一种特高压互感器用屏蔽绝缘纸的制作方法
[0001]
本发明涉及屏蔽绝缘纸技术领域,具体为一种特高压互感器用屏蔽绝缘纸。
背景技术:
[0002]
特高压换流站是国家电网解决西电东输的驿站,而特高压用互感器又是换流站的核心产品,其中在特高压产品内绝缘材料方面尤为重要,由于原先国外技术封锁对国内高压电气产品形成高地,且现有的技术中屏蔽纸不能实现与设备同寿命,十年左右需要更换一次。
技术实现要素:
[0003]
本发明的目的在于提供一种特高压互感器用屏蔽绝缘纸,以解决上述背景技术中提出的问题。
[0004]
为了解决上述技术问题,本发明提供如下技术方案:一种特高压互感器用屏蔽绝缘纸,配方包括:胶黏剂、聚酰亚胺薄膜、铝箔和高压电缆纸,按重量分数计,各组分分别是:2-4份的胶黏剂、2-3份聚酰亚胺薄膜、6-10份的铝箔和7-10份的高压电缆纸。
[0005]
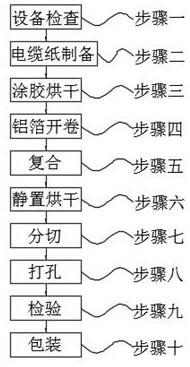
2.一种特高压互感器用屏蔽绝缘纸的制备方法,包括以下步骤,步骤一,设备检查;步骤二,电缆纸制备;步骤三,涂胶烘干;步骤四,铝箔开卷;步骤五,复合;步骤六,静置烘干;步骤七,分切;步骤八,打孔;步骤九,检验;步骤十,包装。
[0006]
其中上述步骤一中,对涂布机、复合机、烘干机、检验设备、切纸机、打孔机和包装机进行检查清洁。
[0007]
其中上述步骤二中,电缆纸制备包括以下步骤:1)以电缆纸浆重量为基准,加入7%的mmt乙醇混合溶液,在纤维解离器中搅拌、解离,搅拌时间为3-30mins。
[0008]
2)将电缆纸制备成电缆纸。
[0009]
3)电缆纸开卷并安装到复合机上。
[0010]
其中上述步骤三中,涂胶烘干包括以下步骤:1)向涂布机中添加足量的胶黏剂。
[0011]
2)启动涂布机,对聚酰亚胺薄膜进行涂胶处理。
[0012]
3)对涂胶后的聚酰亚胺薄膜进行烘干,去除多余水分。
[0013]
4)将烘干后的聚酰亚胺薄膜引入复合机的进料口。
[0014]
其中上述步骤四中,铝箔开卷包括以下步骤:1)将铝箔开卷。
[0015]
2)将铝箔安装到复合机上。
[0016]
其中上述步骤五中,启动复合机,对电缆纸、聚酰亚胺薄膜和铝箔进行复合处理。
[0017]
其中上述步骤六中,将复合后得到的绝缘纸转移至烘干机中进行烘干。
[0018]
其中上述步骤七中,分切包括以下步骤:
1)根据要求设置好切纸机的参数。
[0019]
2)将烘干后的绝缘纸引入切纸机进行分切。
[0020]
其中上述步骤八中,打孔包括以下步骤:1)设置好自动打孔机的参数。
[0021]
2)将分切后的绝缘纸装入自动打孔机中,启动自动打孔机进行打孔。
[0022]
3)将打好孔的绝缘纸转移至检测设备中。
[0023]
其中上述步骤九中,使用检测设备对成品绝缘纸进行检验。
[0024]
其中上述步骤十中,将检验合格的绝缘纸打包入库。
[0025]
根据上述技术方案,所述配方按重量分数计,各组分分别是:2份的胶黏剂、2份聚酰亚胺薄膜、6份的铝箔和7份的高压电缆纸。
[0026]
根据上述技术方案,所述步骤二1)中,mmt乙醇混合溶液是将胶岭石以1∶100的质量比例溶于无水乙醇中,在磁力搅拌器中搅拌20min后得到的。
[0027]
根据上述技术方案,所述步骤四1)中,铝箔纯度为99%,厚度为0.012mm。
[0028]
根据上述技术方案,所述步骤六中,烘干机内设置有平整装置,烘干机的内部温度为70℃。
[0029]
根据上述技术方案,所述步骤七1)中,切纸机为皓阳hy-a,整机功率为20-24kw。
[0030]
根据上述技术方案,所述步骤八中,打孔机的参数应根据接线端子安装孔的规格进行设置。
[0031]
根据上述技术方案,所述步骤九中,检验内容主要为成品厚度、成品纵向拉伸强度、成品纵向撕裂伸长率、基纸水抽出物电导率和基纸水抽出物ph值。
[0032]
与现有技术相比,本发明所达到的有益效果是:本发明相较于现有的绝缘纸,通过改变调节电缆纸浆的成分,在保证绝缘纸拉伸强度的情况下,极大的提高了绝缘纸的绝缘性能,本发明通过在绝缘纸内复合聚酰亚胺薄膜,提高了绝缘纸的性能,延长了绝缘纸使用寿命长,本发明实现产品前期的复合加工烘干处理,可以做到与设备同生命周期。
附图说明
[0033]
附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。在附图中:图1是本发明的方法流程图。
具体实施方式
[0034]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0035]
请参阅图1,本发明提供一种技术方案:一种特高压互感器用屏蔽绝缘纸:实施例1:一种特高压互感器用屏蔽绝缘纸,配方包括:胶黏剂、聚酰亚胺薄膜、铝箔和高压电缆纸,按重量分数计,各组分分别是:2份的胶黏剂、2份聚酰亚胺薄膜、6份的铝箔和7份的高压
电缆纸。
[0036]
一种特高压互感器用屏蔽绝缘纸的制备方法,包括以下步骤,步骤一,设备检查;步骤二,电缆纸制备;步骤三,涂胶烘干;步骤四,铝箔开卷;步骤五,复合;步骤六,静置烘干;步骤七,分切;步骤八,打孔;步骤九,检验;步骤十,包装;其中上述步骤一中,对涂布机、复合机、烘干机、检验设备、切纸机、打孔机和包装机进行检查清洁;其中上述步骤二中,电缆纸制备包括以下步骤:1)以电缆纸浆重量为基准,加入7%的mmt乙醇混合溶液,在纤维解离器中搅拌、解离,搅拌时间为3-30mins,mmt乙醇混合溶液是将胶岭石以1∶100的质量比例溶于无水乙醇中,在磁力搅拌器中搅拌20min后得到的。
[0037]
2)将电缆纸制备成电缆纸。
[0038]
3)电缆纸开卷并安装到复合机上。
[0039]
其中上述步骤三中,涂胶烘干包括以下步骤:1)向涂布机中添加足量的胶黏剂。
[0040]
2)启动涂布机,对聚酰亚胺薄膜进行涂胶处理。
[0041]
3)对涂胶后的聚酰亚胺薄膜进行烘干,去除多余水分。
[0042]
4)将烘干后的聚酰亚胺薄膜引入复合机的进料口。
[0043]
其中上述步骤四中,铝箔开卷包括以下步骤:1)将铝箔开卷,该铝箔纯度为99%,厚度为0.012mm。
[0044]
2)将铝箔安装到复合机上。
[0045]
其中上述步骤五中,启动复合机,对电缆纸、聚酰亚胺薄膜和铝箔进行复合处理。
[0046]
其中上述步骤六中,将复合后得到的绝缘纸转移至烘干机中进行烘干,该烘干机内设置有平整装置,烘干机的内部温度为70。
[0047]
其中上述步骤七中,分切包括以下步骤:1)根据要求设置好切纸机的参数,该切纸机为皓阳hy-a,整机功率为20-24kw。
[0048]
2)将烘干后的绝缘纸引入切纸机进行分切。
[0049]
其中上述步骤八中,打孔包括以下步骤:1)设置好自动打孔机的参数。
[0050]
2)将分切后的绝缘纸装入自动打孔机中,启动自动打孔机进行打孔。
[0051]
3)将打好孔的绝缘纸转移至检测设备中。
[0052]
其中上述步骤九中,使用检测设备对成品绝缘纸进行检验,打孔机的参数应根据接线端子安装孔的规格进行设置。
[0053]
其中上述步骤十中,将检验合格的绝缘纸打包入库,检验内容主要为成品厚度、成品纵向拉伸强度、成品纵向撕裂伸长率、基纸水抽出物电导率和基纸水抽出物ph值。
[0054]
实施例2:一种特高压互感器用屏蔽绝缘纸,配方包括:胶黏剂、聚酰亚胺薄膜、铝箔和高压电缆纸,按重量分数计,各组分分别是:2份的胶黏剂、2份聚酰亚胺薄膜、6份的铝箔和7份的高压电缆纸。
[0055]
一种特高压互感器用屏蔽绝缘纸的制备方法,包括以下步骤,步骤一,设备检查:
步骤二,电缆纸制备;步骤三,涂胶烘干;步骤四,铝箔开卷;步骤五,复合;步骤六,静置烘干;步骤七,分切;步骤八,打孔;步骤九,检验;步骤十,包装。
[0056]
其中上述步骤一中,对涂布机、复合机、烘干机、检验设备、切纸机、打孔机和包装机进行检查清洁。
[0057]
其中上述步骤二中,其中上述步骤二中,电缆纸制备包括以下步骤:1)将电缆纸制备成电缆纸。
[0058]
2)电缆纸开卷并安装到复合机上。
[0059]
其中上述步骤三中,涂胶烘干包括以下步骤:1)向涂布机中添加足量的胶黏剂。
[0060]
2)启动涂布机,对聚酰亚胺薄膜进行涂胶处理。
[0061]
3)对涂胶后的聚酰亚胺薄膜进行烘干,去除多余水分。
[0062]
4)将烘干后的聚酰亚胺薄膜引入复合机的进料口。
[0063]
其中上述步骤四中,铝箔开卷包括以下步骤:1)将铝箔开卷,该铝箔纯度为99%,厚度为0.012mm。
[0064]
2)将铝箔安装到复合机上。
[0065]
其中上述步骤五中,启动复合机,对电缆纸、聚酰亚胺薄膜和铝箔进行复合处理。
[0066]
其中上述步骤六中,将复合后得到的绝缘纸转移至烘干机中进行烘干,该烘干机内设置有平整装置,烘干机的内部温度为70。
[0067]
其中上述步骤七中,分切包括以下步骤:1)根据要求设置好切纸机的参数,该切纸机为皓阳hy-a,整机功率为20-24kw。
[0068]
2)将烘干后的绝缘纸引入切纸机进行分切。
[0069]
其中上述步骤八中,打孔包括以下步骤:1)设置好自动打孔机的参数。
[0070]
2)将分切后的绝缘纸装入自动打孔机中,启动自动打孔机进行打孔。
[0071]
3)将打好孔的绝缘纸转移至检测设备中。
[0072]
其中上述步骤九中,使用检测设备对成品绝缘纸进行检验,打孔机的参数应根据接线端子安装孔的规格进行设置。
[0073]
其中上述步骤十中,将检验合格的绝缘纸打包入库,检验内容主要为成品厚度、成品纵向拉伸强度、成品纵向撕裂伸长率、基纸水抽出物电导率和基纸水抽出物ph值。
[0074]
实施例3:一种特高压互感器用屏蔽绝缘纸,配方包括:胶黏剂、铝箔和高压电缆纸,按重量分数计,各组分分别是:2份的胶黏剂、6份的铝箔和7份的高压电缆纸。
[0075]
一种特高压互感器用屏蔽绝缘纸的制备方法,包括以下步骤,步骤一,设备检查;步骤二,电缆纸制备;步骤三,涂胶烘干;步骤四,铝箔开卷;步骤五,复合;步骤六,静置烘干;步骤七,分切;步骤八,打孔;步骤九,检验;步骤十,包装。
[0076]
其中上述步骤一中,对涂布机、复合机、烘干机、检验设备、切纸机、打孔机和包装机进行检查清洁。
[0077]
其中上述步骤二中,电缆纸制备包括以下步骤:1)以电缆纸浆重量为基准,加入7%的mmt乙醇混合溶液,在纤维解离器中搅拌、解离,
搅拌时间为3-30mins,mmt乙醇混合溶液是将胶岭石以1∶100的质量比例溶于无水乙醇中,在磁力搅拌器中搅拌20min后得到的。
[0078]
2)将电缆纸制备成电缆纸。
[0079]
3)电缆纸开卷并安装到涂布上。
[0080]
其中上述步骤三中,涂胶烘干包括以下步骤:1)向涂布机中添加足量的胶黏剂。
[0081]
2)启动涂布机,对电缆纸进行涂胶处理。
[0082]
3)对涂胶后的电缆纸进行烘干,去除多余水分。
[0083]
4)将烘干后的电缆纸引入复合机的进料口。
[0084]
其中上述步骤四中,铝箔开卷包括以下步骤:1)将铝箔开卷,该铝箔纯度为99%,厚度为0.012mm。
[0085]
2)将铝箔安装到复合机上。
[0086]
其中上述步骤五中,启动复合机,对电缆纸和铝箔进行复合处理。
[0087]
其中上述步骤六中,将复合后得到的绝缘纸转移至烘干机中进行烘干,该烘干机内设置有平整装置,烘干机的内部温度为70。
[0088]
其中上述步骤七中,分切包括以下步骤:1)根据要求设置好切纸机的参数,该切纸机为皓阳hy-a,整机功率为20-24kw。
[0089]
2)将烘干后的绝缘纸引入切纸机进行分切。
[0090]
其中上述步骤八中,打孔包括以下步骤:1)设置好自动打孔机的参数。
[0091]
2)将分切后的绝缘纸装入自动打孔机中,启动自动打孔机进行打孔。
[0092]
3)将打好孔的绝缘纸转移至检测设备中。
[0093]
其中上述步骤九中,使用检测设备对成品绝缘纸进行检验,打孔机的参数应根据接线端子安装孔的规格进行设置。
[0094]
其中上述步骤十中,将检验合格的绝缘纸打包入库,检验内容主要为成品厚度、成品纵向拉伸强度、成品纵向撕裂伸长率、基纸水抽出物电导率和基纸水抽出物ph值。
[0095]
各实施例性质对比如下表:
基于上述,本发明的优点在于相较于现有的屏蔽绝缘纸,本发明通过改变电缆纸浆的配方,在保证了绝缘纸拉伸强度的情况下,极大的提高了它的绝缘性,本发明通过在绝缘纸中复合聚酰亚胺薄膜,提高了绝缘纸的拉伸强度和绝缘性能。
[0096]
需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
[0097]
最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1