异型钕铁硼磁铁充磁定位工装的制作方法
1.本实用新型涉及异性钕铁硼磁铁充磁技术领域,具体地说是一种结构简单、使用方便、充磁效果好、充磁效率高的异型钕铁硼磁铁充磁定位工装。
背景技术:
2.众所周知,钕铁硼作为稀土永磁材料的一种具有极高的磁能积和矫顽力,同时高能量密度的优点使钕铁硼永磁材料在现代工业和电子技术中获得了广泛应用,从而使仪器仪表、电声电机、磁选磁化等设备的小型化、轻量化、薄型化成为可能。
3.目前,现有的钕铁硼制品中存在非常小的异型磁铁产品,该异型磁铁产品呈柱状,柱状的异型磁铁产品的前后侧面为等腰梯形并相互平行,上下端面相互平行,在充磁的过程中需要沿着该柱状的异型磁铁产品的上下端面充磁,但是由于该柱形的异型磁铁产品非常小,其参数上端面直径在1.1mm、下端面长度为3.1mm、下端面宽度为1.3mm、高度为1.3mm,在充磁过程中是沿着上端面和下端面方向进行充磁,因此,在如此小的产品上进行充磁,难度非常大,充磁效率非常低。
技术实现要素:
4.本实用新型的目的是解决上述现有技术的不足,提供一种结构简单、使用方便、充磁效果好、充磁效率高的异型钕铁硼磁铁充磁定位工装。
5.本实用新型解决其技术问题所采用的技术方案是:
6.一种异型钕铁硼磁铁充磁定位工装,该工装包括工作平台,其特征在于工作平台上分别设有自动称重卸料机构、送料机构、震动布料机构、载料盘,所述的自动称重卸料机构设在送料机构侧面,自动称重卸料机构的出料口伸至送料机构的上方,送料机构沿着送料方向侧面设有震动布料机构,载料盘置于送料机构上方的自动称重机构卸料口处,自动称重机构将称好的磁铁卸下至载料盘内,送料机构将载料盘推送至震动布料机构上方,经震动布料机构震动后布满整个载料盘后进行充磁,所述的载料盘设为盘状,盘状的载料盘上均布设有异形磁铁槽,所述的异形磁铁槽设为与倒立的异形磁铁相配合的凹槽,通过载料盘上的异形磁铁槽对异形磁铁进行定位。
7.本实用新型所述的载料盘的盘底边缘的圆周上设有环形槽,所述的载料盘的上端边缘设有与环形槽配合的环形凸起,相邻的载料盘通过环形槽和环形凸起进行定位堆叠充磁。
8.本实用新型所述的载料盘的环形凸起上设有分离插槽,分离插槽内伸进插板对充磁好的相邻的载料盘分离。
9.本实用新型所述的自动称重卸料机构包括箱体,箱体固定在工作平台上,箱体内设有自动称重卸料装置,所述的箱体上端设有进料漏斗,进料漏斗的下端伸进箱体内的自动称重卸料装置的进料口上,所述的箱体下方设有出料管,出料管的上端伸进箱体内与自动称重卸料装置的卸料口相连通,所述的出料管的出料口伸至送料机构的上方,通过自动
称重卸料机构对异形磁铁进行称重并卸下。
10.本实用新型所述的送料机构设有支撑平台,支撑平台经支架固定在工作平台上,支撑平台设有送料气缸,送料气缸的输出轴与送料板相连接,送料板呈弧形,弧形送料板与载料盘的弧面相接触,便于定位送料。
11.本实用新型所述的震动布料机构包括往复电动缸、震动平台、载具压板和震动电机,所述的往复电动缸的下端与工作平台相连接,往复电动缸的输出轴与震动平台相连接,往复电动缸初始状态为震动平台与支撑平台平齐,所述的震动平台的下端面中部与震动电机相连接,震动平台经铰轴与载具压板相连接,通过载具压板对震动平台上的载料盘进行限位。
12.本实用新型所述的震动平台沿着送料方向侧面设有导料平台,导料平台与支撑平台平齐,便于载料盘的移送。
13.本实用新型由于采用上述结构,具有结构简单、使用方便、充磁效果好、充磁效率高等优点。
附图说明
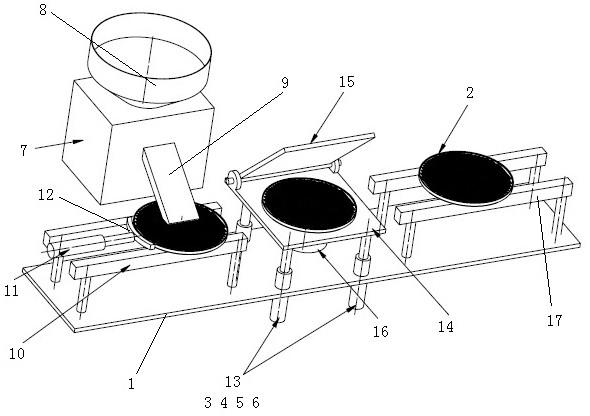
14.图1是本实用新型的结构示意图。
15.图2是本实用新型中载料盘的结构示意图。
16.图3是图2的a
‑
a剖视图。
17.图4是图3中b部放大图。
18.图5是本实用新型中倒立的异形磁铁的结构示意图,其中5
‑
1是主视图,5
‑
2是侧面视图。
具体实施方式
19.下面结合附图对本实用新型进一步说明:
20.如附图所示,一种异型钕铁硼磁铁充磁定位工装,该工装包括工作平台1,其特征在于工作平台1上分别设有自动称重卸料机构、送料机构、震动布料机构、载料盘2,所述的自动称重卸料机构设在送料机构侧面,自动称重卸料机构的出料口伸至送料机构的上方,送料机构沿着送料方向侧面设有震动布料机构,载料盘2置于送料机构上方的自动称重机构卸料口处,自动称重机构将称好的磁铁卸下至载料盘2内,送料机构将载料盘2推送至震动布料机构上方,经震动布料机构震动后布满整个载料盘2后进行充磁,所述的载料盘2设为盘状,盘状的载料盘2上均布设有异形磁铁槽3,所述的异形磁铁槽3设为与倒立的异形磁铁相配合的凹槽,通过载料盘2上的异形磁铁槽3对异形磁铁进行定位。
21.进一步,所述的载料盘2的盘底边缘的圆周上设有环形槽4,所述的载料盘2的上端边缘设有与环形槽4配合的环形凸起5,相邻的载料盘2通过环形槽4和环形凸起5进行定位堆叠充磁。
22.进一步,所述的载料盘2的环形凸起5上设有分离插槽6,分离插槽6内伸进插板对充磁好的相邻的载料盘2分离。
23.进一步,所述的自动称重卸料机构包括箱体7,箱体7固定在工作平台1上,箱体7内设有自动称重卸料装置,所述的箱体7上端设有进料漏斗8,进料漏斗8的下端伸进箱体7内
的自动称重卸料装置的进料口上,所述的箱体7下方设有出料管9,出料管9的上端伸进箱体7内与自动称重卸料装置的卸料口相连通,所述的出料管9的出料口伸至送料机构的上方,通过自动称重卸料机构对异形磁铁进行称重并卸下。
24.进一步,所述的送料机构设有支撑平台10,支撑平台10经支架固定在工作平台1上,支撑平台10设有送料气缸11,送料气缸11的输出轴与送料板12相连接,送料板12呈弧形,弧形送料板12与载料盘2的弧面相接触,便于定位送料。
25.进一步,所述的震动布料机构包括往复电动缸13、震动平台14、载具压板15和震动电机16,所述的往复电动缸的下端与工作平台1相连接,往复电动缸的输出轴与震动平台14相连接,往复电动缸初始状态为震动平台14与支撑平台10平齐,所述的震动平台14的下端面中部与震动电机16相连接,震动平台14经铰轴与载具压板15相连接,通过载具压板15对震动平台14上的载料盘2进行限位。
26.进一步,所述的震动平台14沿着送料方向侧面设有导料平台17,导料平台17与支撑平台10平齐,便于载料盘2的移送。
27.本实用新型在使用时,将异形磁铁经进料漏斗8放进箱体7内,箱体7内的自动称重卸料装置设置一个载料盘2上异形磁铁的重量的重量数据,通过自动称重卸料装置自动称取一个载料盘2上异形磁铁的重量的异形磁铁,然后经出料管9自动卸下,进而卸进支撑平台10上的载料盘2内,送料气缸11推动送料板12将载料盘2移动至震动平台14上方,再将载具压板15盖合在载料盘2上方,震动平台14经震动电机16和往复电动缸的运动将载料盘2上的异形磁铁震动落在载料盘2上的异形磁铁槽3内,布料完成后,下一个放好异形磁铁的载料盘2推至震动平台14上方,进而将上一个载料盘2推至导料平台17上,在此过程中,需要人工辅助,需要人工将载料盘2放在支撑平台10的上方,需要人工将推至震动平台14上的载料盘2辅助移位中间位置,并将载具压板15盖上,然后在下一个载料盘2将震动平台14的载料盘2移动至导料平台17上需要人工移位并堆叠,避免载料盘2横跨在震动平台14和导料平台17上,在上述结构中,自动称重卸料装置为现有技术,其结构与箱体7之间的连接关系都为现有技术,此不赘述,所述的往复电动缸与震动平台14之间的连接关系不是硬性连接,存在避让间隙,避免震动平台14在震动的过程中对震动平台14的硬性连接,该震动平台14与往复电动缸之间的连接关系为现有技术,此不赘述,本实用新型由于采用上述结构,具有结构简单、使用方便、充磁效果好、充磁效率高等优点。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1