一种电池中电极极片的生产方法与流程
[0001]
本发明涉及电池生产技术领域,尤其是一种电池中电极极片的生产方法。
背景技术:
[0002]
目前锂离子电池正极极片的制作需要先将正极材料,添加剂,nmp进行制浆,再涂覆在集流体上,而后进行烘干;制浆过程采用的设备普遍为行星搅拌机或者自动混料机,其主要适用于液相混料。
[0003]
现有方案采用nmp作为溶剂制备成锂离子电池正极浆料,然后进行烘烤,使得nmp挥发,达到干燥极片的作用。首先nmp在电池制造中成本占比位5-15%;同时其具有生物毒性,需要环保处理;再者需要烘烤,能耗成本高,生产效率低。
技术实现要素:
[0004]
本发明是为了解决现有技术存在生产成本高且环保效果差的不足,提供一种无需溶剂的新型固相混料方式,能够降低成本,符合环保理念,且结构简单,使用方便的电池中电极极片的生产方法。
[0005]
以上技术问题是通过下列技术方案解决的:
[0006]
一种电池中电极极片的生产方法,所述方法包括如下步骤:
[0007]
一:设备安装:其中设备包括:进料漏斗、风机、第一混料罐、第二混料罐、纤维化罐、储料仓、集料罐和极片制作器和若干导管,第一混料罐底端安装在第二混料罐顶端,第一混料罐中部通过若干组第一导管连通安装在第二混料罐上端;第一混料罐顶端通过第二导管连通安装在第二混料罐下端,第二混料罐底端安装在纤维化罐顶端,储料仓设置在纤维化罐的一侧,纤维化罐上端通过第三导管连通安装在储料仓上端,储料仓上端通过第四导管连通安装在纤维化罐下端,纤维化罐与储料仓底端均通过第五导管连接在集料罐上端,集料罐下端通过第六导管连接在极片制作器上,第一导管和/或第四导管上设有用于推动气体流动的风机,第二导管和/或第四导管上设有用于冷却的冷却器和用于干燥的干燥箱,在第一导管的风机两侧分别设置第一泄压阀和第二泄压阀,在第一导管与进料漏斗之间设置进料阀;在第二导管上设置第一平衡阀;在第四导管的风机两侧分别设置第三泄压阀和第四泄压阀,在靠近纤维化罐的第四导管上设置第二平衡阀;在第一混料罐与第二混料罐的连接处设置第一卸料阀;在第二混料罐与纤维化罐的连接处设置第二卸料阀;在纤维化罐与第五导管的连接处和储料仓与第五导管的连接处分别设置第三卸料阀和第四卸料阀;
[0008]
二:启动第一混料罐和第二混料罐,关闭第一泄压阀和第二泄压阀,关闭第一卸料阀和第二卸料阀,开启第一平衡阀,启动第二导管上风机使混料部分形成内部循环风后,启动第二导管上的冷却器和干燥箱;
[0009]
三:进料:开启进料阀,投放物料;
[0010]
四:第一次混料:第一混料器采用螺旋管道,物料跟随气流进行螺旋式混料;
[0011]
五:第二次混料:关闭进料阀,打开第一泄压阀、第二泄压阀和第一卸料阀,待物料进入第二混料罐后,关闭第一泄压阀,打开进料阀,利用第二混料器的多孔出气方式进行第二次混料;
[0012]
六:关闭第三泄压阀、第四泄压阀、第三卸料阀和第四卸料阀,开启第二平衡阀,启动第四导管上的风机使纤维化部分形成内部循环风后,启动第四导管上的冷却器和干燥箱;
[0013]
七:混合物料纤维化:关闭进料阀,打开第一泄压阀、第二泄压阀、第三泄压阀、第四泄压阀和第二卸料阀,待第二混料罐中的物料进入纤维化罐后,关闭第二卸料阀,混合物料跟随气流撞击到纤维化器的细丝网格上,形成拉丝效果;
[0014]
八:出料:拉丝后的混合物料进入集料罐;
[0015]
九:极片制作:拉丝后的混合物料送入极片制作器,利用辊筒辊压作用,将物料辊压至集流体上,制作极片;
[0016]
十:收卷:将制好的极片收卷。
[0017]
作为本发明进一步的方案:步骤一中,所述第一导管的数量为两组,且每组的第一导管上均设有风机、进料漏斗、进料阀、第一泄压阀和第二泄压阀。
[0018]
作为本发明进一步的方案:步骤三中,投放的物料为极片制作物料,包括正电极片制作物料或负电极片制作物料,其中正电极片制作的物料包括:90-97.99%的正电极材料、1-4%粘结剂、1%-5%导电剂和0.01-1%补锂剂;其中负电极片制作的物料包括:90%-98%负电极材料和2%-10%粘结剂。
[0019]
作为本发明进一步的方案:物料的颗粒直径不大于30mm。
[0020]
作为本发明进一步的方案:步骤四中所述的双螺旋管道的孔径为0.1-30cm。
[0021]
作为本发明进一步的方案:步骤四中,第一次混料的时间为0.01h-5h。
[0022]
作为本发明进一步的方案:步骤五中,第二次混料的时间为0.01h-5h。
[0023]
作为本发明进一步的方案:步骤七中,气流的进气口为2n,n=1-100,气口直径0.1-30cm,呈斜切圆边分布,同时当n≥2时,所有进气口可同一水平设置或者在不同水平高度设置。
[0024]
作为本发明进一步的方案:步骤七中,所述细丝网格的细丝为直径0.01-1mm。
[0025]
本发明能够达到如下效果:
[0026]
本发明提供了一种电池中电极极片的生产方法,与现有技术相比,本发明的有益效果是:提供一种无需溶剂的新型固相混料方式,能够降低成本,符合环保理念,且结构简单,使用方便。
附图说明
[0027]
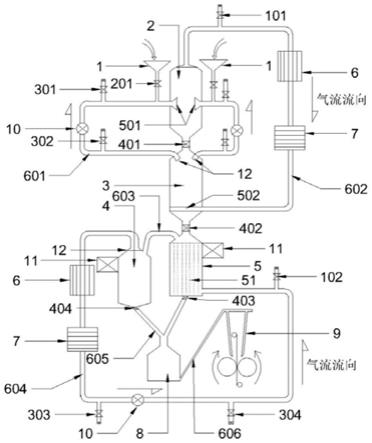
图1是本发明实施例中生产设备的一种整体结构示意图;
[0028]
图2是本发明实施例中极片制作器的一种结构原理图;
[0029]
图3是本发明实施例中极片制作器的一种平面结构示意图。
[0030]
图中各附图标记为:进料漏斗1,第一混料罐2,第二混料罐3,纤维化罐4,储料仓5,纤维化器51,细丝网格511,冷却器6,干燥箱7,集料罐8,极片制作器9,风机10,偏振器11,防尘器12,第一平衡阀101,第二平衡阀102,进料阀201,第一泄压阀301,第二泄压阀302,第三
泄压阀303,第四泄压阀304,第一卸料阀401,第二卸料阀402,第三卸料阀403,第四卸料阀404,第一混料器501,第二混料器502,第一导管601,第二导管602,第三导管603,第四导管604,第五导管605,第六导管606,集流体90,第一辊筒91,辊筒组92,第二辊筒93,料斗94。
具体实施方式
[0031]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0032]
实施例,一种电池中电极极片的生产方法,参见图1-3所示,所述方法包括如下步骤:
[0033]
一:设备安装:其中设备包括:进料漏斗1、风机10、第一混料罐2、第二混料罐3、纤维化罐4、储料仓5、集料罐8和极片制作器9和若干导管,第一混料罐2底端安装在第二混料罐3顶端,第一混料罐2中部通过若干组第一导管601连通安装在第二混料罐3上端;第一混料罐2顶端通过第二导管602连通安装在第二混料罐3下端;第二混料罐3底端安装在纤维化罐4顶端,储料仓5设置在纤维化罐4的一侧,纤维化罐4上端通过第三导管603连通安装在储料仓5上端,储料仓5上端通过第四导管604连通安装在纤维化罐4下端,纤维化罐4与储料仓5底端均通过第五导管605连接在集料罐8上端,集料罐8下端通过第六导管606连接在极片制作器9上,第一导管601和/或第四导管604上设有用于推动气体流动的风机10,第二导管和/或第四导管上设有用于冷却的冷却器6和用于干燥的干燥箱7,在第一导管601的风机10两侧分别设置第一泄压阀301和第二泄压阀302,在第一导管601与进料漏斗1之间设置进料阀201;在第二导管602上设置第一平衡阀101;在第四导管604的风机10两侧分别设置第三泄压阀303和第四泄压阀304,在靠近纤维化罐4的第四导管604上设置第二平衡阀102;在第一混料罐2与第二混料罐3的连接处设置第一卸料阀401;在第二混料罐3与纤维化罐4的连接处设置第二卸料阀402;在纤维化罐4与第五导管605的连接处和储料仓5与第五导管605的连接处分别设置第三卸料阀403和第四卸料阀404;二:启动第一混料罐2和第二混料罐3,关闭第一泄压阀301和第二泄压阀302,关闭第一卸料阀401和第二卸料阀402,开启第一平衡阀102,启动第二导管602上风机10使混料部分形成内部循环风后,启动第二导管602上的冷却器6和干燥箱7;三:进料:开启进料阀201,投放物料;四:第一次混料:第一混料器501采用螺旋管道,物料跟随气流进行螺旋式混料;五:第二次混料:关闭进料阀,打开第一泄压阀301、第二泄压阀302和第一卸料阀401,待物料进入第二混料罐3后,关闭第一泄压阀301,打开进料阀201,利用第二混料器502的多孔出气方式进行第二次混料;六:关闭第三泄压阀303、第四泄压阀304、第三卸料阀403和第四卸料阀404,开启第二平衡阀102,启动第四导管604上的风机10使纤维化部分形成内部循环风后,启动第四导管604上的冷却器6和干燥箱7;七:混合物料纤维化:关闭进料阀201,打开第一泄压阀301、第二泄压阀302、第三泄压阀303、第四泄压阀304和第二卸料阀402,待第二混料罐3中的物料进入纤维化罐4后,关闭第二卸料阀402,混合物料跟随气流撞击到纤维化器51的细丝网格511上,形成拉丝效果;八:出料:拉丝后的混合物料进入集料罐8;九:极片制作:拉丝后的混合物料送入极片制作器9,利用辊筒辊压作用,将物料辊压至集流体90上,制作极片;十:收卷:将制好的极片收卷。
[0034]
本实施例的步骤一中,所述第一导管的数量为两组,且每组的第一导管上均设有风机、进料漏斗、进料阀、第一泄压阀和第二泄压阀。
[0035]
本实施例的步骤三中,投放的物料为极片制作物料,包括正电极片制作物料或负电极片制作物料,其中正电极片制作的物料包括:90-97.99%的正电极材料、1-4%粘结剂、1%-5%导电剂和0.01-1%补锂剂;其中负电极片制作的物料包括:90%-98%负电极材料和2%-10%粘结剂。
[0036]
本实施例的步骤三中,正电极材料为三元正极材料,但其他实施例不限于此,可以是锂电池正极材料中的一种或多种,常见的锂离子电池正极材料有lfp、lco、lncmo、lmo、lto等。本实施例中负电极材料包括锂离子电池负极材料的一种或多种,常见的锂离子电池负极材料有lto、石墨、硅碳等。
[0037]
本实施例中物料的颗粒直径不大于30mm。步骤四中所述的螺旋管道的孔径为0.1-30cm。步骤四中,第一次混料的时间为0.01h-5h。步骤四中,螺旋管道为双螺旋管道,但其他实施例不限于此,也可以是若干数量的双螺旋管道的任意叠加。步骤五中,第二次混料的时间为0.01h-5h。
[0038]
本实施例中第一次混料时长由风速而定,每次物料达到限位口进行卸料,限位口可设置在混料口与阀位距离2/3以下的任何高度,具体高度由混料罐体的高度和混料口安装位置而定。第二次混料时长为0.01-t(h),其中t为第一次混料开阀的间隔时间。
[0039]
本实施例中极片制作方式与收卷方式属于现有技术。本实施例中纤维化罐中设有纤维化器,本实施例中拉丝效果由纤维化器51完成。
[0040]
本实施例中所述纤维化罐4和储料仓5上设有用于防止罐壁粘料的偏振器11。步骤九中极片制作器9包括料斗94,所述料斗94上端、中端和下端分别设有第一辊筒91、辊筒组92和第二辊筒93,所述辊筒组92为两个相对布置且旋转方向相反的辊筒,所述第一辊筒91与第二辊筒93和/或辊筒组92之间均设有用于制作电极极片的集流体90。
[0041]
本实施例中步骤七中,气流的进气口为2n,n=1-100,气口直径0.1-30cm,呈斜切圆边分布,同时当n≥2时,所有进气口可同一水平设置或者在不同水平高度设置。所述细丝网格的细丝为直径0.01-1mm,材料为高分子材料或者金属钛丝或金属丝表面喷涂陶瓷层等。
[0042]
本发明提供了一种电池中电极极片的生产方法,能够降低成本,符合环保理念,且结构简单,使用方便,可靠性高。
[0043]
以上所述仅为本发明的优选实施例,并非因此即限制本发明的专利保护范围,凡是运用本发明说明书及附图内容所作的等效结构变换,直接或间接运用在其他相关的技术领域,均同理包括在本发明的保护范围内。对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
[0044]
此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当
将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1