扣式锂离子电池及壳体的制作方法
1.本实用新型涉及锂离子电池制造领域,尤其涉及一种扣式锂离子电池及壳体。
背景技术:
2.随着智能穿戴产品的应用越来越广泛,人们对于小体积的锂离子扣式二次可充电电池(简称扣式锂离子电池)的需求也越来越广。扣式锂离子电池越来越多的应用于智能穿戴产品,比如耳机等。提高扣式电池的容量是目前需要解决的一大课题。
3.目前的扣式锂离子电池的第一极壳、第二极壳分别采用不锈钢钢壳,在相互扣合的第一极壳、第二极壳内密封有电芯。本发明人在进行本实用新型的研究中发现,由于第一极壳、第二极壳的体积受限,目前扣式锂离子电池注液主要采用开口浸泡方式,即在第一极壳上完成锂离子电池的电极与第二极壳、第一极壳分别焊接后,保持第二极壳、第一极壳分离,在分离的开口上浸入电解液。本发明人发现在进行注液操作时,容易由于拉扯极耳而导致折断,导致电池不良。
4.本发明人在进行本实用新型的研究过程中发现,现有技术存在以下缺陷:
5.采用相对称的两极壳,使两壳壁内外套接(间隔密封圈),外层的壳壁的末端环段紧压在内层的极壳内,形成密封壳体。现有技术的扣式锂离子电池壳体的壳壁层数为3层:两壳壁以及间隔在两者之间的密封圈,壳体内用于容置电芯的空间受限,不利于扣式锂离子电池的容量提升。
技术实现要素:
6.本实用新型实施例的目的之一在于提供一种扣式锂离子电池及壳体,应用该技术方案有利于提高扣式锂离子电池的容量,提高密封性。
7.本实用新型实施例提供的一种扣式锂离子电池,包括:
8.极壳,包括底盖、壳壁,所述壳壁围绕所述底盖的边沿,与所述底盖相垂直,位于所述底盖的一面,在所述底盖的对端为所述壳壁形成的壳口;
9.顶盖,包括第一极盖、第二极盖及绝缘件,所述第一极盖的外周与所述极壳的壳口密封连接密封所述壳口,所述绝缘件的外周、内周分别与所述第一极盖的内周、第二极盖的外周全密封连接,间隔在所述第一极盖、第二极盖之间;
10.电芯,浸泡有电解液,密封在所述极壳与顶盖形成的密封腔室内,两电极分别与所述极壳、第二顶盖电连接。
11.可选地,所述绝缘件为塑胶体,所述塑胶体注塑成型在所述第一极盖、第二极盖之间,所述第一极盖的内周、所述第二极盖的外周嵌入包覆在所述塑胶体内。
12.可选地,在所述第一极盖的内周设置有环绕内周一圈的、底面以及顶面均低于所述第一极盖的第一裙边,所述第一裙边嵌入包覆在所述塑胶体内。
13.可选地,包覆在所述第一裙边的所述塑胶体的顶面、底面与所述第一极盖相平。
14.可选地,在所述第一极盖的内周设有复数个第一齿部,各所述第一齿部之间为上
下贯通的第一通孔,各所述第一齿部包覆在所述塑胶体内,所述塑胶体填充在各所述第一通孔内。
15.可选地,位于各所述第一通孔两边的两所述第一齿部之间的间距在所述第一裙边的边缘缩窄。
16.可选地,在所述第二极盖的外周设置有底面以及顶面均低于所述第二极盖的第一裙边,所述第二裙边包覆在所述塑胶体内。
17.可选地,包覆在所述第二裙边的所述塑胶体的顶面、底面与所述第二极盖相平。
18.可选地,在所述第二裙边的外周设有复数个第二齿部,各所述第二齿部之间为上下贯通的第二通孔,各所述第二齿部包覆在所述塑胶体内,所述塑胶体填充在各所述第二通孔内。
19.可选地,位于各所述第二通孔两边的两所述第二齿部之间的间距在所述第二裙边的边缘缩窄。
20.第二方面,本实用新型实施例提供的一种扣式锂离子电池壳体,包括:
21.极壳,包括底盖、壳壁,所述壳壁围绕所述底盖的边沿,与所述底盖相垂直,位于所述底盖的一面,在所述底盖的对端为所述壳壁形成的壳口;
22.顶盖,包括第一极盖、第二极盖及绝缘件,所述第一极盖的外周与所述极壳的壳口密封连接密封所述壳口,所述绝缘件的外周、内周分别与所述第一极盖的内周、第二极盖的外周全密封连接,间隔在所述第一极盖、第二极盖之间。
23.可选地,所述绝缘件为塑胶体,所述塑胶体注塑成型在所述第一极盖、第二极盖之间,所述第一极盖的内周、所述第二极盖的外周包覆在所述塑胶体内。
24.可选地,在所述第一极盖的内周设置有环绕内周一圈的、底面以及顶面均低于所述第一极盖的第一裙边,所述第一裙边包覆在所述塑胶体内。
25.可选地,包覆所述第一裙边的所述塑胶体的顶面、底面与所述第一极盖相平。
26.可选地,在所述第一裙边的内周设有复数个第一齿部,各所述第一齿部之间为上下贯通的第一通孔,各所述第一齿部包覆在所述塑胶体内,所述塑胶体填充在各所述第一通孔内。
27.可选地,位于各所述第一通孔两边的两所述第一齿部之间的间距在所述第一裙边的边缘缩窄。
28.可选地,在所述第二极盖的外周设置有底面以及顶面均低于所述第二极盖的第一裙边,所述第二裙边包覆在所述塑胶体内。
29.可选地,包覆在所述第二裙边的所述塑胶体的顶面、底面与所述第二极盖相平。
30.可选地,在所述第二裙边的外周设有复数个第二齿部,各所述第二齿部之间为上下贯通的第二通孔,各所述第二齿部包覆在所述塑胶体内,所述塑胶体填充在各所述第二通孔内。
31.可选地,位于各所述第二通孔两边的两所述第二齿部之间的间距在所述第二裙边的边缘缩窄。
32.由上可见,本实施例的扣式锂离子电池的壳体,在壳体的壳壁只有一层壳壁,有利于提升壳体用于容置电芯的空间受限,有利于扣式锂离子电池的容量提升;并且本实施例的壳体去除了间隔在壳壁之间的密封圈,极壳的壳口与顶盖直接焊接连接,一方面提升了
壳体内的有效空间,另一方面提高了壳体的密封紧固度。
附图说明
33.此处所说明的附图用来提供对本实用新型的进一步理解,构成本申请的一部分,并不构成对本实用新型的不当限定。
34.图1为本实用新型实施例提供的一种扣式锂离子电池壳体的立体结构示意图;
35.图2为图1的主视结构示意图;
36.图3为图1的俯视结构示意图;
37.图4为本实用新型实施例提供的一种极壳的结构示意图;
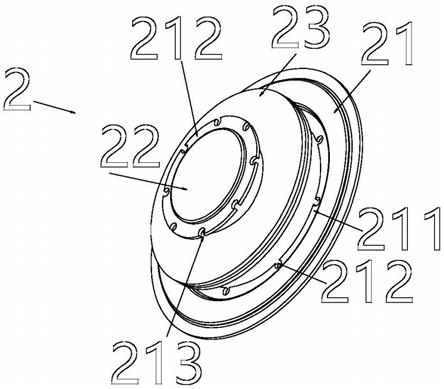
38.图5为本实用新型实施例提供的一种顶盖的分解结构示意图;
39.图6为图5的侧面结构示意图;
40.图7为图5的俯视结构示意图。
41.附图标记:
42.1:极壳;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
11:底盖;
ꢀꢀ
2:顶盖;
43.21:第一极盖;211:第一裙边;212:第一通孔;
44.22:第二极盖; 221:第二裙边;222:第二通孔;
45.23:绝缘件(塑胶体)。
具体实施方式
46.下面将结合附图以及具体实施例来详细说明本实用新型,在此本实用新型的示意性实施例以及说明用来解释本实用新型,但并不作为对本实用新型的限定。
47.实施例1
48.参见图1
‑
7所示。
49.本实施例提供了一种扣式锂离子电池,其主要包括壳体、电芯以及电解液,电芯由正极片、负极片以及间隔在正极片、负极片之间的隔膜层组成,电解液浸泡在电芯中,电芯密封在壳体中。
50.壳体包括呈一体化冲压成型的底盖11以及呈筒状的极壳1,底盖11为极壳1的筒状的一端,与极壳1相垂直,极壳1的壳口与底盖11相正对。
51.在扣式锂离子电池制造时,将电芯置于锂离子电池,电芯的正极、负极的其中之一与极壳1电连接,另一与顶盖2电连接,其连接可以但不限于为焊接连接。
52.本实施例的顶盖2呈片状或扁平状,其包括由外到内的第一极盖21、第二极盖22及绝缘件23,其中,第一极盖21、绝缘件23分别中心为空的环状,第二极壳1呈实心状,绝缘件23间隔在第一极盖21、第二极盖22之间,绝缘件23的内周与第二极壳1的外周密封连接,绝缘件23的外周与第一极盖21的内周密封连接,第一极盖21、绝缘件23、第二极盖22组成实心的顶盖2,第一极盖21的外周与极壳1的壳口密封连接实现顶盖2对极壳1的密封,以密封容置在极壳1与顶盖2形成的腔室内的电芯,即得扣式锂离子电池。极壳1以及第一极盖21作为扣式锂离子电池的一电极,第二极盖22作为扣式锂离子电池的一电极。
53.现有技术采用相对称的两极壳1,使两壳壁内外套接(间隔密封圈),外层的壳壁的末端环段紧压在内层的极壳1内,形成密封壳体。现有技术的扣式锂离子电池壳体的壳壁层
数为3层:两壳壁以及间隔在两者之间的密封圈,壳体内用于容置电芯的空间受限,不利于扣式锂离子电池的容量提升。
54.而本实施例的扣式锂离子电池的壳体,在壳体的壳壁只有一层壳壁,有利于提升壳体用于容置电芯的空间受限,有利于扣式锂离子电池的容量提升;并且本实施例的壳体去除了间隔在壳壁之间的密封圈,极壳1的壳口与顶盖2直接焊接连接,一方面提升了壳体内的有效空间,另一方面提高了壳体的密封紧固度。
55.作为本实施例的示意,本实施例的绝缘件23为塑胶体23,在制备时,将第一极壳1、第二极壳1置放在注塑模具中,注塑设备在注塑模具中注塑得到塑胶体23,塑胶体23注塑成型在第一极盖21、第二极盖22之间。第一极盖21的内周、第二极盖22的外周均嵌入包覆在塑胶体23内一定的深度,使第一极盖21、第二极盖22通过塑胶体23形成一体化的密封顶盖2。
56.本实施例可以通过控制第一极盖21和/或第二极盖22嵌入注塑件内的深度,而控制注塑的塑胶体23与第一极盖21和/或第二极盖22的连接紧密度,使当扣式锂离子电池内的气压达到一定程度时,塑胶体23脱开第一极盖21和/或第二极盖22,实现了气压泄放,避免由于气压积累而导致电池爆炸等意外。
57.作为本实施例的示意,在本实施例的第一极盖21的内周设置有环绕内周一圈的第一裙边211,且第一裙边211的厚度低于第一极盖21的厚度从而使第一裙边211的底面低于第一极盖21,或顶面低于第一极盖21,或两面均低于第一极盖21。在注塑时,使该第一裙边211深入注塑体包覆在塑胶体23内,即实现了第一极盖21与塑胶体23的一体化连接。
58.在注塑时,优选使包覆在第一裙边211上的注塑体的两面分别与第一顶盖2的两面相平,使其外形上形成一整体。
59.作为本实施例的示意,还可以进一步在第一裙边211的内周设置多个齿部(记为第一齿部),各第一齿部之间具有上下贯通的通孔(记为第一通孔212,即间隙),使各第一齿部嵌入包覆在塑胶体23内,使两者的连接更加紧密,在塑胶体23填充在各第一通孔212内,底面以及顶面与塑胶体23的其他边缘相平。可以但不限于使第一通孔212在第一裙边211的内周边缘开口,使孔部在第一裙边211的边缘为优弧,弧形的开口在第一裙边211的内周,使位于孔部两边的第一齿部之间的间距在第一裙边211的内周呈缩窄。采用该技术方案有利于进一步提高第一顶盖2与塑胶体23的连接紧密度,形成相互扣合的爪状结构,并且,采用该设置上下贯通的第一通孔212设计,使当壳体内的气压大于一定程度时,塑胶体23特别是第一通孔212内的塑胶体23从通孔内脱出,进行泄压,避免爆炸。
60.同理,在本实施例的第二极盖22的外周设置有第二裙边221,且第二裙边221的底面以及顶面均低于第二极盖22,使第二裙边221的厚度低于第二极盖22的厚度,在注塑时,使该第二裙边221嵌入包覆在塑胶体23内,即实现了第二极盖22与塑胶体23的一体化连接,在注塑时,使包覆在第二裙边221上的注塑体的两面分别与第二顶盖2的两面相平,使其外形上形成一整体。
61.作为本实施例的示意,还可以进一步在第二裙边221的外周设置多个齿部(记为第二齿部),各第二齿部之间具有间隙,使各第二齿部嵌入包覆在塑胶体23内,使两者的连接更加紧密。
62.特别地,可以但不限于在第二裙边221的外周挖设上下贯通的孔部作为本实施例的示意,还可以进一步在第二裙边221的外周设置多个齿部(记为第二齿部),各第二齿部之
间具有上下贯通的通孔(记为第二通孔222,即间隙),使各第二齿部嵌入包覆在塑胶体23内,使两者的连接更加紧密,在塑胶体23填充在各第二通孔222内,底面以及顶面与塑胶体23的其他边缘相平。可以但不限于使第二通孔222在第二裙边221的外周边缘开口,使第二通孔222在第二裙边221的边缘为优弧,弧形的开口在第二裙边221的内周,使位于第二通孔222两边的第二齿部之间的间距在第二裙边221的内周呈缩窄,采用该技术方案有利于进一步提高第一顶盖2与塑胶体23的连接紧密度,形成相互扣合的爪状结构,并且,采用该设置上下贯通的第二通孔222设计,使当壳体内的气压大于一定程度时,塑胶体23特别是第二通孔222内的塑胶体23从通孔内脱出,进行泄压,避免爆炸。
63.以上所述的实施方式,并不构成对该技术方案保护范围的限定。任何在上述实施方式的精神和原则之内所作的修改、等同替换和改进等,均应包含在该技术方案的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1