一种保险丝压帽整形测试编带一体机的制作方法
1.本实用新型涉及机械设备领域,特别涉及一种保险丝压帽整形测试编带一体机。
背景技术:
2.戴尾保险丝包括保险丝本体和套设于保险丝本体两端的引线铜帽,其生产过程主要包括压帽(将引线铜帽装入保险丝两端)、对引线进行整直、测试电阻值是否符合标准、检查外观是否符合标准、对组装完成的保险丝产品进行编带包装等工序,而现有这些工序都是通过人工进行完成,人工组装、编带的方式费时费力,生产效率较低且产品品质不一,此外,由于产品较小,人工检查外观不容易看出细小的瑕疵,导致产品次品率较高。
技术实现要素:
3.针对现有戴尾保险丝的生产方式存在效率低、次品率高的问题,本实用新型提供了一种保险丝压帽整形测试编带一体机。
4.为实现本实用新型的目的,本实用新型采用的技术方案是:
5.一种保险丝压帽整形测试编带一体机,包括机体,所述机体上设有保险丝上料机构、一端引线铜帽上料机构、二端引线铜帽上料机构、用于将引线铜帽与保险丝进行安装的压帽机构、用于检测产品引线状态的第一检测机构、用于对产品引线进行校直的整形机构、用于测量产品阻值的电阻测试机构、用于对阻值不合格的产品进行下料的第一不良品筛选机构、用于检测产品外观的第二检测机构、用于对外观不合格的产品进行下料的第二不良品筛选机构、用于对产品进行编带包装的编带机构以及用于将产品转送至第一检测机构、整形机构、电阻测试机构、第二检测机构、编带机构的传动机构。
6.优选的,所述保险丝上料机构、一端引线铜帽上料机构、二端引线铜帽上料机构均设有振动送料盘和与所述振动送料盘连接的送料轨道。
7.优选的,所述压帽机构包括安装座、设置于所述安装座内的转动盘和用于驱动所述转动盘转动的第一驱动组件,所述转动盘设有若干用于承接所述保险丝上料机构的第一凹槽、若干用于承接所述一端引线铜帽上料机构的第二凹槽和若干用于承接所述二端引线铜帽上料机构的第三凹槽,所述第二凹槽与所述第三凹槽对称设置于所述第一凹槽两侧,所述第二凹槽与所述第三凹槽设有用于将引线铜帽压入保险丝的顶针和用于对所述顶针提供弹性复位力的弹簧,所述安装座两侧固定设有与所述顶针配合的压力臂,所述转动盘转动,所述顶针在所述压力臂的作用下向内滑动进而顶压引线铜帽进入保险丝两端。
8.优选的,所述第一检测机构架设于所述传动机构中区域上方,所述第一检测机构包括支架、第一ccd视觉检测器和用于为检测进行补光的第一光源,所述第一ccd视觉检测器设置于所述支架顶部,所述支架中部设有光源固定板,所述第一光源为设置于所述光源固定板四周的灯带,所述光源固定板上设有供第一ccd视觉检测器拍照检测的检测孔。
9.优选的,所述整形机构包括整形底板、用于对引线较大形变进行初步校直的一次滚压组件、用于对引线再次校直的二次滚压组件以及用于驱动所述一次滚压组件与所述二
次滚压组件滚动的第二驱动组件,所述一次滚压组件设有第一上抬架和设置于所述第一上抬架内的第一胶轮组,所述二次滚压组件设有第二上抬架和设置于所述第二上抬架内的第二胶轮组,所述第一上抬架与所述第二上抬架设有用于调节胶轮组松紧的调节组件。
10.优选的,所述电阻测试机构包括设置于所述传动机构之间的检测轮、用于驱动所述检测轮转动的第三驱动组件以及架设于所述检测轮上的测试针组件,所述检测轮所述测试针组件的测试端与所述检测轮外轮廓抵接,所述第一不良品筛选机构为设置于所述检测轮后端的第一分选片、驱动所述第一分选片转动的第一旋转电磁铁、设置于所述第一分选片下方的第一下料轨道以及设置于所述第一下料轨道末端的第一不良品收集盒。
11.优选的,所述第二检测机构包括第二ccd视觉检测器、第三ccd视觉检测器、第四ccd视觉检测器和第五ccd视觉检测器,所述第二ccd视觉检测器与第三ccd视觉检测器架设于所述机体表面,第四ccd视觉检测器与第五ccd视觉检测器架设于所述机体内,所述第二ccd视觉检测器、第三ccd视觉检测器、第四ccd视觉检测器和第五ccd视觉检测器均朝向所述传动机构的中心区域,所述传动机构两侧还设有用于为外观检测补光的第二光源,所述第二光源为环形光源。
12.优选的,所述第二不良品筛选机构包括筛选转盘、驱动所述筛选转盘转动的第四驱动组件、设置于所述筛选转盘后端的第二分选片、驱动所述第二分选片转动的第二旋转电磁铁、设置于所述第二分选片下方的第二下料轨道以及设置于所述第二下料轨道末端的第二不良品收集盒。
13.优选的,所述编带机构包括上胶带上料组件、下胶带上料组件、编带轮、用于将产品从所述传动机构转运至所述编带轮的编带绞轮、驱动所述编带绞轮的第五驱动组件、与所述编带轮滚压配合的载带压轮、用于对编带完成的产品进行收纳的收带盒、将编带完成的产品摆放至所述收带盒的收带摆动组件以及带动所述编带轮转动并带动所述收带摆动组件同步摆动的第六驱动组件。
14.优选的,所述传动机构包括一组由左至右设置于所述机体中部的传动链条以及用于驱动所述传动链条运动的第七驱动组件,所述传动链条上设有用于放置产品的卡块。
15.本实用新型的有益效果如下:
16.本实用新型能够代替传统人工方式实现对戴尾保险丝进行组装、检测和编带包装,有效提高工作效率并且有效保证产品质量。
附图说明
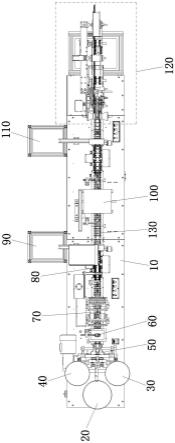
17.图1:本实用新型整机的俯视结构示意图;
18.图2:本实用新型整机的正面结构示意图;
19.图3:本实用新型上料及压帽机构的结构示意图;
20.图4:本实用新型压帽机构(隐藏部分安装座及部分转动盘罩体)的结构示意图;
21.图5:本实用新型第一检测机构的结构示意图;
22.图6:本实用新型整形机构的结构示意图;
23.图7:本实用新型电阻测试机构及第一不良品筛选机构的结构示意图;
24.图8:本实用新型第二检测机构的结构示意图;
25.图9:本实用新型第二不良品筛选机构的结构示意图;
26.图10:本实用新型编带机构的结构示意图;
27.图中:10、机体;20、保险丝上料机构;30、一端引线铜帽上料机构;40、二端引线铜帽上料机构;50、压帽机构;51、安装座;52、转动盘;521、第一凹槽;522、第二凹槽;523、第三凹槽;53、第一驱动组件;54、顶针;55、压力臂;56、转送盘;60、第一检测机构;61、支架;62、第一ccd视觉检测器;63、第一光源;64、光源固定板;641、检测孔;70、整形机构;71、整形底板;72、一次滚压组件;73、二次滚压组件;74第二驱动组件;75、第一上抬架;76、第二上抬架;80、电阻测试机构;81、检测轮;82、第三驱动组件;83、测试针组件;84、电阻仪;90、第一不良品筛选机构;91、第一分选片;92、第一旋转电磁铁;93、第一下料轨道;94、第一不良品收集盒;100、第二检测机构;101、第二ccd视觉检测器;102、第三ccd视觉检测器;103、第四ccd视觉检测器;104、第五ccd视觉检测器;105、第二光源;106、显示屏;110、第二不良品筛选机构;111、筛选转盘;112、第四驱动组件;113、第二分选片;114、第二旋转电磁铁;115、第二下料轨道;116、第二不良品收集盒;120、编带机构;121、上胶带上料组件;122、下胶带上料组件;123、编带轮;124、编带绞轮;125、载带压轮;126、收带盒;127、收带摆动组件;128、下料板;129、编带纸盘组件;130、传动机构。
具体实施方式
28.现有戴尾保险丝的生产方式存在效率低、次品率高的问题。所以本实用新型提出新的方案,为更加清楚的表示,下面结合附图对本实用新型做详细的说明。
29.参见图1-2,一种保险丝压帽整形测试编带一体机,包括机体10,所述机体10上设有保险丝上料机构20、一端引线铜帽上料机构30、二端引线铜帽上料机构40、用于将引线铜帽与保险丝进行安装的压帽机构50、用于检测产品引线状态的第一检测机构60、用于对产品引线进行校直的整形机构70、用于测量产品阻值的电阻测试机构80、用于对阻值不合格的产品进行下料的第一不良品筛选机构90、用于检测产品外观的第二检测机构100、用于对外观不合格的产品进行下料的第二不良品筛选机构110、用于对产品进行编带包装的编带机构120以及用于将产品转送至第一检测机构60、整形机构70、电阻测试机构80、第二检测机构100、编带机构120的传动机构130。
30.该一体机还包括主控机构,所述保险丝上料机构20、一端引线铜帽上料机构30、二端引线铜帽上料机构40、压帽机构50、第一检测机构60、整形机构70、电阻测试机构80、第一不良品筛选机构90、第二检测机构100、第二不良品筛选机构110、编带机构120和传动机构130均连接主控机构,通过所述主控机构控制整机的运行。
31.参见图1-3,所述保险丝上料机构20、一端引线铜帽上料机构30、二端引线铜帽上料机构40均设有振动送料盘和与所述振动送料盘连接的送料轨道。保险丝上料机构20的送料轨道呈45
°
角架设于所述压帽机构50上方,所述一端引线铜帽上料机构30和二端引线铜帽上料机构40的送料轨道竖直设置于所述压帽机构50上方。
32.参见图3-4,所述压帽机构50包括安装座51、设置于所述安装座51内的转动盘52和用于驱动所述转动盘52转动的第一驱动组件53。
33.所述转动盘52设有若干用于承接所述保险丝上料机构20的第一凹槽521、若干用于承接所述一端引线铜帽上料机构30的第二凹槽522和若干用于承接所述二端引线铜帽上料机构40的第三凹槽523,所述第二凹槽522与所述第三凹槽523对称设置于所述第一凹槽
521两侧。
34.所述第二凹槽522与所述第三凹槽523设有用于将引线铜帽压入保险丝的顶针54和用于对所述顶针54提供弹性复位力的弹簧,本实施例转动盘52还设有顶针定位片和弹簧挡片,所述顶针54可在顶针定位片和弹簧挡片中活动,所述弹簧两端分别与顶针定位片和弹簧挡片抵接。
35.所述顶针54所述安装座51两侧固定设有与所述顶针54配合的压力臂55,所述压力臂55与所述顶针54配合一端设有轴承,可根据压力臂55安装位置调节顶针54前进的距离。所述转动盘52转动,所述顶针54在所述压力臂55的作用下向内滑动进而顶压引线铜帽进入保险丝两端,经过压力臂55后的顶针54在弹簧的作用下复位。
36.所述压帽机构50还包括一用于将压帽后的产品转运至传动机构130的转送盘56。
37.参见图5,所述第一检测机构60架设于所述传动机构130中区域上方,所述第一检测机构60包括支架61、第一ccd视觉检测器62和用于为检测进行补光的第一光源63,所述第一ccd视觉检测器62设置于所述支架61顶部,所述支架61中部设有光源固定板64,所述第一光源63为设置于所述光源固定板64四周的灯带,所述光源固定板64上设有供第一ccd视觉检测器62拍照检测的检测孔641。
38.所述机体10上还设有一显示屏106,所述第一ccd视觉检测器62连接所述显示屏106,所述显示屏106用于观测ccd视觉检测结果和调整ccd视觉检测参数。所述第一ccd视觉检测器62通过相机镜头对传动机构130上的产品进行拍照,通过相机电缆传输至视觉控制器主体中,通过a/d转换器,实现图像信息变换为数据信息,再通过视觉主机传输至显示屏106上,根据软件系统使用控制手柄编辑检测参数。先设置好保险丝正确放置状态后,将自动检测保险丝放置状态,检测到保险丝不良放置后,设备将停机提示。
39.参见图6,所述整形机构70包括整形底板71、用于对引线较大形变进行初步校直的一次滚压组件72、用于对引线再次校直的二次滚压组件73以及用于驱动所述一次滚压组件与所述二次滚压组件滚动的第二驱动组件74。
40.所述一次滚压组件72设有第一上抬架75和设置于所述第一上抬架75内的第一胶轮组,所述二次滚压组件73设有第二上抬架76和设置于所述第二上抬架76内的第二胶轮组。
41.所述第一胶轮组包括两个用于对靠近铜帽边上的引线进行校直的小绞轮,先引导并校直产品两端引线变形比较大的,引线进入小胶轮和整形底板71中,通过滚压并旋转,把产品铜帽边上的引线校直。此工位不可直接使用大胶轮进行整形,防止产品引线弯曲变形比较大,造成卡死现象。
42.所述第二胶轮组包括两个用于对全部引线进行校直的大胶轮,通过小胶轮整形校直后的产品进入大胶轮和整形底板71后再次整形,可以确保产品两端引线可以全部校直。
43.所述第一上抬架75与所述第二上抬架76均为杠杆架,通过该上抬架能够将绞轮组抬起远离整形底板71,在卡死时能够对设备进行处理。所述第一上抬架75与所述第二上抬架76还设有用于调节胶轮组松紧的调节组件。
44.所述整形机构70外侧还设有保护罩,有效防止设备运作过程中夹伤操作人员。
45.参见图7,所述电阻测试机构80包括设置于所述传动机构130之间的检测轮81、用于驱动所述检测轮81转动的第三驱动组件82以及架设于所述检测轮81上的测试针组件83,
所述检测轮81所述测试针组件83的测试端与所述检测轮81顶部外轮廓抵接。所述检测轮81外轮廓设有凸起,所述检测轮81通过所述凸起带动传动机构130上的产品经过顶部时,两端引线与测试针组件83接触,进而测得阻值。
46.所述机体10上还设有一电阻仪84,所述测试针组件83与所述电阻仪84连接,通过所述电阻仪84能够设置预设电阻值,也能够实时监测每个产品的电阻值。
47.继续参见图7,所述第一不良品筛选机构90为设置于所述检测轮81后端的第一分选片91、驱动所述第一分选片91转动的第一旋转电磁铁92、设置于所述第一分选片91下方的第一下料轨道93以及设置于所述第一下料轨道93末端的第一不良品收集盒94。本实施例所述的检测轮81后端为检测轮81转动方向的后端。电阻不良的产品经检测轮81转动至分拨片后,第一旋转电磁铁92带动分拨片转动进而将不良品拨至第一下料轨道93,最后滑落至第一不良品收集盒94。本实施例中所述检测轮81后端也是指检测轮81转动方向的后端。
48.参见图8,所述第二检测机构100包括第二ccd视觉检测器101、第三ccd视觉检测器102、第四ccd视觉检测器103和第五ccd视觉检测器104,所述第二ccd视觉检测器101与第三ccd视觉检测器102架设于所述机体10表面,第四ccd视觉检测器103与第五ccd视觉检测器104架设于所述机体10内,所述第二ccd视觉检测器101、第三ccd视觉检测器102、第四ccd视觉检测器103和第五ccd视觉检测器104均朝向所述传动机构130的中心区域,所述传动机构130两侧还设有用于为外观检测补光的第二光源105,所述第二光源105为环形光源。
49.所述第二检测机构100外侧也设有外罩。
50.所述第二ccd视觉检测器101、第三ccd视觉检测器102、第四ccd视觉检测器103和第五ccd视觉检测器104也连接所述显示屏106。所述第二ccd视觉检测器101、第三ccd视觉检测器102、第四ccd视觉检测器103和第五ccd视觉检测器104用于检测产品外观上是否有污渍,铜帽有锡粒,铜帽是否破损,保险丝是否有变形等现象。其检测原理与第一ccd视觉检测器62相同,就不再赘述。
51.参见图9,所述第二不良品筛选机构110包括筛选转盘111、驱动所述筛选转盘111转动的第四驱动组件112、设置于所述筛选转盘111后端的第二分选片113、驱动所述第二分选片113转动的第二旋转电磁铁114、设置于所述第二分选片113下方的第二下料轨道115以及设置于所述第二下料轨道115末端的第二不良品收集盒116。
52.所述第二不良品筛选机构110的工作原理与所述第一不良品筛选机构90相同,因此就不再赘述。
53.参见图10,所述编带机构120包括上胶带上料组件121、下胶带上料组件122、编带轮123、用于将产品从所述传动机构130转运至所述编带轮123的编带绞轮124、驱动所述编带绞轮124的第五驱动组件、与所述编带轮123滚压配合的载带压轮125、用于对编带完成的产品进行收纳的收带盒126、将编带完成的产品摆放至所述收带盒126的收带摆动组件127以及带动所述编带轮123转动并带动所述收带摆动组件127同步摆动的第六驱动组件。
54.所述收带摆动组件127包括圆盘、连杆和摆动板,所述圆盘通过同步轮和同步带与第六驱动组件连接,所述连杆两端分别与摆动板顶部转动连接和与所述圆盘外周转动连接。
55.所述编带轮123左上方安装有编带光纤支杆,用于检测编带绞轮124上是否产品,如检测有料,系统开始计数,防止遗漏产品。所述编带压轮前侧设有一产品导向片,产品到
达编带绞轮124和编带轮123的交接处时,编带轮123开始顺时针旋转,产品在编带轮123上进入载带压轮125前先由载带导向片进行校正位置,使得戴尾保险丝保持同一位置,使得产品编带完整,美观。
56.所述编带轮123后端设有下料板128,也可通过下料板128直接进行下料;所述机体10上设有编带纸盘组件129,所述编带纸盘组件129包括纸盘和收带盘,编带完成的产品也可直接把编带好的产品放入纸盘中,当前端编带轮123上的载带编好产品后穿过收带滚轴向上拉取至纸盘中,纸盘转动,同时纸带盘中的纸带头拉取并放入纸盘中,把编带好的载带隔离起来,使得载带上的戴尾保险丝隔离不接触。
57.所述传动机构130包括一组由左至右设置于所述机体10中部的传动链条以及用于驱动所述传动链条运动的第七驱动组件,所述传动链条上设有用于放置产品的卡块。产品两端引线能够卡设于所述卡块中,并通过传动链条带动产品在各工位之间移动。
58.本实施例中的驱动组件不做限制,可以是电机加链轮组或者电机加同步轮组等,能够实现各机构运作即可。
59.本实施例所述机体10上设有用于控制设备开启的启动按钮、控制设备关闭的停止按钮、急停按钮、手动送料按钮以及用于控制振动送料盘振动频率以及传动机构运行速率的调节按钮,通过该调节开关能够对设备的生产速度进行调节,以满足不同需求。
60.本实用新型能够代替传统人工方式实现对戴尾保险丝进行组装、检测和编带包装,有效提高工作效率并且有效保证产品质量。
61.以上实施例仅用以解释说明本实用新型的技术方案而非对其限制,尽管上述实施例对本实用新型进行了具体的说明,相关技术人员应当理解,依然可对本实用新型的具体实施方式进行修改或者等同替换,而未脱离本实用新型精神和范围的任何修改和等同替换,其均应涵盖在本实用新型的权利要求范围之中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1