一种包绝缘膜机的制作方法
[0001]
本实用新型涉及电芯包膜设备领域,具体而言,涉及一种包绝缘膜机。
背景技术:
[0002]
随着技术的发展,新能源动力电池的应用越来越广泛,电芯作为电池的一个核心部件,其生产质量与电池的质量密切相关。在电芯的生产过程中,需要对电芯除顶盖一面以外的表面包裹绝缘膜,而包裹绝缘膜的质量对电芯的性能和安全有着重要的影响。
[0003]
在对电芯包膜的过程中,需要对电芯的多个表面依次包膜并贴胶固定,工序复杂,导致现有的自动包膜设备结构复杂且占用较大的空间,不利于设备的布局。另一方面,现有的自动包膜设备一般只能实现一出一,即一台设备只能依次对单一的电芯进行包膜,包膜效率不高。有鉴于此,有必要提供一种可解决上述缺陷的包膜机以优化设备布局,提高生产效率。
技术实现要素:
[0004]
本实用新型的目的在于提供一种包绝缘膜机,其布局合理,能够优化设备空间,缩减布局尺寸,且能够同时对多个产品进行包膜,有效提高包膜的效率和质量。
[0005]
一种包绝缘膜机,包括转盘机构、正面包膜机构、侧面包膜机构以及尾部贴胶机构;所述转盘机构上设有若干成对夹具,所述转盘机构转动使若干成对夹具依次经过正面包膜机构、侧面包膜机构以及尾部贴胶机构;其中,所述正面包膜机构用于将绝缘膜包覆在产品的底面和上表面,所述侧面包膜机构用于将绝缘膜弯折包覆在产品侧面并贴胶,所述尾部贴胶机构用于对产品尾部的绝缘膜整形并贴胶。
[0006]
进一步的,所述正面包膜机构包括驱动组件和若干翻转组件,所述驱动组件用于驱动所述翻转组件移动,所述翻转组件用于将绝缘膜翻转贴合在产品的上表面。
[0007]
进一步的,还包括绝缘膜上料机构,所述绝缘膜上料机构包括绝缘膜放置座、绝缘膜移送组件、以及预弯折组件,所述预弯折组件用于将绝缘膜的两侧向上弯折以便于贴合产品的侧面,所述绝缘膜移送组件用于将绝缘膜从绝缘膜放置座移动至预弯折组件进行预弯折,并将预弯折后的绝缘膜移送至绝缘膜上料机构对应的所述夹具上。
[0008]
进一步的,所述绝缘膜放置座、绝缘膜移送组件、以及预弯折组件的数量均为多个,以对多个所述夹具同时上绝缘膜。
[0009]
进一步的,所述侧面包膜机构包括侧面包膜折叠组件、侧面胶带放卷组件、侧面胶带裁切组件、以及侧面贴胶组件;所述侧面包膜折叠组件用于将绝缘膜折叠在产品侧面,所述侧面胶带放卷组件用于放卷胶带,所述胶带裁切组件用于裁切胶带,所述侧面贴胶组件用于吸附胶带并将其贴附在产品的两侧。
[0010]
进一步的,所述尾部贴胶机构包括贴胶组件和整形组件,所述贴胶组件吸取胶带并将胶带贴在产品角部,所述整形组件根据产品角部的形状折叠胶带,以使胶带平整地贴覆在产品表面。
[0011]
进一步的,还包括产品上料机构和产品下料机构,所述产品上料机构和产品下料机构均包括若干产品夹爪。
[0012]
进一步的,所述产品上料机构的上料路径上、以及所述产品下料机构的下料路径上设有扫码中转机构。
[0013]
进一步的,还包括ccd检测机构,所述ccd检测机构设于所述产品下料机构的下料路径上。
[0014]
进一步的,所述ccd检测机构包括中转座、光源、以及相机,所述中转座滑动设置,所述中转座用于转运所述产品下料机构上的产品,所述光源用于照亮所述中转座上的产品,所述相机用于对产品拍照检测。
[0015]
与现有技术相比,本实用新型的有益效果是:通过设置正面包膜机构、侧面包膜机构、以及尾部贴胶机构,实现了产品正面包膜、侧面包膜以及尾部贴胶的自动化,提高了产品包膜的效率。转盘机构上设置若干成对夹具,并对设备其他部分的结构和布局作相应的改进,从而实现对多个产品的同时上料、包膜、贴胶和下料,进而实现单转盘一出多,提高了包膜效率,满足设备的产能需求。
附图说明
[0016]
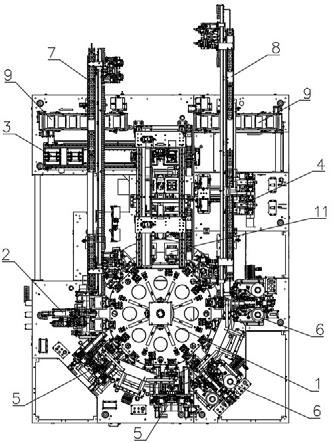
图1为本实用新型的包绝缘膜机的结构示意图。
[0017]
图2为本实用新型的包绝缘膜机的转盘机构的结构示意图。
[0018]
图3为本实用新型的包绝缘膜机的正面包膜机构的结构示意图。
[0019]
图4为本实用新型的包绝缘膜机的绝缘膜上料机构的结构示意图。
[0020]
图5为本实用新型的包绝缘膜机的侧面包膜机构的结构示意图。
[0021]
图6为本实用新型的包绝缘膜机的侧面胶带裁切组件的局部结构示意图。
[0022]
图7为本实用新型的包绝缘膜机的侧面贴胶组件的结构示意图。
[0023]
图8为本实用新型的包绝缘膜机的侧面包膜折叠组件的结构示意图。
[0024]
图9为本实用新型的包绝缘膜机的尾部贴胶机构的结构示意图。
[0025]
图10为本实用新型的包绝缘膜机的胶带裁切组件的结构示意图。
[0026]
图11为为本实用新型的包绝缘膜机的贴胶组件的结构示意图。
[0027]
图12为本实用新型的包绝缘膜机的整形组件的结构示意图。
[0028]
图13为为本实用新型的包绝缘膜机的整形块的结构示意图。
[0029]
图14为本实用新型的包绝缘膜机的产品上料机构的结构示意图。
[0030]
图15为本实用新型的包绝缘膜机的ccd检测机构的结构示意图。
[0031]
附图标记说明:
[0032]
转盘机构1、夹具11;
[0033]
正面包膜机构2、驱动组件21、翻转组件22、第一驱动单元211、第二驱动单元212、气动夹爪221;
[0034]
绝缘膜上料机构3、绝缘膜放置座31、绝缘膜移送组件32、预弯折组件33、第一移送单元321、第二移送单元322、承载座331、压板332;
[0035]
ccd检测机构4、中转座41、光源42、相机43;
[0036]
侧面包膜机构5、底座51、侧面胶带放卷组件52、侧面胶带裁切组件53、侧面贴胶组
件54、侧面包膜折叠组件55、侧面胶带切刀531、侧面胶带夹紧单元532、夹块533、夹块气缸534、第一侧面贴胶驱动件541、第二侧面贴胶驱动件542、侧面贴胶单元543、凸台544、伸缩杆545、第一折叠驱动件551、第二折叠驱动件552、固定块553、下压块554、上顶片555;
[0037]
尾部贴胶机构6、固定座61、胶带放卷组件62、胶带裁切组件63、贴胶组件64、整形组件65、放卷单元621、夹紧单元631、切刀632、第一夹持件633、第二夹持件634、贴胶驱动单元641、座体642、贴胶件643、第一贴块644、第二贴块645、整形块651、整形驱动单元652、第一整形凸台653、第二整形凸台654、第一驱动件655、第二驱动件657、第三驱动件656;
[0038]
产品上料机构7、产品上料驱动件71、产品上料机械手72、产品夹爪721;
[0039]
产品下料机构8、扫码中转机构9。
具体实施方式
[0040]
为了便于理解本实用新型,下面将参照相关附图对本实用新型进行更全面的描述。附图中给出了本实用新型的较佳实施方式。但是,本实用新型可以以许多不同的形式来实现,并不限于本文所描述的实施方式。
[0041]
如图1和图2所示,一较佳实施例中,本实用新型的包绝缘膜机包括转盘机构1、正面包膜机构2、侧面包膜机构5、尾部贴胶机构6、绝缘膜上料机构3、产品上料机构7、以及产品下料机构8。其中,转盘机构1呈圆形,其表面设有若干成对的用于固定产品和绝缘膜的夹具11。本实施例中,夹具11为一对,但不限于此,其他实施例中,夹具11可以是两对或以上,以实现同时对多个夹具11上的产品包绝缘膜,提高包膜效率。
[0042]
绝缘膜上料机构3和产品上料机构7分别将绝缘膜和产品自动上料至夹具11上,转盘机构1转动使成对夹具11依次经过正面包膜机构2、侧面包膜机构5、以及尾部贴胶机构6,随着夹具11的转动,正面包膜机构2将绝缘膜包覆在产品底面和上表面,侧面包膜机构5将绝缘膜弯折并包覆产品侧面并贴胶,尾部贴胶机构6对产品尾部的绝缘膜整形并贴胶,最后产品下料机构8将完成包膜的产品从夹具11移出下料。
[0043]
请参考图3,具体的,正面包膜机构2包括驱动组件21和若干成对的翻转组件22,驱动组件21包括水平设置的第一驱动单元211和竖直设置的第二驱动单元212,第二驱动单元212滑动设于第一驱动单元211上,翻转组件22与第二驱动单元212滑动连接,第一驱动单元211和第二驱动单元212可分别驱动翻转组件22沿水平和竖直两个方向移动。本实施例中,翻转组件22为两个,两个翻转组件22分别设有相互对置的气动夹爪221,气动夹爪221可夹紧绝缘膜的自由端并转动,以将两个夹具11上的绝缘膜同时翻转并包覆在对应的产品表面。
[0044]
正面包膜机构2的具体工作原理为:当夹具11转动至正面包膜机构2,此时绝缘膜的自由端朝向正面包膜机构2,翻转组件22通过第一驱动单元211和第二驱动单元212调节翻转组件22的位置,使得气动夹爪221从两侧夹取绝缘膜的自由端,通过电机驱动气动夹爪221向上翻转并朝向夹具11移动,使绝缘膜翻转并贴在产品的底面及上表面,然后夹具11上的旋转气缸下压,将绝缘膜固定,从而完成产品的正面包膜。正面包膜机构2可快速将绝缘膜包覆在产品的底面及上表面,使产品正面包膜的效率提高,同时保证正面包膜的质量和一致性。
[0045]
请参考图4,绝缘膜上料机构3包括绝缘膜放置座31、绝缘膜移送组件32、以及预弯
折组件33,绝缘膜放置座31用于放置待加工的绝缘膜,预弯折组件33用于将绝缘膜的两侧向上弯折以便于贴合产品的侧面,绝缘膜移送组件32用于将绝缘膜从绝缘膜放置座31移动至预弯折组件33进行预弯折,并将预弯折后的绝缘膜移动至夹具11上。绝缘膜放置座31、绝缘膜移送组件32、以及预弯折组件33的数量均与所述夹具11的数量相匹配,以实现对所述夹具11同时上绝缘膜。
[0046]
具体的,本实施例中,绝缘膜放置座31、绝缘膜移送组件32和预弯折组件33的数量均为两个,但不限于此,其他实施例中,绝缘膜放置座31、绝缘膜移送组件32和预弯折组件33可以是三个或更多。绝缘膜移送组件32包括第一移送单元321和第二移送单元322,第一移送单元321和第二移送单元322均设有用于通过负压吸取绝缘膜的吸块,预弯折组件33包括承载座331和压板332,第一移送单元321将绝缘膜从绝缘膜放置座31吸附并移动至承载座331上,压板332下压对绝缘膜进行预弯折,完成后,第二移送单元322将绝缘膜吸附并移动至夹具11上。
[0047]
请参考图5至图8,侧面包膜机构5用于依次对夹具11上的产品进行侧面包膜,本实施例中,侧面包膜机构5为两个,但不限于此,其他实施例中,侧面包膜机构5可以是二以上的双数,以匹配成对夹具(11)。
[0048]
具体的,侧面包膜机构5包括底座51、侧面胶带放卷组件52、侧面胶带裁切组件53、侧面贴胶组件54、以及侧面包膜折叠组件55。
[0049]
侧面包膜折叠组件55用于将绝缘膜折叠并抵靠在产品的侧面,具体的,侧面包膜折叠组件55包括上下对置的第一折叠驱动件551和第二折叠驱动件552,本实施例中,第一折叠驱动件551和第二折叠驱动件552均采用气缸。第一折叠驱动件551的下端以及第二折叠驱动件552的上端相对设有用于固定电芯的固定块553,第一折叠驱动件551的固定块553的外侧设有下压块554,第二折叠驱动件552的固定块553的外侧设有上顶片555。折叠时,第一折叠驱动件551和第二折叠驱动件552依次驱动上顶片555向上和下压块554向下移动,从而将绝缘膜折叠并抵靠在产品的侧面。
[0050]
侧面胶带放卷组件52通过支架对称设置在底座51的上方,用于放卷胶带。侧面胶带裁切组件53对称设置在侧面胶带放卷组件52的下方,用于将胶带竖直张紧并裁切。其中,侧面胶带裁切组件53包括侧面胶带切刀531和侧面胶带夹紧单元532,侧面胶带切刀531包括两相对设置的刀片,刀片可在气缸的驱动下相向移动从而夹断胶带。侧面胶带夹紧单元532设置在侧面胶带切刀531的下方,侧面胶带夹紧单元532的上端设有夹块533,夹块533用于夹紧胶带的下端。夹块533的下方设有夹块气缸534,夹块533在夹块气缸534的驱动下竖直移动,从而带动胶带向下拉伸以竖直张紧。
[0051]
侧面贴胶组件54对称设于侧面胶带裁切组件53的两侧并与底座51滑动连接。具体的,侧面贴胶组件54包括第一侧面贴胶驱动件541、第二侧面贴胶驱动件542、以及侧面贴胶单元543。第一侧面贴胶驱动件541平行设置在底座51上,第二侧面贴胶驱动件542滑动连接在第一侧面贴胶驱动件541上,侧面贴胶单元543相对设置在第二侧面贴胶驱动件542上。第二侧面贴胶驱动件542包括多个气缸,用于驱动侧面贴胶单元543相向或反向移动。侧面贴胶单元543朝向侧面胶带裁切组件53的一侧设有上下相对的凸台544,凸台544的端部设有用于吸取胶带的吸气孔,凸台544之间设有伸缩杆545,贴胶时,伸缩杆545可紧贴产品的侧面,从而固定胶带,避免胶带偏位或贴合不平整。
[0052]
侧面包膜机构5的工作原理为:侧面包膜折叠组件55先将绝缘膜折叠并抵靠在产品的侧面,侧面胶带放卷组件52放卷胶带,侧面胶带夹紧单元532夹紧胶带的下端并向下拉伸,侧面胶带切刀531切断胶带同时夹紧胶带的上端,此时胶带竖直,侧面贴胶单元543在第二侧面贴胶驱动件542的驱动下相向移动并将竖直胶带吸在两凸台544上,通过气缸驱动侧面贴胶单元543沿第一侧面贴胶驱动件541移动至第四工位的夹具的两侧,第二侧面贴胶驱动件542再次驱动侧面贴胶单元543相向移动,两凸台544分别滑过产品的上表面和下表面,使产品的的两侧插入凸台544之间,伸缩杆545将胶带紧贴产品侧面,从而将胶带贴在产品的两侧。侧面包膜机构5可快速将绝缘膜包覆在产品的两个侧面,同时贴胶带固定,提高了侧面包膜的效率,保证侧面包膜的质量和一致性。
[0053]
请参考图9至图13,尾部贴胶机构6的数量与夹具11的数量相匹配,用于依次对夹具11上的产品进行尾部整形和贴胶。本实施例中,尾部贴胶机构6为两个,但不限于此,其他实施例中,尾部贴胶机构6可以是二以上的双数,以匹配成对夹具(11)。
[0054]
具体的,尾部贴胶机构6包括固定座61、用于放卷胶带的胶带放卷组件62、用于将胶带水平张紧并裁切的胶带裁切组件63、用于吸附胶带并将胶带贴在产品角部的贴胶组件64、以及用于将贴在产品角部的胶带折叠整平的整形组件65。
[0055]
其中,胶带放卷组件62设于固定座61上,本实施例中,胶带放卷组件62包括对称设置的两个放卷单元621,两个放卷单元621之间形成有间隙,两个放卷单元621的胶带出料口相对且均朝向该间隙。
[0056]
胶带裁切组件63包括用于夹紧胶带两端的夹紧单元631和用于切断胶带的切刀632。夹紧单元631包括第一夹持件633和第二夹持件634,第一夹持件633设于固定座61上靠近胶带放卷组件62出料口的位置,第二夹持件634活动设于第一夹持件633远离胶带放卷组件62的一侧。第二夹持件634可夹紧胶带的端部,并在气缸的驱动下朝远离第一夹持件633的方向水平移动,从而将胶带拉出并张紧。切刀632竖直设于第一夹持件633和第二夹持件634之间,切刀632可在气缸的驱动下竖直移动,从而切断胶带。
[0057]
胶带裁切组件63可实现胶带的自动拉出张紧,以及自动切断胶带,结构巧妙,有效提高贴胶效率。
[0058]
贴胶组件64包括贴胶驱动单元641、座体642、以及贴胶件643。其中,贴胶驱动单元641设置在固定座61上,位于两个放卷单元621之间的间隙内,座体642与贴胶驱动单元641滑动连接,贴胶件643设于座体642上。
[0059]
贴胶件643包括平行设置的第一贴块644和第二贴块645,第一贴块644和第二贴块645均呈长方体,第一贴块644设于第二贴块645的外侧,两者的侧面相抵或靠近,两者朝向前端的表面设有气孔,该气孔用于将胶带吸附在两者的前端面。其中,第一贴块644与座体642固定连接,第二贴块645与座体642弹性连接。具体的,第二贴块645的后端设有弹性件,该弹性件可使得第二贴块645相对于第一贴块644沿贴胶驱动单元641的延伸方向移动。需要说明的是,第一贴块644之间的距离略小于产品的宽度,第二贴块645之间的距离与产品宽度相匹配。
[0060]
贴胶组件64可自动将胶带贴在产品的底面,并将胶带弯折呈l型,使胶带贴合产品的两侧面,可提高贴胶精度和效率。
[0061]
整形组件65包括整形块651和整形驱动单元652。整形块651相对设置,其包括设于
前侧的两个呈长条状的第一整形凸台653、以及设于后侧的两个呈长条状的第二整形凸台654。其中,第一整形凸台653和第二整形凸台654平行,且均沿水平方向延伸,第二整形凸台654的长度大于第一整形凸台653的长度,两个第一整形凸台653上下对置,两个第二整形凸台654上下对置,两个第一整形凸台653之间、以及两个第二整形凸台654之间均形成有与产品宽度相匹配的具有直角边的整形槽。
[0062]
整形驱动单元652包括第一驱动件655、第二驱动件657、以及第三驱动件656,三者均移动设于固定座61上。第一驱动件655用于驱动整形块651朝向产品移动,从而使整形块651靠近产品的角部。第二驱动件657用于驱动整形块651相向移动,从而使整形块651的第一整形凸台653从产品两侧分别滑过产品的上表面和下表面。第三驱动件656用于驱动整形块651向前微动,从而使第二整形凸台654从产品后侧向前滑过产品的上表面和下表面。
[0063]
整形组件65可将胶带折叠整平,使其稳固地贴合在产品表面,从而避免胶带松脱而导致的绝缘膜移位或松脱,提高了产品贴膜的质量。
[0064]
尾部贴胶机构6的工作原理为:胶带放卷组件62将胶带放卷至出料口,第一夹持件633夹紧胶带的端部,并在气缸的驱动下朝远离出料口的方向水平移动,从而将胶带拉出,此时第二夹持件634夹紧胶带靠近出料口的一端,同时贴胶组件64吸住胶带,切刀632竖直移动,将胶带切断。接着贴胶件643带动胶带朝产品移动,第一贴块644先接触产品靠近角部的底面,在弹性件的作用下顶紧产品底面并将胶带贴在接触位置,此时第二贴块645从产品的两侧继续向前滑过产品的两侧面,从而将胶带弯折成“l”型。然后贴胶件643复位,第一驱动件655驱动整形块651移动至产品的两侧,第二驱动件657驱动整形块651相向移动,使第一整形凸台653从产品两侧分别滑过产品的上表面和下表面,从而使两侧的胶带贴紧产品上下表面,第三驱动件656驱动整形块651向前微动,使第二整形凸台654从产品后侧向前滑过产品的上表面和下表面,从而使底面的胶带贴近产品上下表面,最后整形块651复位,完成贴胶。
[0065]
请参考图14,产品上料机构7包括产品上料驱动件71和产品上料机械手72,该产品上料驱动件71水平设置,产品上料机械手72与产品上料驱动件71滑动连接,产品上料机械手72的下端设有产品夹爪721。应当理解的是,产品夹爪721的数量与夹具11的数量相匹配,从而实现对多个夹具11同时上料,本实施例中,产品夹爪721的数量为两个。
[0066]
产品上料机械手72通过电机驱动产品夹爪721竖直移动并夹紧电芯,再通过电机驱动产品夹爪721水平移动从而将电芯移动至第二工位的夹具上。需要说明的是,此时的夹具上已在第一工位放置绝缘膜,产品上料机械手72将电芯放置在绝缘膜上。产品上料机构7实现了电芯的自动上料,提高了电芯的上料效率。需要说明的是,产品下料机构8采用与产品上料机构7相同的结构,在此不作赘述。
[0067]
本实施例中,产品上料机构7的上料路径上、以及产品下料机构8的下料路径上设有扫码中转机构9。扫码中转机构9包括扫码器和中转传输带,产品在上料和下料的过程中经过扫码器扫描,不合格产品将被放置在中转传输带上,便于回收返工。
[0068]
请参考图15,还包括ccd检测机构4,ccd检测机构4设于产品下料机构8的下料路径上。具体的,ccd检测机构4包括中转座41、光源42、以及相机43,中转座41的数量与夹具11的数量相匹配,本实施例中转座41为两个,光源42以及相机43的数量与中转座41相匹配。产品下料机构8将产品放置在中转座41上,中转动移动至光源42照射位置并由相机43拍照检测。
[0069]
在本实用新型的描述中,需要理解的是,术语诸如
ꢀ“
上”、“下”、“前”、“后”、
ꢀ“
左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的机构或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
[0070]
此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本实用新型的描述中,“多个”的含义是两个或两个以上, 除非另有明确具体的限定。
[0071]
虽然对本实用新型的描述是结合以上具体实施例进行的,但是,熟悉本技术领域的人员能够根据上述的内容进行许多替换、修改和变化是显而易见的。因此,所有这样的替代、改进和变化都包括在附后的权利要求的精神和范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1