一种利用等离子熔融炉进行固废、危废资源化再利用生产线的自动控制系统的制作方法
1.本实用新型是属于热加工领域,可用来熔化含矿石成分的废料或固废垃圾,具体的说是一种利用等离子熔融炉进行固废、危废资源化再利用生产线的自动控制系统。
背景技术:
2.现有的固废、危废垃圾处理方式,基本上都是简单处理后进行填埋,时间长了会占用大量的土地,同时,上述垃圾中的有害物质会随着雨水等渗入土壤深处,会造成二次污染;因此固废、危废垃圾这一种垃圾的处理需要有新的方式进行处理,是目前全世界都在着手研究的课题。
技术实现要素:
3.本实用新型的目的在于克服现有技术的不足,而提供一种结构简单,处理效果好,且能一次将固废、危废、垃圾进行无害化处理,并拉丝形成保温防火材料的生产设备,即一种利用等离子熔融炉进行固废、危废资源化再利用生产线的自动控制系统。
4.为实现上述发明目的本实用新型采用如下技术方案,实现的:一种利用等离子熔融炉进行固废、危废资源化再利用生产线的自动控制系统,包括预处理系统、称重机、提升机、进料斗、炉体及离心拉丝机冷却系统、等离子熔融炉、离心拉丝机、丝绵输送机、打包机、热交换系统、旋风除尘器、脉冲除尘器、活性炭吸附器、水箱、引风机、电源电路、扩展plc端子、发电二次回水泵,所述的称重机安装在提升机的前端;所述的预处理系统设置在称重机的前端,由破碎机和搅拌机和烘干机构成,将固废垃圾破碎成5
‑
8毫米的颗粒,加入配料搅拌,并烘干;所述提升机与称重机之间通过箱体连接;所述箱体内设置有第二输送带,所述第二输送带连接称重机和提升机,所述箱体是为了避免固废料在输送和提升中有飞灰产生;所述的提升机下料口的下方与进料斗连接;所述等离子熔融炉设置在进料斗的下方,并与等离子熔融炉的进料口连通;所述炉体及离心拉丝机冷却系统为缠绕在等离子熔融炉夹层内的水套层及离心拉丝机水套层,通过水管与水泵连接,所述水泵的另一端与水箱的进入水管连接,为等离子熔融炉的炉体及离心拉丝机循环降温,避免温度过高而损坏炉体及离心拉丝机。
5.前述的一种利用等离子熔融炉进行固废、危废资源化再利用生产线的自动控制系统,其特征在于:所述的等离子熔融炉的烟气管道与水循环式热交换相连接;热交换器可瞬间把高温烟气温度降低到400度以下;并依次与旋风除尘、脉冲除尘器、活性炭吸附器、引风机连接后将净化后的烟气排到大气中。
6.前述的一种利用等离子熔融炉进行固废、危废资源化再利用生产线的自动控制系统,其特征在于:所述等离子熔融炉的熔融口向下与离心拉丝机连接,熔融后的溶液滴落在离心拉丝机飞轮上,在离心拉丝机飞轮的旋转力的作用下将溶液拉成条状并有后端的风管吹落入丝绵第二输送带上。
7.前述的一种利用等离子熔融炉进行固废、危废资源化再利用生产线的自动控制系统,其特征在于:所述离心拉丝机的左侧出料口与丝绵输送机连接,拉好的丝绵在输送机的输送下送至打包机装袋,并封口码放。
8.前述的一种利用等离子熔融炉进行固废、危废资源化再利用生产线的自动控制系统,其特征在于:该系统采用380v市电,并设有备用电源、通讯电路,市电电源通过闸刀与三项插座连接,三相插座与两个并联的三项插座串联为主机供电,其中一个插座与交直流转换器连接为系统提供24v直流电,辅助电源和plc电源均为220v交流电。所述电源电路并联有15kw风机、11kw风机、7.5kw甩丝离心机、5.5kw风机、5.5kw提升机料斗、5.5kw原料主螺旋机、4.0kw风机支路、备料下料、第一第二输送带、第二第二输送带、及备用支路,上述各支路分别通过xfc500变频器、启动开关串联后与主电路并联连接。
9.前述的一种利用等离子熔融炉进行固废、危废资源化再利用生产线的自动控制系统,其特征在于:所述通讯电路电压为24v直流电,采用网线通讯,设有p19150显示器、wecon生产的lx3v
‑
3624mt
‑
4h
‑
a型主控cpu
‑
plc;所述plc端子x0与急停按键连接,端子x1与自动信号灯连接,端子x2与自动启动键连接,端子x3与自动停止键连接,端子x4与暂停键连接,端子x5与备用电源灯连接,端子x6与主备用电源指示灯连接,端子x7与1#运行风机监视灯连接,端子x10与2#运行风机监视灯连接,端子x11与3#运行风机监视灯连接,端子x12与离心机运行监视灯连接,端子x13与1#螺旋配料机监视灯连接,端子x14与2#原料配料阀门监视灯连接,端子x15与3#原料配料阀门监视灯连接,端子x16与主螺旋配料机构指示灯连接,端子x17与原料搅拌运行监视灯连接,端子x20与搅拌螺旋配料运行指示灯连接,端子x21与原料提升斗升指示灯连接,端子x22与原料提升斗降指示灯连接,端子x23与备料螺旋运行指示灯连接,端子x24与原料备料斗旋转下降器指示灯连接,端子x25与原料备料斗振动器指示灯连接,端子x26与离心机冷却泵指示灯连接,端子x27与钢网第二输送带指示灯连接,端子x30与胶棉电极运行指示灯连接,端子x31与推包气缸指示灯连接,端子x32与压袋气缸指示灯连接,端子x33与压刀气缸指示灯连接,端子x34与主炉冷却主进水泵指示灯连接,端子x35与主炉冷却备用进水泵指示灯连接,端子x36与主炉冷却发电主进水泵指示灯连接,端子x37与主炉冷却发电备进水泵指示灯连接,端子x40与主炉冷却市电主回水泵指示灯连接,端子x41主炉冷却市电备回水泵指示灯连接,端子x42与主炉冷却发电主回水泵指示灯连接,端子x43与主炉冷却发电备回水泵指示灯连接;端子com0、com1、com2、com3、com4,com5、com6、com7并联后接入24v直流电路中,所述扩展plc端子plc
‑
16ex、plc
‑
16eyt、plc
‑
4ad、plc
‑
4ltc、lx3v
‑
2wt均与24v直流电为电源。
10.前述的一种利用等离子熔融炉进行固废、危废资源化再利用生产线的自动控制系统,其特征在于:所述扩展plc端子plc
‑
16ex设置有三块板,板一的端子x0与主炉冷却市电二次回水泵指示灯连接,端子x1与主炉冷却发电二次回水泵指示灯连接,端子x3与观察门关到位传感器连接;端子x4与观察门开门按键连接,端子x5与观察门关门按键连接,端子x6、x7分别与观察门升降传感器连接;端子x10
‑
x16分别与观察门2观察门关到位传感器、开门按键、关门按键、升降传感器连接。
11.前述的一种利用等离子熔融炉进行固废、危废资源化再利用生产线的自动控制系统,其特征在于:所述扩展plc端子plc
‑
16ex板二的端子x0
‑
x4分别与2#电极抓手送到位传感器、夹到位传感器、手动原料配料启停按键、手动备料下料按键连接;端子x5
‑
x7分别于4#
风机监控传感器、bx
‑
1、bx
‑
2连接;端子x10
‑
x17分别与1#风机、2#风机、3#风机、4#风机故障检测传感器、离心机故障、1#原料配料故障、原料主螺旋故障、原料搅拌故障传感器连接。
12.前述的一种利用等离子熔融炉进行固废、危废资源化再利用生产线的自动控制系统,其特征在于:所述扩展plc端子plc
‑
16ex板三的端子x0
‑
x5分别与搅拌螺旋故障、原料提升斗故障、备料螺旋故障、备料螺旋下料故障、钢网第二输送带故障、搅棉电机故障传感器连接;x6
‑
x17分别与主炉冷却的市电主进水泵、市电备进水泵、发电主进水泵、发电备进水泵、市电主回水泵、市电备回水泵、发电主回水泵、发电备回水泵、市电二次回水泵、发电二次回水泵的故障传感器连接。
13.前述的一种利用等离子熔融炉进行固废、危废资源化再利用生产线的自动控制系统,其特征在于:所述扩展plc端子plc
‑
16eyt设置有两块板,板一的端子y0
‑
y5分别通过串联的继电器与2#观察口门、1#观察摄像升降器、2#观察口摄像升降器、钢网第二输送带、卷棉电机、炉下离心机串联,端子x6
‑
x7分别与15kw风机、11kw风机;端子y10
‑
y17分别通过串联的继电器与5.5kw风机、4.0kw风机、主炉市电冷却进水泵、主炉冷却市电备进水泵、主炉发电冷却主进水泵、主炉冷却发电备进水泵、主炉试单冷却主出水泵、主炉冷却市电备出水泵串联。
14.前述的一种利用等离子熔融炉进行固废、危废资源化再利用生产线的自动控制系统,其特征在于:所述扩展plc端子plc
‑
16eyt板二的端子y0
‑
y5分别通过继电器与主炉冷却发电主出水泵、主炉冷却发电备出水泵、主炉冷却市电二次出水泵、主炉冷却发电二次出水泵、发电机运行执行接口连接;端子x6
‑
x7分别通过继电器与主炉加热管、备用接线连接;端子y10与自动运行指示灯连接后接入24v直流电中,端子y11与故障蜂鸣器连接后接入24v直流电中。
15.前述的一种利用等离子熔融炉进行固废、危废资源化再利用生产线的自动控制系统,其特征在于:所述扩展plc端子plc
‑
4ad共有四块板,其中板一的端子v11+、v1+并联后与v11
‑
为进水槽液位传感器供电;v2+与v12+并联后,再与v12
‑
为出水罐液位传感器供电;端子v3+和v13+并联后,再与v13
‑
为1#风压传感器供电;端子v4和v14+并联后与v14
‑
为2#风压传感器供电。
16.前述的一种利用等离子熔融炉进行固废、危废资源化再利用生产线的自动控制系统,其特征在于:所述扩展plc端子plc
‑
4ad的板二的端子v11+、v1+并联后与v11
‑
为3#风压传感器供电;v2+与v12+并联后,再与v12
‑
为4#风压传感器供电;端子v3+和v13+并联后,再与v13
‑
为b
‑
j1供电;端子v4和v14+并联后与v14
‑
为b
‑
j2供电。
17.前述的一种利用等离子熔融炉进行固废、危废资源化再利用生产线的自动控制系统,其特征在于:所述扩展plc端子plc
‑
4ad的板三、板四的端子v11+、v1+、v11
‑
分别与励磁电机b
‑
c1、b
‑
c5连接;端子v2、v12+、v12
‑
分别与励磁电机b
‑
c2、b
‑
c6连接;端子v3、v13+、v13
‑
分别与励磁电机b
‑
c3、b
‑
c7连接;端子v4、v14+、v14
‑
分别与励磁电机b
‑
c4、b
‑
c8连接。
18.前述的一种利用等离子熔融炉进行固废、危废资源化再利用生产线的自动控制系统,其特征在于:所述扩展plc端子plc
‑
4ltc共有两块板,其中板一的端子l1
‑
、l1+、fg1与主炉温度传感器连接,端子fg2、l2+、l2
‑
与主炉下方口温度传感器连接,端子fg3、l3+、l3
‑
与主炉进水温度传感器连接,端子gf4、l4+、l4
‑
与温度控制连接。
19.前述的一种利用等离子熔融炉进行固废、危废资源化再利用生产线的自动控制系
统,其特征在于:所述扩展plc端子plc
‑
4ltc的板二端子11+、l1+、l1
‑
、fg1与进水罐温度传感器连接;端子12+、l2+、l2
‑
、fg2与出水罐温度传感器连接;端子13+、l3+、l3
‑
、fg3与风道i温度传感器连接;端子14+、l4+、l4
‑
、fg4与风道ii温度传感器连接。
20.前述的一种利用等离子熔融炉进行固废、危废资源化再利用生产线的自动控制系统,其特征在于:所述扩展plc端子lx3v
‑
2wt的端子fg1、f1+、f1
‑
、e1+、e1
‑
、s1+、s1
‑
与原料称重装置连接;端子fg2、f2+、f2
‑
、e2+、e2
‑
、s2+、s2
‑
与主炉称重装置连接。
21.前述的一种利用等离子熔融炉进行固废、危废资源化再利用生产线的自动控制系统,其特征在于:所述xfc500变频器的端子tb与直流电源24v
‑
连接,端子com与24v直流电的正极连接;端子485+、485
‑
分别与交流电的正负极连接;端子do1与cme之间连接有保险丝。
22.前述的一种利用等离子熔融炉进行固废、危废资源化再利用生产线的自动控制系统,其特征在于:所述市电主进水泵与市电备进水泵两者分别通过继电器kh5、kh6后,分别与闸刀开关km5、km6连接后,并联到380v电路中;所述市电主回水泵、市电备回水泵两者分别通过继电器kh7、kh8后,分别与闸刀开关km7、km8连接后,并联到380v电路中;所述市电二次回水泵顺次与继电器kh9、闸刀开关km9串联后并入380v电路中;所述发电主进水泵和发电备进水泵分别与继电器kh10、kh11串联后,再分别与闸刀开关km10、km11连接后,并入380v电路中;所述发电主回水泵、发电备回水泵分别与继电器kh12、kh13串联后,再分别与闸刀开关km12、km13连接后,并入380v电路中;所述发电二次回水泵顺次与继电器kh14、闸刀开关km14串联后并入380v电路中。
23.本实用新型的优点在于:结构简单,处理效果好,在等离子熔融炉中将固废垃圾加热到1400到1500℃溶流稳定流出,在离心拉丝机的作用下拉成丝绵,本系统集成控制,节省了大量的劳动力、且计量精准。
附图说明
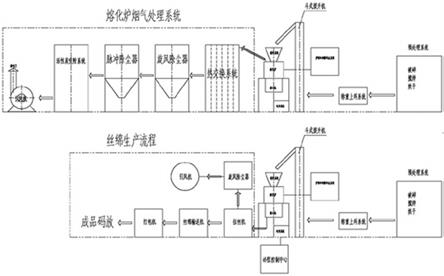
24.图1为本实用新型的结构示意图。
25.图2为本实用新型的电源电路图。
26.图3为本实用新型的动力装置电路图。
27.图4为本实用新型的备料输送装置电路图。
28.图5为本实用新型的通讯部分主控电路图。
29.图6为本实用新型的扩展plc端子plc
‑
16ex板一接线图。
30.图7为本实用新型的扩展plc端子plc
‑
16ex板二接线图。
31.图8为本实用新型的扩展plc端子plc
‑
16ex板三接线图。
32.图9为本实用新型的扩展plc端子plc
‑
16eyt板一接线图。
33.图10为本实用新型的扩展plc端子plc
‑
16eyt板二接线图。
34.图11为本实用新型的扩展plc端子plc
‑
4ad板一接线图。
35.图12为本实用新型的扩展plc端子plc
‑
4ad板二接线图。
36.图13为本实用新型的plc端子plc
‑
4ad板三接线图。
37.图14为本实用新型的plc端子plc
‑
4ad板四接线图。
38.图15为本实用新型的plc端子plc
‑
4ltc板一接线图。
39.图16为本实用新型的plc端子plc
‑
4ltc板二接线图。
40.图17为本实用新型的plc端子lx3v
‑
2wt接线图。
41.图18为本实用新型的变频器接线原理图。
42.图19为本实用新型的市电水泵电路连接图。
43.图20为本实用新型的发电水泵电路连接图。
44.图21为本实用新型的模拟量输入/ 输出端子图。
45.图22为本实用新型的温度4ltc/4pt端子图。
46.图23为本实用新型的温度4pt/称重2wt/柜外监控数字量端子图。
47.图24为本实用新型的柜外执行数字量/端子变频控制端子图。
48.图25为本实用新型的端子变频控制端子图一。
49.图26为本实用新型的端子变频控制端子图二。
具体实施方式
50.下面结合附图说明对,对本实用新型作进一步的阐述。
51.图1为本实用新型的优选方式,其显示了一种利用等离子熔融炉进行固废、危废的资源化利用生产线,包括预处理系统、称重机、提升机、进料斗、炉体及离心拉丝机冷却系统、等离子熔融炉、离心拉丝机、丝绵输送机、打包机、热交换系统、旋风除尘器、脉冲除尘器、活性炭吸附器、水箱、引风机、电源电路、扩展plc端子、发电二次回水泵,所述的称重机安装在提升机的前端;所述的预处理系统设置在称重机的前端,由破碎机和搅拌机和烘干机构成,将固废垃圾破碎成5
‑
8毫米的颗粒,加入配料搅拌,并烘干;所述提升机与称重机之间通过箱体连接;所述箱体内设置有第二输送带,所述第二输送带连接称重机和提升机,所述箱体是为了避免固废料在输送和提升中有飞灰产生;所述的提升机下料口的下方与进料斗连接;所述等离子熔融炉设置在进料斗的下方,并与等离子熔融炉的进料口连通;所述炉体及离心拉丝机冷却系统为缠绕在等离子熔融炉及离心拉丝机夹层内的水套层,通过水管与水泵连接,所述水泵的另一端与水箱的进入水管连接,为等离子熔融炉的炉体及离心拉丝机循环降温,避免温度过高而损坏炉体及离心拉丝机。
52.前述的利用等离子熔融炉进行固废、危废的资源化利用生产线,其特征在于:所述的等离子熔融炉的烟气管道与水循环式热交换系统连接使高温烟气瞬间降低400度以下;并依次与旋风除尘、脉冲除尘器、活性炭吸附器、引风机连接后将净化后的烟气排到大气中。
53.前述的利用等离子熔融炉进行固废、危废的资源化利用生产线,其特征在于:所述等离子熔融炉的熔融口向下顺次与离心拉丝机连接,熔融后的溶液滴落在离心拉丝机飞轮上,在离心拉丝机飞轮的旋转力的作用下将溶液拉成条状并有后端的风管吹落入丝绵第二输送带上。
54.前述的利用等离子熔融炉进行固废、危废的资源化利用生产线,其特征在于:所述离心拉丝机的左侧出料口与丝绵输送机连接,拉好的丝绵在输送机的输送下送至打包机装袋,并封口码放。
55.前述的利用等离子熔融炉进行固废、危废的资源化利用生产线,其特征在于:所述等离子熔融炉内底部设置有铬镁砖做成防火内衬。
56.前述的一种利用等离子熔融炉进行固废、危废资源化再利用生产线的自动控制系
统,其特征在于:该系统采用380v市电,并设有备用电源、通讯电路,市电电源通过闸刀与三项插座连接,三相插座与两个并联的三项插座串联为主机供电,其中一个插座与交直流转换器连接为系统提供24v直流电,辅助电源和plc电源均为220v交流电。所述电源电路并联有15kw风机、11kw风机、7.5kw甩丝离心机、5.5kw风机、5.5kw提升机料斗、5.5kw原料主螺旋机、4.0kw风机支路、备料下料、第一第二输送带、第二第二输送带、及备用支路,上述各支路分别通过xfc500变频器、启动开关串联后与主电路并联连接。
57.前述的一种利用等离子熔融炉进行固废、危废资源化再利用生产线的自动控制系统,其特征在于:所述通讯电路电压为24v直流电,采用网线通讯,设有p19150显示器、wecon生产的lx3v
‑
3624mt
‑
4h
‑
a型主控cpu
‑
plc;所述plc端子x0与急停按键连接,端子x1与自动信号灯连接,端子x2与自动启动键连接,端子x3与自动停止键连接,端子x4与暂停键连接,端子x5与备用电源灯连接,端子x6与主备用电源指示灯连接,端子x7与1#运行风机监视灯连接,端子x10与2#运行风机监视灯连接,端子x11与3#运行风机监视灯连接,端子x12与离心机运行监视灯连接,端子x13与1#螺旋配料机监视灯连接,端子x14与2#原料配料阀门监视灯连接,端子x15与3#原料配料阀门监视灯连接,端子x16与主螺旋配料机构指示灯连接,端子x17与原料搅拌运行监视灯连接,端子x20与搅拌螺旋配料运行指示灯连接,端子x21与原料提升斗升指示灯连接,端子x22与原料提升斗降指示灯连接,端子x23与备料螺旋运行指示灯连接,端子x24与原料备料斗旋转下降器指示灯连接,端子x25与原料备料斗振动器指示灯连接,端子x26与离心机冷却泵指示灯连接,端子x27与钢网第二输送带指示灯连接,端子x30与胶棉电极运行指示灯连接,端子x31与推包气缸指示灯连接,端子x32与压袋气缸指示灯连接,端子x33与压刀气缸指示灯连接,端子x34与主炉冷却主进水泵指示灯连接,端子x35与主炉冷却备用进水泵指示灯连接,端子x36与主炉冷却发电主进水泵指示灯连接,端子x37与主炉冷却发电备进水泵指示灯连接,端子x40与主炉冷却市电主回水泵指示灯连接,端子x41主炉冷却市电备回水泵指示灯连接,端子x42与主炉冷却发电主回水泵指示灯连接,端子x43与主炉冷却发电备回水泵指示灯连接;端子com0、com1、com2、com3、com4,com5、com6、com7并联后接入24v直流电路中,所述扩展plc端子plc
‑
16ex、plc
‑
16eyt、plc
‑
4ad、plc
‑
4ltc、lx3v
‑
2wt均与24v直流电为电源。
58.前述的一种利用等离子熔融炉进行固废、危废资源化再利用生产线的自动控制系统,其特征在于:所述扩展plc端子plc
‑
16ex设置有三块板,板一的端子x0与主炉冷却市电二次回水泵指示灯连接,端子x1与主炉冷却发电二次回水泵指示灯连接,端子x3与观察门关到位传感器连接;端子x4与观察门开门按键连接,端子x5与观察门关门按键连接,端子x6、x7分别与观察门升降传感器连接;端子x10
‑
x16分别与观察门2观察门关到位传感器、开门按键、关门按键、升降传感器连接。
59.前述的一种利用等离子熔融炉进行固废、危废资源化再利用生产线的自动控制系统,其特征在于:所述扩展plc端子plc
‑
16ex板二的端子x0
‑
x4分别与2#电极抓手送到位传感器、夹到位传感器、手动原料配料启停按键、手动备料下料按键连接;端子x5
‑
x7分别于4#风机监控传感器、bx
‑
1、bx
‑
2连接;端子x10
‑
x17分别与1#风机、2#风机、3#风机、4#风机故障检测传感器、离心机故障、1#原料配料故障、原料主螺旋故障、原料搅拌故障传感器连接。
60.前述的一种利用等离子熔融炉进行固废、危废资源化再利用生产线的自动控制系统,其特征在于:所述扩展plc端子plc
‑
16ex板三的端子x0
‑
x5分别与搅拌螺旋故障、原料提
升斗故障、备料螺旋故障、备料螺旋下料故障、钢网第二输送带故障、搅棉电机故障传感器连接;x6
‑
x17分别与主炉冷却的市电主进水泵、市电备进水泵、发电主进水泵、发电备进水泵、市电主回水泵、市电备回水泵、发电主回水泵、发电备回水泵、市电二次回水泵、发电二次回水泵的故障传感器连接。
61.前述的一种利用等离子熔融炉进行固废、危废资源化再利用生产线的自动控制系统,其特征在于:所述扩展plc端子plc
‑
16eyt设置有两块板,板一的端子y0
‑
y5分别通过串联的继电器与2#观察口门、1#观察摄像升降器、2#观察口摄像升降器、钢网第二输送带、卷棉电机、炉下离心机串联,端子x6
‑
x7分别与15kw风机、11kw风机;端子y10
‑
y17分别通过串联的继电器与5.5kw风机、4.0kw风机、主炉市电冷却进水泵、主炉冷却市电备进水泵、主炉发电冷却主进水泵、主炉冷却发电备进水泵、主炉试单冷却主出水泵、主炉冷却市电备出水泵串联。
62.前述的一种利用等离子熔融炉进行固废、危废资源化再利用生产线的自动控制系统,其特征在于:所述扩展plc端子plc
‑
16eyt板二的端子y0
‑
y5分别通过继电器与主炉冷却发电主出水泵、主炉冷却发电备出水泵、主炉冷却市电二次出水泵、主炉冷却发电二次出水泵、发电机运行执行接口连接;端子x6
‑
x7分别通过继电器与主炉加热管、备用接线连接;端子y10与自动运行指示灯连接后接入24v直流电中,端子y11与故障蜂鸣器连接后接入24v直流电中。
63.前述的一种利用等离子熔融炉进行固废、危废资源化再利用生产线的自动控制系统,其特征在于:所述扩展plc端子plc
‑
4ad共有四块板,其中板一的端子v11+、v1+并联后与v11
‑
为进水槽液位传感器供电;v2+与v12+并联后,再与v12
‑
为出水罐液位传感器供电;端子v3+和v13+并联后,再与v13
‑
为1#风压传感器供电;端子v4和v14+并联后与v14
‑
为2#风压传感器供电。
64.前述的一种利用等离子熔融炉进行固废、危废资源化再利用生产线的自动控制系统,其特征在于:所述扩展plc端子plc
‑
4ad的板二的端子v11+、v1+并联后与v11
‑
为3#风压传感器供电;v2+与v12+并联后,再与v12
‑
为4#风压传感器供电;端子v3+和v13+并联后,再与v13
‑
为b
‑
j1供电;端子v4和v14+并联后与v14
‑
为b
‑
j2供电。
65.前述的一种利用等离子熔融炉进行固废、危废资源化再利用生产线的自动控制系统,其特征在于:所述扩展plc端子plc
‑
4ad的板三、板四的端子v11+、v1+、v11
‑
分别与励磁电机b
‑
c1、b
‑
c5连接;端子v2、v12+、v12
‑
分别与励磁电机b
‑
c2、b
‑
c6连接;端子v3、v13+、v13
‑
分别与励磁电机b
‑
c3、b
‑
c7连接;端子v4、v14+、v14
‑
分别与励磁电机b
‑
c4、b
‑
c8连接。
66.前述的一种利用等离子熔融炉进行固废、危废资源化再利用生产线的自动控制系统,其特征在于:所述扩展plc端子plc
‑
4ltc共有两块板,其中板一的端子l1
‑
、l1+、fg1与主炉温度传感器连接,端子fg2、l2+、l2
‑
与主炉下方口温度传感器连接,端子fg3、l3+、l3
‑
与主炉进水温度传感器连接,端子gf4、l4+、l4
‑
与温度控制连接。
67.前述的一种利用等离子熔融炉进行固废、危废资源化再利用生产线的自动控制系统,其特征在于:所述扩展plc端子plc
‑
4ltc的板二端子11+、l1+、l1
‑
、fg1与进水罐温度传感器连接;端子12+、l2+、l2
‑
、fg2与出水罐温度传感器连接;端子13+、l3+、l3
‑
、fg3与风道i温度传感器连接;端子14+、l4+、l4
‑
、fg4与风道ii温度传感器连接。
68.前述的一种利用等离子熔融炉进行固废、危废资源化再利用生产线的自动控制系
统,其特征在于:所述扩展plc端子lx3v
‑
2wt的端子fg1、f1+、f1
‑
、e1+、e1
‑
、s1+、s1
‑
与原料称重装置连接;端子fg2、f2+、f2
‑
、e2+、e2
‑
、s2+、s2
‑
与主炉称重装置连接。
69.前述的一种利用等离子熔融炉进行固废、危废资源化再利用生产线的自动控制系统,其特征在于:所述xfc500变频器的端子tb与直流电源24v
‑
连接,端子com与24v直流电的正极连接;端子485+、485
‑
分别与交流电的正负极连接;端子do1与cme之间连接有保险丝。
70.前述的一种利用等离子熔融炉进行固废、危废资源化再利用生产线的自动控制系统,其特征在于:所述市电主进水泵与市电备进水泵两者分别通过继电器kh5、kh6后,分别与闸刀开关km5、km6连接后,并联到380v电路中;所述市电主回水泵、市电备回水泵两者分别通过继电器kh7、kh8后,分别与闸刀开关km7、km8连接后,并联到380v电路中;所述市电二次回水泵顺次与继电器kh9、闸刀开关km9串联后并入380v电路中;所述发电主进水泵和发电备进水泵分别与继电器kh10、kh11串联后,再分别与闸刀开关km10、km11连接后,并入380v电路中;所述发电主回水泵、发电备回水泵分别与继电器kh12、kh13串联后,再分别与闸刀开关km12、km13连接后,并入380v电路中;所述发电二次回水泵顺次与继电器kh14、闸刀开关km14串联后并入380v电路中。
71.上述是对本实用新型的详细阐述,本文中应用了具体个例对本实用新型的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本实用新型的方法及其核心思想。应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以对本实用新型进行若干改进和修饰,这些改进和修饰也落入本实用新型权利要求的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1