圆柱形的部件上,所述导轮组通过铰接座与非圆柱形的部件铰接。
10.优选地,所述调节单元设有两个调节摆杆,所述导轮组设有两组,两个所述调节摆杆的一端通过铰轴与铰接座连接,所述调节摆杆的另一端安装导轮组。
11.优选地,所述调节单元还设有直径调节组件,所述直径调节组件设于两个调节摆杆与铰接座的连接处,所述直径调节组件与两个调节摆杆铰接,所述两个调节摆杆之间的通过夹角通过直径调节组件调节。
12.优选地,所述导轮组与调节摆杆铰接。
13.优选地,所述导轮组设有偶数倍的导轮,所述导轮组通过一平衡摆杆与调节摆杆铰接。
14.优选地,所述导轮组设有四个导轮,所述平衡摆杆的两端分别铰接一双辊摆杆,所述双辊摆杆设置两个导轮。
15.优选地,所述定位单元设有调节板,所述调节板通过铰轴与铰接座连接,所述导轮组设有两组,分别安装于调节板的两端,位于铰接座的相对两边。
16.优选地,所述滚动单元设有三组,三组所述滚动单元沿滚道均匀布设。
17.本发明提供的用于大直径定心回转设备的自定心机构,与现有技术相比有以下优点:
18.(1)本发明的用于大直径定心回转设备的自定心机构,不需要另外准备调心工具,即可调节固定部件与转动部件同心,利用滚动单元导轮组的作用反力既可以实现转动部件位移,使得以固定部件圆心做回转运动功能要求的转动部件能够简单、便捷的调整定位,达到以同心回转的要求。
19.(2)本发明的用于大直径定心回转设备的自定心机构,由于所有滚动单元都通过铰接座安装在固定部件上,因此均具有角度自动补偿功能,可以消除在安装和调整过程中对中误差所产生的应力。
20.(3)本发明的用于大直径定心回转设备的自定心机构,在最后定位阶段,收紧任何一个直径调节组件都会在各导轮组杠杆力共同作用下使得三个铰接座受力相等,从而使所有导轮均可实现全部自动贴合、间隙一致且受力均衡,即所有的导轮都可做到了有效定位支撑,并确保滚动副装配精度。
附图说明
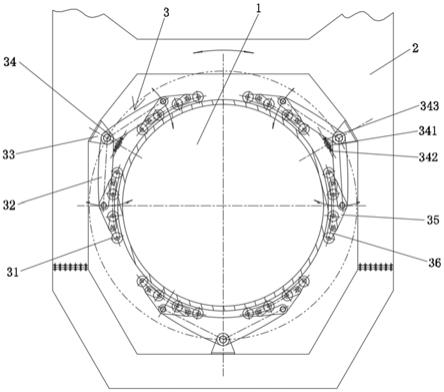
21.图1是本发明实施例1的结构示意图。
22.图2是本发明实施例1应用实施时的结构示意图。
23.图3是本发明实施例2的结构示意图。
24.图4是本发明实施例2应用实施时的结构示意图。
25.图中标号说明:
26.1、中心柱;2、机架;3、滚动单元;31、导轮组;32、调节摆杆;33、铰接座;34、直径调节组件;341、连接座;342、销轴;343、双旋向螺旋杆;35、平衡摆杆;36、双辊摆杆;37、调节板。
具体实施方式
27.以下对本发明的具体实施方式进行详细说明。应当理解的是,此处所描述的具体
实施方式仅用于说明和解释本发明,并不用于限制本发明。
28.实施例1
29.图1和图2示出了本发明用于大直径定心回转设备的自定心机构的第一种实施方式,本实施例中是内定心外回转的结构形式,为了便于说明本发明的结构及工作原理,设固定部件为中心柱1,转动部件为机架2。机架2通过自定心机构绕中心柱1转动,中心柱1固定,机架2定位于中心柱1滚道圆,并绕其圆心轴线回转。
30.自定心机构设于中心柱1和机架2之间,自定心机构包括至少两组滚动单元3,至少两组滚动单元3位于中心柱1外圆周面周向的不同位置,滚动单元3非固定安装于机架2,滚动单元3设有导轮组31,导轮组31滚动于中心柱1的外圆周面,导轮组31相对中心柱1和机架2摆动,机架2的旋转中心通过导轮组31的摆动与中心柱1的同圆心。
31.本实施例中,滚动单元3设有三个,三个滚动单元3沿中心柱1周向均匀布设,按照夹角120
°
布置。其中两个滚动单元3用于调节滚动圆直径与调整位移;还有一个滚动单元3用于基础定位,设置于机架2的定位基准处。调节单元和定位单元通过铰轴安装在机架2上,因此可以在中心柱1作用反力的作用下摆动一定角度,以用来消除在安装和调整过程中对中误差所产生的应力。
32.本实施例中,调节单元包括调节摆杆32、铰接座33、直径调节组件34和2个导轮组31,铰接座33安装于机架2,调节摆杆32设有2个,两个调节摆杆32位于铰接座33的两侧,两个调节摆杆32的一端通过铰轴与铰接座33连接,每个调节摆杆32的另一端与一导轮组31铰接。
33.本实施例中,定位单元不设置直径调节组件34和调节摆杆32,而是包括一个调节板37,调节板37为弧形,导轮组的安装方式与调节单元相同。
34.本实施例中,直径调节组件34设于两个调节摆杆32与铰接座33的连接处,直径调节组件34与两个调节摆杆32铰接。直径调节组件34由连接座341、销轴342、双旋向螺旋杆343组成,双旋向螺旋杆343一端与连接座341螺纹连接,一端通过销轴342与调节摆杆32铰接,当双旋向螺旋杆343定位锁定后,调节摆杆32固定。
35.本实施例中,导轮组31设有偶数倍的导轮,本实施例中每组导轮组31设置4个导轮,导轮组31通过一平衡摆杆35与调节摆杆32铰接。平衡摆杆35的两端分别铰接一双辊摆杆36,每个双辊摆杆36的两端分别设置一个导轮,构成径向双轮,双棍摆杆上开设有与平衡摆杆35连接用的轴孔,轴孔位于两个导轮轴心连线的中点,4个导轮通过双棍摆杆铰接于平衡摆杆35,构成径向四轮。
36.本实施例中,机架2分为两部分,用于定位单元布置在机架2的一个部分,另两个调节单元布置在机架2的另一部分上。在安装或需要做调正回转中心要求的工况时,利用调节单元的调节摆杆32在闭合过程中导轮对中心柱1的反作用力,使得机架2自动向偏心反方向位移,直至调节单元与定位单元的导轮均与中心柱1圆心外圆表面贴合。这时,机架2自动与回转中心对正。如图2所示,具体调节过程如下:
37.首先将布置在机架2上的两组直径调节组件34的双旋向螺旋杆343伸长,使两组调节单元的调节摆杆32之间夹角放大,得到导轮包络直径大于中心柱1滚道直径。再将两个解体的1/2机架2环绕中心柱1组成整体。这样,三个八轮的滚动单元3通过24个导轮包络成一个大于中心柱1滚道直径的圆,但此时其圆心没有与中心柱1轴线同心,并且这个圆心是随
机的。
38.径向双轮可以围绕各自的安装轴做旋转摆动,径向四轮也可以围绕平衡摆杆35与调节摆杆32的铰接点做旋转摆动,调节摆杆32能够围绕与铰接座33的铰接点做旋转摆动,则两个导轮组31组成的八轮径向调节结构。
39.此时,八轮径向调节结构可围绕铰接座33的铰轴做同心摆动。
40.这样,当一侧的导轮组31导轮受力且传递到调节摆杆32时,则在杠杆力作用下使同组对称于铰接座33轴线另一端的导轮组31向受力端靠近。即如果调节摆杆32在闭合过程中中心柱1对八轮径向调节机构中的任一个导轮径向施力时,则在杠杆力作用下在双辊摆杆36另一端的导轮即会同时向中心柱1靠近,直至两个导轮同时贴合在滚道面上为止。即这个径向双轮的两轮同时受力。这样,所受到的外力将传递到其回转芯轴上,从而传递到平衡摆杆35上。
41.同理,任何一个径向双轮在受到外力时,则在杠杆力作用下该径向双轮和平衡摆杆35另一端的径向双轮会同时与该杆件压紧,即这两个径向双轮同时受力。以此类推,如果外力继续施加,在下一级芯轴及杠杆力作用下,所有径向导轮均可实现自动贴合、间隙一致且受力均衡。即本组的八个导轮都可做到了对中心柱1有效定位支撑。
42.中心柱1圆心位置确定,移动机架实现同心定位。用于中心柱1固定,机架定位于中心柱1滚道圆,并绕其圆心轴线回转。
43.在最后定位阶段,收紧任何一个直径调节组件34都会在各导轮组31杠杆力共同作用下使得三个铰接座33受力相等,从而使所有导轮均可实现全部自动贴合、间隙一致且受力均衡。即所有的径向导轮都可做到了有效定位支撑,并确保滚动副装配精度。
44.实施例2
45.图3和图4示出了本发明用于大直径定心回转设备的自定心机构的第二种实施方式,本实施例中是外定心内回转的结构形式,为了便于说明本发明的结构及工作原理,设固定部件为中心柱1机架2,转动部件为中心柱1。机架2设有内腔,中心柱1通过自定心机构在机架2内腔中转动,机架2固定,中心柱1设有滚道圆,并绕其圆心轴线回转。
46.自定心机构设于中心柱1和机架2之间,自定心机构包括至少两组滚动单元3,至少两组滚动单元3位于中心柱1外圆周面周向的不同位置,滚动单元3非固定安装于机架2,滚动单元3设有导轮组31,导轮组31滚动于中心柱1的外圆周面,导轮组31相对中心柱1和机架2摆动,中心柱1的回转中心通过导轮组31的摆动与机架2同圆心。各导轮组的导轮可共同形成包络圆周,这个包络圆能够对中心柱滚道形成约束,并与其组成滚动副,从而实现中心柱1圆心轴线与这个包络圆同心,且中心柱1可以具有自身旋转功能。
47.本实施例中,滚动单元3设有三个,三个滚动单元3沿中心柱1周向均匀布设,按照夹角120
°
布置。其中两个滚动单元3为调节单元用于调节滚动圆直径与调整位移;还有一个滚动单元3为定位单元,用于基础定位,设置于机架2的定位基准处。滚动单元3与机架2铰接,因此可以在机架2作用反力的作用下摆动一定角度,以用来消除在安装和调整过程中对中误差所产生的应力。
48.本实施例中,调节单元的滚动单元3包括调节摆杆32、铰接座33、直径调节组件34和2个导轮组31,铰接座33固定于机架2,调节摆杆32设有2个,两个调节摆杆32位于铰接座33的两侧,两个调节摆杆32的一端通过铰轴与铰接座33连接,每个调节摆杆32的另一端与
一导轮组31铰接。
49.本实施例中,直径调节组件34设于两个调节摆杆32与铰接座33的连接处,直径调节组件34与两个调节摆杆32铰接。直径调节组件34由连接座341、销轴342、双旋向螺旋杆343组成,双旋向螺旋杆343一端与连接座341螺纹连接,一端通过销轴342与调节摆杆32铰接,当双旋向螺旋杆343定位锁定后,调节摆杆32固定。
50.本实施例中,导轮组31设有偶数倍的导轮,本实施例中每组导轮组31设置4个导轮,导轮组31通过一平衡摆杆35与调节摆杆32铰接。平衡摆杆35的两端分别铰接一双辊摆杆36,每个双辊摆杆36的两端分别设置一个导轮,构成径向双轮,双棍摆杆上开设有与平衡摆杆35连接用的轴孔,轴孔位于两个导轮轴心连线的中点,4个导轮通过双棍摆杆铰接于平衡摆杆35,构成径向四轮。
51.本实施例中,定位单元的滚动单元3包括调节板37、铰接座33和2个导轮组31,铰接座33固定于机架2,定位单元与调节单元的结构相同,区别在于定位单元不设置直径调节组件,所以只设置一个调节板而不是调节摆杆,定位单元的调节板37只能相对机架2转动,不能调节直径。调节板为弧形板。
52.本实施例中,在安装或需要做调正中心柱1回转中心要求的工况时,利用两组调节单元的调节摆杆在闭合过程中导轮对中心柱1的作用力,使得中心柱1向定位单元导轮组即包络圆轴心方向位移,直至调节单元的导轮组与定位单元的导轮组中各导轮均与中心柱1滚道圆外表面贴合。此刻,各导轮组共同形成的包络圆对中心柱1的滚道形成了有效约束。中心柱1圆心轴线与机架2各导轮组所包络圆周自动形成滚动副,并与其圆心轴线同心。如图4所示,具体调节过程如下:
53.首先将布置在机架2上的两组直径调节组件34的双旋向螺旋杆343伸长,使两组调节滚动单元3的调节摆杆32之间夹角放大,得到导轮所包络直径大于中心柱1滚道直径。三个八轮的滚动单元3通过24个导轮包络成一个大于中心柱1滚道直径的圆,但此时其圆心轴线没有与中心柱1轴线同心,并且这个圆心是随机的。
54.径向双轮可以围绕各自的安装轴做旋转摆动,径向四轮也可以围绕平衡摆杆35与调节摆杆32的铰接点做旋转摆动,调节摆杆32能够围绕与铰接座33的铰接点做旋转摆动,则两个导轮组31组成的八轮径向调节结构。
55.此时,八轮径向调节结构可围绕铰接座33的铰轴做同心摆动。
56.这样,当一侧的导轮组31导轮受力且传递到调节摆杆32时,则在杠杆力作用下使同组对称于铰接座33轴线另一端的导轮组31向受力端靠近。即如果调节摆杆32在闭合过程中中心柱1对八轮径向调节机构中的任一个导轮径向施力时,则在杠杆力作用下在双辊摆杆36另一端的导轮即会同时向中心柱1靠近,直至两个导轮同时贴合在滚道面上为止。即这个径向双轮的两轮同时受力。这样,所受到的外力将传递到其回转芯轴上,从而传递到平衡摆杆35上。
57.同理,任何一个径向双轮在受到外力时,则在杠杆力作用下该径向双轮和平衡摆杆35另一端的径向双轮会同时与该杆件压紧,即这两个径向双轮同时受力。以此类推,如果外力继续施加,在下一级芯轴及杠杆力作用下,所有径向导轮均可实现自动贴合、间隙一致且受力均衡。即本组的八个导轮都可做到了对中心柱1有效定位支撑。
58.先逐渐收缩一组调节单元的直径调节组件的双旋向螺旋杆343,使得本组调节摆
杆32之间的夹角减小,通过各芯轴及杠杆平衡力的共同作用,直至本组所有导轮均同时在中心柱1滚道面上贴合。继续收缩直径调节组件,在这个过程中利用各导轮与中心柱1滚道面所产生的作用力推动中心柱1向间隙大的一侧移动,达到一定距离时停止。
59.重复上述操作,收缩另一组调节单元的直径调节组件,使中心柱1向定位单元导轮组即包络圆轴心方向位移,直至调节单元的导轮组与定位单元的导轮组各导轮均与中心柱1滚道圆外表面贴合为止。
60.各导轮组的导轮共同形成的包络圆对中心柱1滚道形成了有效约束,实现中心柱1圆心轴线与机架2各导轮组导轮所包络圆周形成滚动副,并与其圆心轴线同心。
61.优选地,以先操作导轮组与中心柱间隙小的一侧为宜。
62.在最后定位阶段,收紧任何一个直径调节组件34都会在各导轮组31杠杆力共同作用下使得三个铰接座33受力相等,从而使所有导轮均可实现全部自动贴合、间隙一致且受力均衡。即所有的径向导轮都可做到了有效定位支撑,并确保滚动副装配精度。
63.上述实施案例只是本发明的较佳实施例,并非对本发明作任何形式上的限制。虽然本发明已以较佳实施例揭露如上,然而并非用以限定本发明。因此,凡是未脱离本发明技术方案的内容,依据本发明技术实质对以上实施例所做的任何简单修改、等同变化及修饰,均应落在本发明技术方案保护的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1