断路器的集成式生产系统的制作方法
[0001]
本发明涉及一种断路器壳体的定位柱上自动化装配导管的技术领域,尤其是一种断路器的集成式生产系统。
[0002]
背景技术:
[0003]
目前,对于断路器的定位柱上装配防尘圈、以及定位柱与导管之间的套接装配,采用人工将导管和防尘圈套于断路器的定位柱上装配定位,然后在手动下压,以将导管装配到位,然而采用该生产方式,存在以下缺陷:1、断路器的定位柱与导管之间的套接装配的效率低下;2、大批量操作时,需要大量人工进行加工操作,使得人工成本和加工成本提升,且人工劳动强度也较大;3、且手动下压的压力有限,容易发生导管装配不到位的情况;4、导致企业需要将其它岗位的员工调派至切割及收集岗位,从而使得企业无法有效调配、利用人力资源。
[0004]
技术实现要素:
[0005]
本发明的目的是为了解决上述技术的不足而设计的一种提升定位柱与导管之间的相互套接装配的工作效率,降低人工成本和人工劳动强度的一种断路器的集成式生产系统。
[0006]
本发明所设计的一种断路器的集成式生产系统,其特征在于,包括plc控制器、工作台、分度式旋转盘、固定盘、导管压紧机构、安装于工作台上的分度式旋转驱动装置、断路器壳体上料机构、防尘圈装配机构、导管装配机构和卸料机构,分度式旋转盘的中心部位固定于分度式旋转驱动装置上的旋转部上;断路器壳体上料机构、防尘圈装配机构、导管装配机构和卸料机构环绕位于分度式旋转盘旁侧,并且呈环形阵列设置;导管压紧机构设置于导管装配机构和卸料机构之间,导管压紧机构分别与导管装配机构和卸料机构之间的夹角角度为45
°
设置,且分度式旋转驱动装置驱动分度式旋转盘每一次旋转角度为45
°
,以将前一工位处的工件定位件位移输送至下一工位;分度式旋转盘的边侧位置设置有八个呈环形阵列设置的工件定位机构,断路器壳体上料机构、防尘圈装配机构、导管装配机构、卸料机构和导管压紧机构的位置分别与五个工件定位机构相互对应;断路器壳体上料机构包括上料输送机构和位于上料输送机构出料端的上料抓取机械手,上料抓取机械手与分度式旋转盘上任意一工件定位机构的位置对应;防尘圈装配机构包括防尘圈抓取机械手和位于防尘圈抓取机械手下方的防尘圈震动送料装置,防尘圈抓取机械手分别与分度式旋转盘上任意一工件定位机构和防尘圈震动送料装置出料端的位置对应;
导管装配机构包括导管抓取机械手和位于导管抓取机械手下方的导管送料装置,导管抓取机械手与分度式旋转盘上任意一工件定位机构和导管送料装置的出料端的位置对应;卸料机构包括卸料抓取机械手和位于卸料抓取机械手下方的卸料轨道,卸料轨道上设置有卸料通道,卸料抓取机械手分别与卸料通道和分度式旋转盘上任意一工件定位机构的位置对应;上料输送机构、上料抓取机械手、防尘圈抓取机械手、防尘圈震动送料装置、导管抓取机械手、导管送料装置、卸料抓取机械手和导管压紧机构均与plc控制器相连并受其控制;其中,上料输送机构将断路器壳体输送至其出料端,上料抓取机械手将上料输送机构出料端处的断路器壳体抓取并运输至空置工件定位机构的定位槽中;防尘圈抓取机械手将防尘圈震动送料装置出料端处的防尘圈抓取后套至经分度式旋转盘旋转输送过来的断路器壳体内的定位柱上;导管抓取机械手将导管送料装置出料端处的导管抓取后装配至经分度式旋转盘旋转输送过来的断路器壳体内的定位柱上;导管压紧勾将经分度式旋转盘旋转输送过来的断路器壳体上的导管进行下压,使得断路器壳体上的导管与定位柱之间紧密配合,以完成断路器上的导管装配而形成断路器工件;卸料抓取机械手将经分度式旋转盘旋转输送过来的断路器工件进行抓取并输送至卸料通道内进行卸料。
[0007]
作为优选,断路器壳体上料机构包括固定于工作台上的升降气缸、固定于升降气缸的活塞杆端部的上料架、第一气缸夹爪、旋转轴和分别固定于上料架相对应两端的旋转气缸和轴承座,旋转轴两端分别与轴承座上的轴承和旋转气缸的转轴固定相连,第一气缸夹爪固定于旋转轴上,并分别与任一工件定位机构的位置和上料输送机构的位置对应,上料输送机构采用皮带输送机,升降气缸和旋转气缸、第一气缸夹爪通过气泵与plc控制器相连并受其控制,皮带输送机与plc控制器相连并受其控制。
[0008]
作为优选,防尘圈震动输送装置包括固定于工作台上的第一平振器、安装于第一平振器上的第一直线输送轨道、以及位于第一直线输送轨道出料端处的防尘圈过渡台,防尘圈过渡台通过支架固定于工作台上,直线输送轨道上设置有直线输送通道,防尘圈过渡台上设置有防尘圈过渡槽,防尘圈过渡槽上设置有弹性伸缩设置的支撑座、与直线输送通道的出料端口连通的缺口和通孔,第一平振器与plc控制器相连并受其控制,支撑座的支撑柱体插入通孔内。
[0009]
作为优选,防尘圈抓取机械手包括固定于工作台上的架体、安装于架体上的横向推移机构和固定于横向推移机构上的安装板,安装板上固定有呈垂直设置的第一升降气缸、位于第一升降气缸下方的第二升降气缸、位于第二升降气缸下方的第一导向块和位于第一导向块下方的第二导向块,第一升降气缸的活塞杆上固定有第一升降板,第二导向块的下方设置有第二升降板,第一升降板的底部固定有导向柱体,且导向柱体贯穿第一导向块的导向孔与第二升降板固定相连,第二升降气缸的活塞杆上固定有扩张器,扩张器的底端设置有锥体部,第二升降板的底部固定有定位套,且扩张器对应插入定位套的内孔中,定位套对应插入第二导向块的导向孔内,定位套的内孔中设置有多根环形阵列设置的竖直爪体、定位环套和弹簧,扩张器的外周侧面设置有至少多个呈环形阵列设置的竖直通槽,竖直
爪体对应插入竖直通道内,且竖直爪体的底端和锥体部的底端部均从定位套的内孔底端口伸出,竖直爪体的底端与定位套底端之间的伸出距离大于锥体部的底端与定位套底端之间的伸出距离,多根竖直爪体顶端设置于定位环套的底面,且定位环套限位于定位套内孔的内壁台阶上,弹簧的两端分别与台阶和第二升降板底面抵触,弹簧套于扩张器上;第一升降气缸和第二升降气缸通过气泵与plc控制器相连并受其控制;其中,横向推移机构推动安装板位移后使定位套于防尘圈过渡槽或断路器壳体的定位柱位置对应。
[0010]
作为优选,支撑座包括多根支撑体和置于过渡槽的通孔内的支撑柱,各竖直爪体分别与各支撑体位置对应,多根支撑体亦呈环形阵列设置,防尘圈过渡台底面设置有安装槽和分别与防尘圈过渡槽和安装槽连通的多个环形阵列设置穿孔,支撑体对应贯穿穿孔,当防尘圈进入防尘圈过渡槽后,防尘圈被环形阵列设置的多根支撑体定位包围而定位,安装槽内设置有支撑板和弹簧,多根支撑体和支撑柱的底端均设置于支撑板上,且弹簧的两端分别与支撑板和支架的顶面抵触。
[0011]
作为优选,横向推移机构包括与安装板固定相连的横向推移板、固定于架体上的横向推移气缸和横向推移导向块,架体上设置有横向推移滑道,横向推移导向块对应嵌入横向推移滑道内,横向推移板固定于横向推移导向块上,横向推移导向块上固定有连接板,连接板上固定有导向杆,架体上固定导向板,导向杆对应插入导向孔内,横向推移气缸的活塞杆与横向推移板固定相连,横向推移气缸通过气泵与plc控制器相连并受其控制。
[0012]
作为优选,导管抓取机械手均包括固定于工作台上的上料支架、固定于上料支架上的水平位移驱动机构和固定于水平位移驱动机构的水平位移滑块上的垂直位移驱动机构,垂直位移驱动机构的垂直位移滑块上固定有第二气缸夹爪,垂直位移驱动机构水平位移至分度式旋转盘上方后,第二气缸夹爪与工件定位机构对应;其中,导管抓取机械手的水平位移驱动机构位于导管送料装置上方。
[0013]
作为优选,水平位移驱动机构包括水平固定板、水平固定于水平固定板上的水平直线导轨以及固定于水平固定板上的水平推移气缸,垂直位移驱动机构固定于水平直线导轨的滑块上,水平推移气缸的活塞杆端部与垂直位移驱动机构固定相连,水平推移气缸通过气泵与plc控制器相连并受其控制。
[0014]
作为优选,垂直位移驱动机构包括垂直固定板、垂直固定于垂直固定板上的垂直直线导轨以及固定于垂直固定板上的垂直推移气缸,垂直直线导轨的滑块上固定有垂直位移板,第二气缸夹爪固定于垂直位移板上,垂直推移气缸的活塞杆端部与垂直位移板固定相连,垂直推移气缸和第二气缸夹爪通过气泵与plc控制器相连并受其控制。
[0015]
作为优选,导管送料装置包括推送气缸、固定于工作台上的送料架、固定于送料架上的推送导轨、及推送块,推送导轨上设置有推送通道,推送通道的一端口处固定推送气缸,且推送块置于推送通道内,推送气缸的活塞杆端部与推送块固定相连,推送导轨上固定有进料块,进料块上设置有进料通道和位于进料通道底端的出料缺口,推送块上设置有与进料通道位置对应的插孔,推送块位移后插孔被推出使插孔与第二气动夹爪位置对应,推送气缸通过气泵与plc控制器相连并受其控制。
[0016]
作为优选,分度式旋转驱动装置上设置有旋转套和置于旋转套内的固定轴,分度式旋转盘的中心部位固定于旋转套上,固定轴上固定有固定盘,固定盘上固定有两个定位气缸夹爪,且两个定位气缸夹爪的位置分别与导管装配机构处的工件定位机构和防尘圈装
配机构的工件定位机构对应,定位气缸夹爪的两个夹爪呈相互平行状态后对工件定位机构内断路器壳体的定位柱进行夹持定位,两个定位气缸夹爪通过气泵与plc控制器相连并受其控制。
[0017]
作为优选,压紧机构包括固定于固定盘上的安装架和固定于安装架上的压紧气缸,压紧气缸的活塞杆端部固定于压块,压块的位置与断路器壳体上导管位置对应,压紧气缸通过气泵与plc控制器相连并受其控制。
[0018]
作为优选,卸料抓取机械手包括固定于工作台上的卸料支架、竖直直线导轨,卸料支架上固定有卸料旋转气缸,卸料旋转气缸的旋转轴上固定有摆杆,卸料旋转气缸的缸体上固定有第一固定板,固定板固定有横向直线导轨,横向直线导轨的滑块上固定有第二固定板,第二固定板与竖直直线导轨的滑块固定相连,竖直直线导轨底端固定有第三气缸夹爪,摆杆的端部与竖直直线导轨顶端销轴铰接,第三气缸夹爪通过气泵与plc控制器相连并受其控制。
[0019]
作为优选,卸料轨道呈倾斜式固定于工作台上,卸料轨道的卸料通道为y型卸料通道,y型卸料通道的通道交汇点通过转轴安装有挡板,且卸料轨道的底部固定有旋转电机,旋转电机的转轴与挡板的转轴固定相连。
[0020]
本发明所设计的一种槟榔的切割及收集设备,其利用连续式的带定位柱的断路器壳体上料定位、自动对定位柱进行装配防尘圈、自动对定位柱套接导管、自动对导管下压到位、自动对装配完成的断路器工件的卸料而下料,使得进一步达到大幅度提升断路器的定位柱与导管之间套接装配加工的工作效率,同时降低人工成本、加工成本和人工劳动强度,并且导管下压时装配到位的技术效果,可使得企业有效利用人力资源,并且收集方便,无需人工操作,避免人工装配导致导管装配不到位的情况发生。
[0021]
附图说明
[0022]
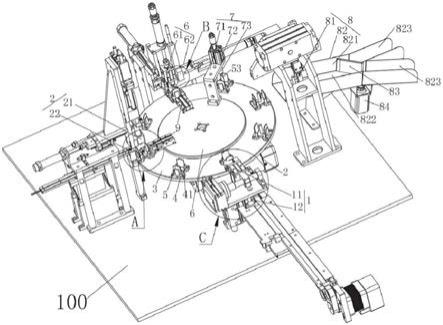
图1是整体结构示意图(一);图2是e处局部放大图;图3是整体结构示意图(二);图4是a处局部放大图;图5是b处局部放大图;图6是c处局部放大图;图7是防尘圈抓取机械手结构示意图(一);图8是防尘圈抓取机械手结构示意图(二);图9是d处局部放大图;图10是导管抓取机械手结构示意图;图11是防尘圈过渡台结构示意图;图12是防尘圈过渡台爆炸视图;图13是防尘圈过渡台爆炸视图。
[0023]
具体实施方式
[0024]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员所获得的所有其他实施例,都属于本发明保护的范围。
[0025]
实施例:如附图所示,本实施例所描述的一种断路器的集成式生产系统,其特征在于,包括plc控制器、工作台100、分度式旋转盘3、固定盘6、导管压紧机构7、安装于工作台100上的分度式旋转驱动装置2、断路器壳体上料机构1、防尘圈装配机构2、导管装配机构6和卸料机构8,分度式旋转盘3的中心部位固定于分度式旋转驱动装置2上的旋转部上;断路器壳体上料机构1、防尘圈装配机构2、导管装配机构6和卸料机构8环绕位于分度式旋转盘3旁侧,并且呈环形阵列设置;导管压紧机构7设置于导管装配机构6和卸料机构8之间,导管压紧机构7分别与导管装配机构6和卸料机构8之间的夹角角度为45
°
设置,且分度式旋转驱动装置2驱动分度式旋转盘每一次旋转角度为45
°
,以将前一工位处的工件定位件位移输送至下一工位;分度式旋转盘3的边侧位置设置有八个呈环形阵列设置的工件定位机构4,断路器壳体上料机构1、防尘圈装配机构2、导管装配机构6、卸料机构8和导管压紧机构7的位置分别与五个工件定位机构4相互对应;断路器壳体上料机构1包括上料输送机构12和位于上料输送机构12出料端的上料抓取机械手11,上料抓取机械手11与分度式旋转盘3上任意一工件定位机构4的位置对应;防尘圈装配机构2包括防尘圈抓取机械手21和位于防尘圈抓取机械手21下方的防尘圈震动送料装置22,防尘圈抓取机械手21分别与分度式旋转盘3上任意一工件定位机构4和防尘圈震动送料装置22出料端的位置对应;导管装配机构6包括导管抓取机械手61和位于导管抓取机械手61下方的导管送料装置62,导管抓取机械手61与分度式旋转盘3上任意一工件定位机构4和导管送料装置62的出料端的位置对应;卸料机构8包括卸料抓取机械手81和位于卸料抓取机械手81下方的卸料轨道82,卸料轨道82上设置有卸料通道821,卸料抓取机械手81分别与卸料通道821和分度式旋转盘3上任意一工件定位机构4的位置对应;上料输送机构12、上料抓取机械手11、防尘圈抓取机械手21、防尘圈震动送料装置22、导管抓取机械手61、导管送料装置62、卸料抓取机械手81和导管压紧机构7均与plc控制器相连并受其控制。
[0026]
其中,上料输送机构将断路器壳体输送至其出料端,上料抓取机械手将上料输送机构出料端处的断路器壳体抓取并运输至空置工件定位机构的定位槽中;防尘圈抓取机械手将防尘圈震动送料装置出料端处的防尘圈抓取后套至经分度式旋转盘旋转输送过来的断路器壳体内的定位柱上;导管抓取机械手将导管送料装置出料端处的导管抓取后装配至经分度式旋转盘旋转输送过来的断路器壳体内的定位柱上;导管压紧勾将经分度式旋转盘旋转输送过来的断路器壳体上的导管进行下压,使得断路器壳体上的导管与定位柱之间紧密配合,以完成断路器上的导管装配而形成断路器工件;卸料抓取机械手将经分度式旋转盘旋转输送过来的断路器工件进行抓取并输送至卸料通道内进行卸料。
[0027]
本实施例中,断路器壳体上料机构11包括固定于工作台100上的升降气缸111、固
定于升降气缸111的活塞杆端部的上料架112、第一气缸夹爪115、旋转轴116和分别固定于上料架112相对应两端的旋转气缸113和轴承座114,旋转轴116两端分别与轴承座114上的轴承和旋转气缸113的转轴固定相连,第一气缸夹爪115固定于旋转轴116上,并分别与任一工件定位机构4的位置和上料输送机构12的位置对应,上料输送机构12采用皮带输送机,升降气缸111和旋转气缸113、第一气缸夹爪115通过气泵与plc控制器相连并受其控制,皮带输送机与plc控制器相连并受其控制。
[0028]
基于上述结构,旋转气缸的转轴旋转使旋转轴发生往复摆动,从而第一气缸夹爪摆动至位于皮带输送机的出料端上后,第一气缸夹爪的夹爪将出料端处的断路器壳体工件进行抓取,然后升降气缸的活塞杆伸出使得第二气缸夹爪和断路器壳体工件均上升,此时第二气缸夹爪翻转摆动至位于工件定位机构的上方,升降气缸的活塞杆缩回使得第二气缸夹爪和断路器壳体工件均下降将断路器壳体工件定位至工件定位机构的定位槽内,然后第二气缸夹爪的夹爪松开,第一气缸夹爪翻转复位至皮带输送机的出料端处进行下一次的抓取输送。
[0029]
本实施例中,防尘圈震动输送装置22包括固定于工作台100上的第一平振器221、安装于第一平振器221上的第一直线输送轨道222、以及位于第一直线输送轨道222出料端处的防尘圈过渡台223,防尘圈过渡台223通过支架固定于工作台100上,直线输送轨道222上设置有直线输送通道2221,防尘圈过渡台223上设置有防尘圈过渡槽225,防尘圈过渡槽225上设置有弹性伸缩设置的支撑座226、与直线输送通道2221的出料端口连通的缺口225和通孔2242,第一平振器221与plc控制器相连并受其控制,支撑座226的支撑柱体2262插入通孔2242内。
[0030]
基于上述结构,第一平振器221工作后发生震动使位于直线输送通道呈一字型排列的多个定位柱向其出料端方向位移,当一防尘圈从第一直线输送通道的出料端口经缺口进入防尘圈过渡槽内后,且防尘圈被支撑座包围后定位。
[0031]
本实施例中,防尘圈抓取机械手21包括固定于工作台100上的架体211、安装于架体211上的横向推移机构210和固定于横向推移机构210上的安装板212,安装板212上固定有呈垂直设置的第一升降气缸213、位于第一升降气缸213下方的第二升降气缸216、位于第二升降气缸216下方的第一导向块217和位于第一导向块217下方的第二导向块220,第一升降气缸213的活塞杆上固定有第一升降板214,第二导向块220的下方设置有第二升降板218,第一升降板214的底部固定有导向柱体215,且导向柱体215贯穿第一导向块217的导向孔2201与第二升降板218固定相连,第二升降气缸213的活塞杆上固定有扩张器2192,扩张器2192的底端设置有锥体部2193,第二升降板218的底部固定有定位套2192,且扩张器2192对应插入定位套219的内孔2191中,定位套219对应插入第二导向块220的导向孔2201内,定位套219的内孔2191中设置有多根环形阵列设置的竖直爪体2194、定位环套2198和弹簧2197,扩张器2192的外周侧面设置有至少多个呈环形阵列设置的竖直通槽2195,竖直爪体2194对应插入竖直通道2195内,且竖直爪体2194的底端和锥体部2193的底端部均从定位套219的内孔底端口伸出,竖直爪体2194的底端与定位套219底端之间的伸出距离大于锥体部2193的底端与定位套219底端之间的伸出距离,多根竖直爪体2194顶端设置于定位环套2198的底面,且定位环套2198限位于定位套219内孔2191的内壁台阶2199上,弹簧2197的两端分别与台阶2199和第二升降板218底面抵触,弹簧2197套于扩张器2192上;第一升降气缸
213和第二升降气缸216通过气泵与plc控制器相连并受其控制;其中,横向推移机构210推动安装板212位移后使定位套219于防尘圈过渡槽225或断路器壳体的定位柱位置对应。
[0032]
进一步地,支撑座226包括多根支撑体2261和置于过渡槽224的通孔2242内的支撑柱2262,各竖直爪体2261分别与各支撑体2261位置对应,多根支撑体2261亦呈环形阵列设置,防尘圈过渡台223底面设置有安装槽2231和分别与防尘圈过渡槽224和安装槽2231连通的多个环形阵列设置穿孔2241,支撑体2261对应贯穿穿孔2241,当防尘圈进入防尘圈过渡槽224后,防尘圈被环形阵列设置的多根支撑体2241定位包围而定位,安装槽2231内设置有支撑板2263和弹簧2197,多根支撑体2261和支撑柱2262的底端均设置于支撑板2263上,且弹簧2197的两端分别与支撑板2263和支架的顶面抵触。
[0033]
基于上述断路器壳体抓取机械手具体结构与过渡槽内的弹性支撑座配合实现抓料,首先横向推移机构驱动横向推移板缩回,使得定位套的底端与防尘圈过渡槽位置对应,此时,第二升降气缸的活塞杆伸出使扩展器下降,使得锥体部插入过渡槽内的防尘圈内孔中,然后在持续插入的情况下将防尘圈扩张,支撑柱顶住锥体部被下推入通孔内,并使防尘圈套于定位套上,以及支撑体和支撑柱也下移,不对防尘圈进行支撑定位,然后第一升降气缸的活塞杆伸出使得升降板下降,升降板下降带动定位套、多根竖直爪体下降,当定位套底端抵触在过渡槽的槽底后,多根竖直爪体的底端插入过渡槽的通孔内,然后防尘圈正好套于多根竖直爪体的底部位置,然后第二升降气缸的活塞杆和第一升降气缸的活塞杆均缩回复位,然而复位后防尘套于多根竖直爪体构成的多爪手指底端,此时横向推移机构再次推动横向推移板向旋转盘方向推移,使得定位套底端与工件定位机构上的定位柱位置对应,第二升降气缸的活塞杆伸出使得升降板下降,升降板下降带动定位套、多根竖直爪体下降,多根竖直爪体的底端定位抵触定位柱顶端后,由于在弹簧的作用下定位套仍然可进行下降,因此推动防尘圈套于定位柱上的环槽内,以完成防尘圈装配,装配完成后定位套和多根竖直爪体上升复位,再进行下一次的防尘圈拿取和装配。
[0034]
优选地,横向推移机构210包括与安装板212固定相连的横向推移板2105、固定于架体211上的横向推移气缸2101和横向推移导向块2102,架体211上设置有横向推移滑道2111,横向推移导向块2102对应嵌入横向推移滑道2111内,横向推移板2105固定于横向推移导向块2102上,横向推移导向块2102上固定有连接板2104,连接板2104上固定有导向杆2106,架体211上固定导向板2103,导向杆2106对应插入导向孔内,横向推移气缸2101的活塞杆与横向推移板2105固定相连,横向推移气缸2101通过气泵与plc控制器相连并受其控制。其结构利用横向推移气缸的活塞杆伸缩来驱动横向推移板位移,且横向块与横向推移滑道进行配合设置使得横向推移板的横向往复位移稳定可靠。
[0035]
本实施例中,导管抓取机械手61均包括固定于工作台100上的上料支架620、固定于上料支架620上的水平位移驱动机构100和固定于水平位移驱动机构100的水平位移滑块上的垂直位移驱动机构200,垂直位移驱动机构200的垂直位移滑块上固定有第二气缸夹爪611,垂直位移驱动机构200水平位移至分度式旋转盘3上方后,第二气缸夹爪611与工件定位机构4对应;其中,导管抓取机械手6的水平位移驱动机构100位于导管送料装置62上方。
[0036]
基于上述结构,水平位移驱动机构驱动垂直位移驱动机构进行水平往复位移;垂直位移驱动机构水平位移至导管送料机构的出料端上方后,第二气缸夹爪与导管送料机构的出料端处导管对应,且垂直位移驱动机构驱动第二气缸夹爪下降,以将导管送料机构的
送料端处导管进行抓取,抓取完毕后垂直位移驱动机构驱动第二气缸夹爪上升复位,此时,垂直位移驱动机构水平位移至分度式旋转盘上方后,第二气缸夹爪与工件定位机构上的定位柱对应,且垂直位移驱动机构驱动第二气缸夹爪下降,以将所抓取的导管套于工件定位机构上的定位柱上,装配完毕后垂直位移驱动机构驱动第一气缸夹爪上升复位,最后依此方式进行反复循环进行抓取导管抓取进行上料装配。
[0037]
优选地,水平位移驱动机构200包括水平固定板612、水平固定于水平固定板612上的水平直线导轨613以及固定于水平固定板上的水平推移气缸618,垂直位移驱动机构300固定于水平直线导轨613的滑块上,水平推移气缸618的活塞杆端部与垂直位移驱动机构300固定相连,水平推移气缸612通过气泵与plc控制器相连并受其控制,其中利用水平推移气缸的活塞杆伸缩来驱动垂直位移驱动机构的往复平移,且水平直线导轨的作用是使得驱动垂直位移驱动机构的往复平移更加稳定可靠。
[0038]
优选地,垂直位移驱动机构300包括垂直固定板615、垂直固定于垂直固定板615上的垂直直线导轨617以及固定于垂直固定板615上的垂直推移气缸616,垂直直线导轨617的滑块上固定有垂直位移板615,第二气缸夹爪611固定于垂直位移板615上,垂直推移气缸616的活塞杆端部与垂直位移板615固定相连,垂直推移气缸616和第二气缸夹爪611通过气泵与plc控制器相连并受其控制,其中利用垂直推移气缸的活塞杆伸缩来驱动垂直位移板作垂直升降往复平移,垂直位移板的垂直升降位移而带动第二气缸夹爪作升降位移,以驱动第二气缸夹住作升降位移动作。且垂直直线导轨的作用是使得驱动垂直位移板升降往复平移更加稳定可靠。
[0039]
进一步地,导管送料装置62包括推送气缸621、固定于工作台100上的送料架620、固定于送料架620上的推送导轨400、及推送块627,推送导轨620上设置有推送通道623,推送通道623的一端口处固定推送气缸621,且推送块626置于推送通道623内,推送气缸621的活塞杆端部与推送块627固定相连,推送导轨620上固定有进料块622,进料块622上设置有进料通道625和位于进料通道625底端的出料缺口626,推送块627上设置有与进料通道625位置对应的插孔624,推送块627位移后插孔624被推出使插孔624与第二气动夹爪611位置对应,推送气缸621通过气泵与plc控制器相连并受其控制。其结构利用推送气缸的活塞杆伸缩来驱动推料块进行平移,从而当推送块上的插孔到达与进料通道对应后,进料通道内的导管自动下落至插孔内,然后推送块位移,将推送块上导管经出料缺口输送至与第二气缸夹爪位置对应,等待导管抓取,导管抓取完毕后,推送块复位,再进行下一次的导管下料推送。
[0040]
本实施例中,分度式旋转驱动装置2上设置有旋转套和置于旋转套内的固定轴,分度式旋转盘2的中心部位固定于旋转套上,固定轴上固定有固定盘6,固定盘6上固定有两个定位气缸夹爪9,且两个定位气缸夹爪9的位置分别与导管装配机构6处的工件定位机构和防尘圈装配机构2的工件定位机构4对应,定位气缸夹爪9的两个夹爪呈相互平行状态后对工件定位机构内断路器壳体的定位柱进行夹持定位,两个定位气缸夹爪通过气泵与plc控制器相连并受其控制。其分度式旋转驱动装置采用由电机驱动的分度盘,由于分度盘上具有固定轴和旋转套,因此旋转套在旋转时固定轴保持不动,则实现固定板完全处固定静止状态,所以在定位气缸夹爪的两个夹爪呈相互平行状态后对工件定位机构内断路器壳体的定位柱进行夹持定位,并且定位气缸夹爪的两个夹爪同步翻转90
°
度,使得两夹爪处于同一
中心线上后,使得分度式旋转盘旋转后工件定位机构不与定位气缸夹爪发生干涉,从而使得结构设计合理可靠,提升使用性能。
[0041]
本实施例中,压紧机构7包括固定于固定盘上的安装架71和固定于安装架71上的压紧气缸72,压紧气缸72的活塞杆端部固定于压块73,压块73的位置与断路器壳体5上导管53位置对应,压紧气缸通过气泵与plc控制器相连并受其控制。其结构利用压紧气缸的伸出来驱动压块进行下压导管,使得导管的底端被位移至定位柱的根部,并与断路器壳体抵触,从而使得导管也得到定位固定,其采用气缸使得装配效率得到进一步的提升。
[0042]
本实施例中,卸料抓取机械手81包括固定于工作台100上的卸料支架810、竖直直线导轨814,卸料支架810上固定有卸料旋转气缸811,卸料旋转气缸811的旋转轴上固定有摆杆816,卸料旋转气缸811的缸体上固定有第一固定板812,固定板812固定有横向直线导轨813,横向直线导轨813的滑块上固定有第二固定板817,第二固定板817与竖直直线导轨814的滑块固定相连,竖直直线导轨814底端固定有第三气缸夹爪815,摆杆816的端部与竖直直线导轨814顶端销轴铰接,第三气缸夹爪815通过气泵与plc控制器相连并受其控制。其结构利用旋转气缸的旋转轴进行180
°
顺时针和逆时针往复摆动,从而摆杆也随之180
°
顺时针和逆时针往复摆动,摆杆在摆动过程中带动竖直直线导管进行上下平移以及左右平移,以使得第三气缸夹爪进行上下平移以及左右平移,当第三气缸夹爪与工件定位机构上的断路器位置对应后其进行对装配完成的断路器进行抓取,抓取后输送至卸料通道的进料端口处进行下料,然后等待下一次的上述卸料操作,最后依上述步骤进行反复进行卸料。
[0043]
本实施例中,卸料轨道82呈倾斜式固定于工作台100上,卸料轨道82的卸料通道821为y型卸料通道,y型卸料通道的通道交汇点通过转轴安装有挡板83,且卸料轨道82的底部固定有旋转电机84,旋转电机84的转轴与挡板83的转轴85固定相连。其中倾斜式安装的卸料轨道使得卸料通道也为倾斜状态,因此装配导管和防尘圈的短路器在进入卸料通道的进料端口后在倾斜的作用下自动下料,并且交汇点处旋转电机的转轴可进行旋转进行驱动挡板旋转,从而来切换y型卸料通道中的一个分支通道与主通道822连通,并且在两个分支通道823的出料端口处设置接料盒,进一步达到多接料盒方式进行下料,提升效率。
[0044]
上述一种线缆全自动裁剪和剥皮设备中的固定可根据实际情况选择进行固定或者螺栓固定或者过盈配合固定,并且上述中大部分机构采用气缸使得装配效率得到进一步的提升。
[0045]
本发明不局限于上述最佳实施方式,任何人在本发明的启示下都可得出其他各种形式的产品,但不论在其形状或结构上作任何变化,凡是具有与本申请相同或相近似的技术方案,均落在本发明的保护范围之内,同时上述中的固定可根据实际情况进行选择螺栓固定或者焊接固定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1