一种拼块式三轴绕线机的制作方法
1.本发明涉及绕线机构,尤其涉及一种拼块式三轴绕线机。
背景技术:
2.现如今新能源技术的不断提升,永磁电机行业也处于飞速发展过程中,其中定子线圈作为电机中的一个极其重要的组成部分,其质量的好坏直接影响着电机的质量,而由于定子线圈的绕线工艺精度要求十分高,所以如何生产出一个优质的定子线圈成为必须解决的技术难题。定子拼块的绕线工艺,其对于永磁电机性能要求较高,对于永磁电机内的定子线圈的要求也随之提高,从而对生产定子线圈的绕线机的要求也不断的增加。因此,研发一种拼块式三轴绕线机,成为本领域技术人员亟待解决的问题。
技术实现要素:
3.本发明是为了解决上述不足,提供了一种拼块式三轴绕线机,该三轴绕线机能够实现线圈绕线流程的全自动化,从而提升了生产效率,降低了企业生产成本。
4.本发明的上述目的通过以下的技术方案来实现:一种拼块式三轴绕线机,包括机身,机身上设有张力器机构、三轴绕线模组、机器人部分和输送线机构;所述机身包括机架,机架上设有机构台面和漆包线固定架;所述张力器机构、三轴绕线模组、机器人部分和输送线机构均固定在所述机构台面上。
5.进一步地,所述三轴绕线模组包括y轴模组、z轴模组和x轴模组,
6.所述y轴模组包括导轨、y轴滑座、y轴联轴器、电机固定板、y轴底板、y轴丝杆、前轴承座、丝杆螺母连接块、后轴承座和z轴连接板,所述y轴底板上设有导轨,导轨上安装有y轴滑座,且一侧通过电机固定板固定一y轴驱动电机,y轴驱动电机通过y轴联轴器连接一y轴丝杆,y轴丝杆通过前轴承座和后轴承座固定,y轴丝杆安装有丝杆螺母连接块,丝杆螺母连接块和y轴滑座连接z轴连接板;所述y轴驱动电机可通过y轴联轴器带动y轴丝杆运动,并进一步驱动y轴y轴滑座连同z轴连接板在y轴导轨上滑动。
7.所述z轴模组包括z轴丛动同步轮、z轴主动同步轮、同步带、x轴连接板、z轴导轨、z轴丝杆、后轴承座、z轴安装板、前轴承座、丝杆螺母连接块、z轴滑座、驱动电机、驱动电机固定架和y轴连接板;
8.所述轴安装板一侧设有轴导轨,轴导轨上设有轴轴滑座,轴安装板另一侧设有驱动电机固定架,并安装有轴驱动电机,轴驱动电机的输出端设有轴主动同步轮,所述轴丝杆一端设置有轴从动同步轮,所述轴主动同步轮与轴丛动同步轮之间绕设有轴同步带,轴丝杆通过前轴承座和后轴承座固定在轴安装板上,所述轴丝杆上安装有轴丝杆螺母连接块,所述轴丝杆螺母连接块和轴滑座连接到所述轴连接板上,轴丝杆螺母连接块可驱动轴轴滑座在轴导轨上滑动;所述轴驱动电机可通过轴主动同步轮、轴丛动同步轮及轴同步带带动轴丝杆运动,并进一步驱动轴轴滑座连同轴连接板在轴导轨上滑动;所述轴安装板与轴模组的轴连接板连接,并通过加强板连接。
9.所述x轴模组包括定子工装夹具、漆包线压紧机构、上夹板、下夹板、x轴驱动电机、定子压紧气缸、x轴联轴器、电机固定板、x轴滑座、漆包线压紧气缸、丝杆、前轴承座、丝杆螺母连接块、后轴承座、x轴安装板、导轨、压紧气缸固定架和压紧气缸顶杆;
10.所述x轴模组安装在x轴连接板上,所述x轴安装板上设有导轨和电机固定板,所述导轨上安装有x轴滑座,所述电机固定板安装有x轴驱动电机,x轴驱动电机的输出端设置有x轴联轴器连接到丝杆一端,丝杆通过前轴承座和后轴承座固定在x轴安装板上,所述丝杆上安装有丝杆螺母连接块,所述x轴滑座和丝杆螺母连接块连接在z轴连接板上;所述x轴驱动电机可通过x轴联轴器带动x轴丝杆运动,并进一步驱动x轴x轴滑座在x轴导轨上滑动;所述x轴安装板正面设有上夹板和下夹板,上夹板和下夹板之间设有定子工装夹具,所述x轴安装板正面底部设有漆包线压紧机构。
11.进一步地,所述工装夹具上设有个呈等边长方形水平设置的拼块固定机构。
12.进一步地,所述张力器机构包括第一支座、第二支座和第三支座,所述第一支座和第二支座上分别固定有三个张力器,所述第三支座上部设有滑轨,并安装有滑动基座,滑动基座上安装有旋转电机、绕线线嘴、漆包线压紧气缸和剪线气缸,滑动基座与第三支座之间设有一用于驱动滑动基座的前进气缸。
13.进一步地,所述机器人机构安装在输送线机构与三轴绕线模组之间,所述机器人机构包括六轴机械臂,六轴机械臂通过旋转气缸机构连接有定子电磁吸铁。
14.进一步地,所述输送线机构包括输送线机架,输送线机架上设有输送带,输送带上设有定子工装。
15.所述三轴绕线机的绕线方式,包括以下步骤:
16.s1:将固定架上的漆包线分别通过张力机构、线嘴线嘴、漆包线压紧气缸。
17.s2:把半成品定子放置在定子工装上。
18.s3:六轴机械臂运行到定子工装处,定子电磁吸铁吸取半成品定子,运行到三轴移动模组坐标处。
19.s4:定子电磁吸铁把吸取的半成品定子放置到定子工装夹具上,定子压紧气缸压紧,三轴移动模组的绕线压紧气缸夹紧漆包线,三轴移动模组的轴模组、轴模组和轴模组提供定子在三维空间上的移动,并开始三轴机构高速绕线,保证将漆包线绕制在定子正确的位置上。
20.s5:完成工装夹具上的定子绕线后,通过剪线气缸对已完成的定子绕线三极进行剪线。
21.s6:六轴机械臂系统收到定子绕线完成信号后,六轴机械臂的定子电磁吸铁吸取绕线完成定子,旋转气缸旋转度,将定子电磁吸铁上的定子半成品放置在定子工装夹具上。
22.s7:六轴机械臂把绕好的定子成品放置到定子工装上,旋转气缸旋转-180度,定子电磁吸铁吸取半成品定子,运行到三轴移动模组交换料处,等待定子绕线完成信号。
23.本发明与现有技术相比的优点是:采用上述结构后,本发明能够实现了集机器人上下料、自动绕线、输送线为一体的绕线机,使得设备结构更加紧凑,空间更加节约,工艺精度更高,且效率更高,实现高度自动化,节约大量劳动力。同时,本发明通过三轴绕线结构与定子工装夹具的方式进行绕线,不仅减少了线头量,提高了线圈性能,更通过一体化、自动化提升了生产效率。比普通气缸拉线,更能满足不同类型产品的需求。
附图说明
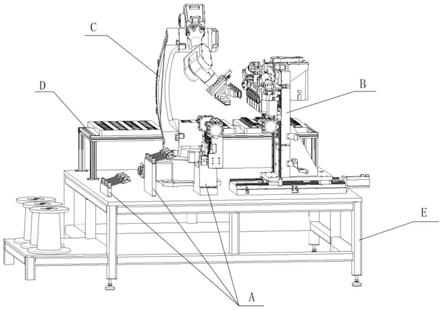
24.图1是本发明的整体结构示意图。
25.图2是本发明中机身的结构示意图。
26.图3是本发明中输送线机构的结构示意图。
27.图4是本发明中机器人部分的结构示意图。
28.图5是本发明中张力器机构的结构示意图。
29.图6是本发明中三轴绕线模组的结构示意图。
30.图7是本发明中y轴模组的结构示意图。
31.图8是本发明中z轴模组的立体结构示意图。
32.图9是本发明中z轴模组的正面结构示意图。
33.图10是本发明中z轴模组的内部结构示意图。
34.图11是本发明中x轴模组的正面结构示意图。
35.图12是本发明中x轴模组的背面的结构示意图。
36.图13是本发明中x轴模组的立体结构示意图。
具体实施方式
37.下面结合附图对本发明进一步详述。
38.如图1、图2所示,一种拼块式三轴绕线机,包括机身e,机身e上设有张力器机构a、三轴绕线模组b、机器人部分c和输送线机构d;所述机身e包括机架e3,机架e3上设有机构台面e1和漆包线固定架e2;所述张力器机构a、三轴绕线模组b、机器人部分c和输送线机构d均固定在所述机构台面e1上。
39.如图6所示,所述三轴绕线模组b包括y轴模组ba、z轴模组bb和x轴模组bc,
40.如图7所示,所述y轴模组ba包括导轨ba101、y轴滑座ba102、y轴联轴器ba103、电机固定板ba104、y轴底板ba105、y轴丝杆ba106、前轴承座ba107、丝杆螺母连接块ba108、后轴承座ba109和z轴连接板ba110,所述y轴底板ba105上设有导轨ba101,导轨ba101上安装有y轴滑座ba102,且一侧通过电机固定板ba104固定一y轴驱动电机ba100,y轴驱动电机ba100通过y轴联轴器ba103连接一y轴丝杆ba106,y轴丝杆ba106通过前轴承座ba107和后轴承座ba109固定,y轴丝杆ba106安装有丝杆螺母连接块ba108,丝杆螺母连接块ba108和y轴滑座ba102连接z轴连接板;所述y轴驱动电机ba100可通过y轴联轴器ba103带动y轴丝杆ba106运动,并进一步驱动y轴y轴滑座ba102连同z轴连接板ba110在y轴导轨ba101上滑动。
41.如图8、图9及图10所示,所述z轴模组bb包括z轴丛动同步轮bb100、z轴主动同步轮bb101、同步带bb102、x轴连接板bb103、z轴导轨bb104、z轴丝杆bb105、后轴承座bb106、z轴安装板bb107、前轴承座bb108、丝杆螺母连接块bb109、z轴滑座bb110、驱动电机bb111、驱动电机固定架bb112和y轴连接板bb113;
42.所述z轴安装板bb107一侧设有z轴导轨bb104,z轴导轨bb104上设有z轴z轴滑座bb110,z轴安装板bb107另一侧设有驱动电机固定架bb112,并安装有z轴驱动电机bb111,z轴驱动电机bb111的输出端设有z轴主动同步轮bb101,所述z轴丝杆bb105一端设置有z轴从动同步轮bb100,所述z轴主动同步轮bb101与z轴丛动同步轮bb100之间绕设有z轴同步带bb102,z轴丝杆bb105通过前轴承座bb108和后轴承座bb106固定在z轴安装板bb107上,所述
z轴丝杆bb105上安装有z轴丝杆螺母连接块bb109,所述z轴丝杆螺母连接块bb109和z轴滑座bb110连接到所述x轴连接板bb103上,z轴丝杆螺母连接块bb109可驱动z轴z轴滑座bb110在z轴导轨bb104上滑动;所述z轴驱动电机bb111可通过z轴主动同步轮bb101、z轴丛动同步轮bb100及z轴同步带bb102带动z轴丝杆bb105运动,并进一步驱动z轴z轴滑座bb110连同x轴连接板bb103在z轴导轨bb104上滑动;所述z轴安装板bb107与y轴模组ba的z轴连接板ba110连接,并通过加强板bb113连接。
43.如图11、图12及图13所示,所述x轴模组包括定子工装夹具bc100、漆包线压紧机构bc101、上夹板bc102、下夹板bc103、x轴驱动电机bc200、定子压紧气缸bc201、x轴联轴器bc202、电机固定板bc203、x轴滑座bc204、漆包线压紧气缸bc205、丝杆bc206、前轴承座bc207、丝杆螺母连接块bc208、后轴承座bc209、x轴安装板bc210、导轨bc211、压紧气缸固定架bc212和压紧气缸顶杆bc213;
44.所述x轴模组bc安装在x轴连接板bb103上,所述x轴安装板bc210上设有导轨bc211和电机固定板bc203,所述导轨bc211上安装有x轴滑座bc204,所述电机固定板bc203安装有x轴驱动电机bc200,x轴驱动电机bc200的输出端设置有x轴联轴器bc202连接到丝杆bc206一端,丝杆bc206通过前轴承座bc207和后轴承座bc209固定在x轴安装板bc210上,所述丝杆bc206上安装有丝杆螺母连接块bc208,所述x轴滑座bc204和丝杆螺母连接块bc208连接在z轴连接板bb103上;所述x轴驱动电机bc200可通过x轴联轴器bc202带动x轴丝杆bc206运动,并进一步驱动x轴x轴滑座bc204在x轴导轨bc211上滑动;所述x轴安装板bc210正面设有上夹板bc102和下夹板bc103,上夹板bc102和下夹板bc103之间设有定子工装夹具bc100,所述x轴安装板bc210正面底部设有漆包线压紧机构bc101。
45.所述工装夹具bc100上设有12个呈等边长方形水平设置的拼块固定机构。
46.如图5所示,所述张力器机构a包括第一支座a4、第二支座a8和第三支座a9,所述第一支座a4和第二支座a8上分别固定有三个张力器a7,所述第三支座a9上部设有滑轨a10,并安装有滑动基座a11,滑动基座a11上安装有旋转电机a5、绕线线嘴a3、漆包线压紧气缸a1和剪线气缸a2,滑动基座与第三支座a9之间设有一用于驱动滑动基座a11的前进气缸a6。
47.如图4所示,所述机器人机构安装在输送线机构d与三轴绕线模组b之间,所述机器人机构c包括六轴机械臂c1,六轴机械臂c1通过旋转气缸机构c2连接有定子电磁吸铁c3。
48.如图3所示,所述输送线机构d包括输送线机架d2,输送线机架d2上设有输送带d3,输送带d3上设有定子工装d1。
49.所述三轴绕线机的绕线方式,包括以下步骤:
50.s1:将固定架e2上的漆包线分别通过张力机构a1、线嘴线嘴a3、漆包线压紧气缸a1。
51.s2:把半成品定子放置在定子工装d1上。
52.s3:六轴机械臂c1运行到定子工装d1处,定子电磁吸铁c3吸取半成品定子,运行到三轴移动模组b坐标处。
53.s4:定子电磁吸铁c3把吸取的半成品定子放置到定子工装夹具b6上,定子压紧气缸b1压紧,三轴移动模组的绕线压紧气缸b2夹紧漆包线,三轴移动模组的y轴模组ba、z轴模组bb和x轴模组bc提供定子在三维空间上的移动,并开始三轴机构高速绕线,保证将漆包线绕制在定子正确的位置上。
54.s5:完成工装夹具b6上的定子绕线后,通过剪线气缸a2对已完成的定子绕线三极进行剪线。
55.s6:六轴机械臂c1系统收到定子绕线完成信号后,六轴机械臂c1的定子电磁吸铁c3吸取绕线完成定子,旋转气缸c2旋转180度,将定子电磁吸铁c3上的定子半成品放置在定子工装夹具b6上。
56.s7:六轴机械臂c1把绕好的定子成品放置到定子工装d1上,旋转气缸c2旋转-180度,定子电磁吸铁c3吸取半成品定子,运行到三轴移动模组b交换料处,等待定子绕线完成信号。
57.以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1