一种油浸式高压供电变压器的制作方法
1.本实用新型属于变压器领域,特别涉及一种油浸式高压供电变压器。
背景技术:
2.大气污染问题是我国现阶段重要的环境污染之一,治理污染已成为改善人民生活水平的重要手段。电力电子技术作为一种高新技术为大气污染治理提供了很好的机遇,随着新的电力电子元器件的研发及现代计算机、控制技术的迅速发展,应用领域更加广泛,应用性能也越来越完善。新的大功率电力电子器件的研发和应用必将为大气污染治理技术的发展提供更加广阔的应用前景。
3.现代工业电除尘器一般都是采用电晕放电的方法实现的,电力电子设备主要应用于高压静电除尘电源。由施加电压和电流决定除尘器电气状况,对除尘器效率有极大的影响。常规摩擦起电器和高频变压器的电流都太小,不能满足工业电除尘器的要求,因此一般都采用常规高压变压器,把正常的供电线路电压升到除尘器运行所需的电压。
4.目前电压器中的初级线圈绕组一般是直接绕设在铁芯柱上,次级线圈绕组再绕设在初级线圈绕组外侧,对于线圈绕组生产的模块化较低,批量性生产效率不足。
技术实现要素:
5.发明目的:为了克服现有技术中存在的不足,本实用新型提供一种油浸式高压供电变压器,能够提升变压器的生产效率和变压器的一致性。
6.技术方案:为实现上述目的,本实用新型的技术方案如下:
7.一种油浸式高压供电变压器,包括铁芯,所述铁芯包含的两个平行的铁芯柱上分别设置有线圈绕组,所述线圈绕组包含位于内侧的初级绕组和位于外侧的次级绕组,所述初级绕组和次级绕组均为独立式绕设的套筒状结构,所述初级绕组套设在铁芯柱上,所述次级绕组相对于初级绕组沿轴向活动套设设置,所述次级绕组与初级绕组之间设置有组间绝缘层。
8.进一步的,所述铁芯为多级阶梯式叠制结构,所述铁芯柱包含若干层叠的铁芯片,所述铁芯柱在铁芯片层叠方向上呈两端窄中间宽的结构形式,且所述铁芯柱的轴向截面外轮廓趋近于圆形。
9.进一步的,在所述铁芯柱的截面方向上,所述铁芯柱的若干台肩棱边均位于规则外界圆的边界上。
10.进一步的,所述组间绝缘层包括由内之外依次设置的多层pet胶带层、多层聚酯薄膜层和绝缘纸层。
11.进一步的,所述初级绕组的内圈设置有对地绝缘骨架,且所述初级绕组的层间包制有聚酯薄膜。
12.进一步的,所述初级绕组的两端分别间距于铁轭部设置,且所述初级绕组与所述对地绝缘骨架、层间聚酯薄膜的两端均保持空隙距离并构成油浸绝缘空间。
13.进一步的,所述次级绕组多层堆叠式绕制,层间包制极薄聚酯薄膜,且通过绝缘漆逐层刷制。
14.进一步的,所述铁芯的外侧夹设有固定安装支架,所述固定安装支架上设置有辅助电源变压器,所述辅助电源变压器包括铁芯二、绕设在铁芯二上的供电绕组和用于将所述铁芯二安装在所述固定安装支架上的安装支架二。
15.进一步的,所述铁芯二为“口”型结构,所述铁芯二所在平面倾斜于铁芯所在平面设置,且所述铁芯二的绕设有供电绕组的铁芯柱靠近且位于初级绕组和次级绕组之间的区域。
16.有益效果:本实用新型的初级绕组和次级绕组均为独立式绕设的套筒状结构,将初级绕组和次级绕组进行独立生产加工,形成模块化结构,在加工时容易保证其绕组的一致性,而且在后序的装配中较为方便,整体生产中能够大幅度的提升生产效率。
附图说明
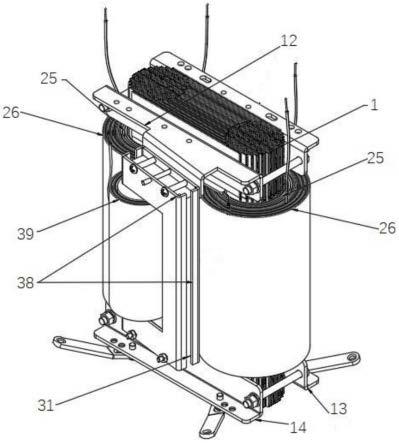
17.附图1为本实用新型的整体结构立体示意图;
18.附图2为本实用新型的初级绕组、次级绕组和组件绝缘层的结构示意图;
19.附图3为本实用新型的铁芯和固定安装支架的结构示意图;
20.附图4为本实用新型的铁芯中铁芯柱的截面示意图;
21.附图5为本实用新型的辅助电源变压器的装配示意图。
具体实施方式
22.下面结合附图对本实用新型作更进一步的说明。
23.如附图1和附图2所示,一种油浸式高压供电变压器,包括铁芯1,呈“口”型结构,所述铁芯1包含的两个平行的铁芯柱上分别设置有线圈绕组,所述线圈绕组包含位于内侧的初级绕组22和位于外侧的次级绕组26,所述初级绕组22和次级绕组26均为独立式绕设的套筒状结构,所述初级绕组22套设在铁芯柱上,所述次级绕组26相对于初级绕组沿轴向活动套设设置,所述次级绕组26与初级绕组22之间设置有组间绝缘层。本实用新型的初级绕组和次级绕组均为独立式绕设的套筒状结构,将初级绕组和次级绕组进行独立生产加工,形成模块化结构,在加工时容易保证其绕组的一致性,而且在后序的装配中较为方便,整体生产中能够大幅度的提升生产效率。使多线圈高压绕组适用于自动化生产成为可能,有效提高生产效率及产品结构、性能一致性。
24.所述初、次级绕组采用套筒分离式结构设计,从而使初、次级绕组能够分别独产进行绕制,保证绕组绕制的紧合度。同时,对所述初、次级绕组采用串联式设计方式,分立线圈分别安装于所述铁芯1两侧的中柱,能够有效降低高压对产品整体安规结构的设计要求,避免电晕及高压放电。
25.所述组间绝缘层包括由内之外依次设置的多层pet胶带层23、多层聚酯薄膜层24和多层nomex410绝缘纸层25。所述组间绝缘层采用多层式包制绝缘结构,能够有效降低单层绝缘结构失效率及耐压贯通距离。
26.所述初级绕组22的内圈设置有对地绝缘骨架20,所述对地骨架20采用厚度为0.76mm nomex410绝缘材料,其优异的耐压性能及抗老化特性,使铁芯部分与绕组部分有效
隔离。且所述初级绕组22的层间包制有聚酯薄膜21。所述初级绕组22的两端分别间距于铁轭部设置,且所述初级绕组与所述对地绝缘骨架、层间聚酯薄膜的两端均保持15mm的空隙距离并构成油浸绝缘空间。
27.所述次级绕组26多层堆叠式绕制,起头、末尾采用引线28引出,层间包制极薄聚酯薄膜27,且通过绝缘漆逐层刷制。对所述次级绕组26线圈进行粘合处理,防止绕组松散、变形。所述次极绕组线圈外围采用绝缘纸29包制3层作外围绝缘处理。
28.如附图3和附图4所示,所述铁芯为多级阶梯式叠制结构,所述铁芯柱包含若干层叠的铁芯片,所述铁芯柱在铁芯片层叠方向上呈两端窄中间宽的结构形式,且所述铁芯柱的轴向截面外轮廓趋近于圆形。在所述铁芯柱的截面方向上,所述铁芯柱的若干台肩棱边均位于规则外界圆的边界上。
29.铁芯柱的主截面采用类圆形结构设计,能够有效降低高、低压绕组的平均绕制匝长,从而降低绕组损耗及绕组压降,提高输出电压调整率。类圆形铁芯结构设计,能够避免常规方形铁芯设计易出现的尖端放电现象。同时,圆形绕组设计,使多线圈高压绕组适用于自动化生产,有效提高生产效率及产品结构、性能一致性。
30.所述多级阶梯式接装铁芯采用多种宽度规格剪片铁芯多级叠制拼装而成,使铁芯主截面形成类圆截面结构。
31.作为优选,考虑工艺可行性及满足叠片面积系数接近整圆面积,铁芯拼接级数采用六级拼结方式,同时,铁芯采用取向硅钢材质,使有效铁芯截面范围内,铁芯磁密取值最大化,绕组圈数最小化,从而最大限度减少绕组损耗所造成的对产品整体温升的影响,延长产品整体工作使用寿命。
32.如图3和附图4所示,所述多级阶梯式叠片铁芯由等宽铁芯片2横向放置,等长铁芯片(3,4,5,6,7,8)垂直放置,依次沿轴方向交叠插制。所述等长铁芯片3-8宽度依次递进,如图4中a1-a6所示,铁芯叠制厚度如图4中b1-b6所示也呈依次递进状态,从而使铁芯整体截面呈类圆结构。所述若干等宽铁芯片2叠制形成主体铁芯上铁轭18、下铁轭19。所述若干等长铁芯片3-8叠制形成主体铁芯左侧铁芯柱9及右侧铁芯柱17,主体铁芯呈长方口形磁路结构设计。
33.隔离板10放置于铁芯窗口上,下内侧位置,用于线圈端部与铁芯窗口侧绝缘。增加线圈爬电距离,提高线圈与铁芯部位耐压强度。
34.使用顶部铁芯夹件一11、顶部铁芯夹件二12及底部铁芯夹件一13、底部铁芯夹件二14及若干紧固件对所述叠制铁芯进行相对夹持,使所述铁芯整体成型,防止铁芯工作过程中出现机械振动及噪音。
35.若干折形支架15与所述底部铁芯夹件通过紧固螺丝联接,形成下沉式安装方式,适用于下沉式油浸腔体安装设计。
36.如附图5所示,所述铁芯1的外侧夹设有固定安装支架,所述固定安装支架上设置有辅助电源变压器,所述辅助电源变压器包括铁芯二31、绕设在铁芯二上的供电绕组39和用于将所述铁芯二安装在所述固定安装支架上的安装支架二38。
37.所述铁芯二31为“口”型结构,所述铁芯二31所在平面倾斜于铁芯1所在平面设置,且所述铁芯二31的绕设有供电绕组的铁芯柱靠近且位于初级绕组22和次级绕组26之间的区域,整体体积更小更紧凑。
38.所述辅助电源变压器由叠片式的铁芯二31,装配于所述铁芯二31左侧中柱供电绕组,包含初级绕组线圈35和次级绕组线圈36。顶部包裹式上压件30与底部下压件32对所述铁芯二31进行固定,由若干紧固件对其进行对向紧固。紧固件(33,34)通过孔位(101,102)与所述主供电变压器顶部夹件二12进行紧固连接。
39.本实用新型具体实施方式如下:
40.将所述若干等宽铁芯片2与若干等长铁芯片(3,4,5,6,7,8)沿轴方向相互交叠插制,形成口形主铁芯磁路,并用所述顶部铁芯夹件一和顶部夹件二,及底部铁芯夹件及若干紧固件对所述叠制铁芯进行相对夹持、整形、固定。再将所述顶部夹件及上铁轭18部分移除,露出所述铁芯左侧铁芯柱9及右侧铁芯柱17,用于主体线圈装配。
41.将对地绝缘骨架20安装于专用绕线模上,多层叠绕初级绕组22,包制层间绝缘21,所述初级绕组22绕制完毕,在其外围包制多层绝缘材料22,23,24构成初、次级绕组的组间绝缘。
42.所述初级绕组采用自引线方式引出,引线加制玻纤绝缘套管,起头与末尾引线分别从所述初级绕组22顶部与底部引出。
43.次级绕组线圈26独立绕制,起头、末尾采用引线28引出。采用多层堆叠绕制方式,层间包制极薄聚酯薄膜27,并采用绝缘漆进行逐层刷制,对所述次级绕组26线圈进行粘合处理,防止绕组松散、变形。所述次级绕组线圈外围采用绝缘纸29包制3层作外围绝缘处理。
44.所述初级绕组22与所述次级绕组26采用套筒方式装配,形成主体线圈部分,分别装制于所述叠制铁芯左,右两侧铁芯柱上。
45.将所述上铁轭18回插制于铁芯主回路,并用所述顶部支架一和顶部支架二及若干紧固件进行整体固定处理。
46.将所述辅助电源变压器通过孔位(101,102)采用紧固件与主变压器进行紧固连结。
47.供电变压器固定装配于油腔内部,并进行整体浸油绝缘处理。
48.以上所述仅是本实用新型的优选实施方式,应当指出:对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1