一种透明光泽的双向拉伸聚丙烯BOPP耐热薄膜及其制备方法与流程
一种透明光泽的双向拉伸聚丙烯bopp耐热薄膜及其制备方法
技术领域
1.本发明涉及高分子材料技术领域,特别是涉及一种透明光泽的双向拉伸聚丙烯bopp耐热薄膜及其制备方法。
背景技术:
2.包装袋是人们日常生活中必不可少的物品,用于食品/非食品的包装应用,包装袋采用的是复合膜,即由多层薄膜结构层压获得,通常包括表面油墨印刷用的pet薄膜、中间阻隔层(比如铝箔层)和内层热封层。
3.包装袋不可避免的需要进行热封口处理,其封口过程是热量从表层到内层,温度传导的过程,同时要确保表层结构不被烫坏熔化或者热收缩,否则会导致包装袋的封口不严实,出现漏气问题。
4.为了保障包装袋的热封口处理,通常要求包装袋表层结构要耐高温、熔点高或者热收缩能力好,目前市场上使用的普通bopp作为表层,熔点不够,热封口收缩严重,有待开发一种具有更好的可加工性、滑动性能和层压性能的双向拉伸聚丙烯bopp耐热薄膜。
技术实现要素:
5.本发明主要解决的技术问题是提供一种透明光泽的双向拉伸聚丙烯bopp耐热薄膜及其制备方法,不仅具有良好的耐热性,而且具有良好的透明度和印刷效果,能够克服现有常规bopp膜性能弊端,使其替代在食品/非食品领域的包装。
6.为解决上述技术问题,本发明采用的一个技术方案是:提供一种透明光泽的双向拉伸聚丙烯bopp耐热薄膜,由外层、第二层、芯层、第四层和内层共挤复合制成,总厚度为12~50um;
7.所述外层由以下重量比例的原料制成,98~99%的聚丙烯均聚物,1%~2%的抗粘连剂;所述第二层由以下重量比例的原料制成,99.8~99.9%的聚丙烯均聚物,0.1%~0.2%的爽滑剂;所述芯层由以下重量比例的原料制成,99.5%~99.7%聚丙烯均聚物,0.2%~0.3%抗静电剂,0.1%~0.2%爽滑剂;所述第四层由以下重量比例的原料制成,100%聚丙烯均聚物;所述内层由以下重量比例的原料制成,97.8%~98.2%聚丙烯均聚物,1.8%~2.2%抗粘连剂。
8.优选的,所述外层的厚度为0.5~1.2um,所述外层中的聚丙烯均聚物优选用等规度在96%以上,弹性模量在md方向为23000
±
1000公斤/cm2,td方向为35000
±
1000公斤/cm2,质量流速mfr为3.0~7.0g/10min。
9.优选的,所述外层中的抗粘连剂优选用硅油、二氧化硅、聚甲基丙烯酸甲酯、聚甲基硅氧烷、天然石英中的任意一种或者多种组合。
10.优选的,所述第二层的厚度为0.5~1.2um,所述第二层中的聚丙烯均聚物优选用和外层中相同性能的聚丙烯均聚物。
11.优选的,所述第二层中的爽滑剂优选为脂肪酸酰胺、乙氧基胺、二乙醇酰胺、乙氧
基化醇、单硬脂酸甘油酯、二硬脂酸甘油酯中的一种或多种组合。
12.优选的,所述芯层的厚度为10~45um,所述芯层中的聚丙烯均聚物优选用mfr熔体流动速率为2.0~3.5g/10min,弹性模量在md方向为18500
±
1000公斤/cm2,td方向为28000
±
1000公斤/cm2。
13.优选的,所述芯层中的抗静电剂或者爽滑剂优选用脂肪酸酰胺、乙氧基胺、二乙醇酰胺、乙氧基化醇、单硬脂酸甘油酯、二硬脂酸甘油酯中的一种或多种组合。
14.优选的,所述第四层的厚度为0.5~1.2um,所述第四层、内层中的聚丙烯均聚物的mfr熔体流动速率和弹性模量均与芯层中的聚丙烯均聚物性能要求相同。
15.优选的,所述内层的厚度为0.5~1.4um,所述内层中的抗粘连剂优选为硅油、二氧化硅、聚甲基丙烯酸甲酯、聚甲基硅氧烷、天然石英中的任意一种或者多种组合。
16.本发明还提供了一种透明光泽的双向拉伸聚丙烯bopp耐热薄膜的制备方法,包括如下步骤:
17.(1)分别根据外层、第二层、芯层、第四层和内层的原料组成,进行各自的原料混合;
18.(2)混合后的每个结构层,分别送入挤出机进行挤出熔化,然后稳定输出,其中:外层挤出机温度180~230℃、第二层挤出机温度210~250℃、芯层挤出机温度210~250℃、第四层挤出机温度210~250℃、内层挤出机温度180~230℃;
19.(3)将上述第(2)步挤出的结构层汇聚,流经模具段冷却形成铸片,铸片冷却温度20~30℃;
20.(4)纵向拉伸:将铸件预热,并在流延机上按照纵向伸长,使得聚合物分子纵向定向,其中的预热温度区间为100~125℃,拉伸温度区间100~125℃,纵向拉伸比4~6倍;
21.(5)横向拉伸:纵向方向取向使得聚合物分子朝向纵向,预热温度区间为160~180℃,拉伸温度区间为140~165℃,退火温度区间为165~175℃,拉伸放大倍率最大为8~11倍;
22.(6)电晕处理:对上述第(5)步获得薄膜产品的内面进行电晕处理,通过调节高频发生器的功率和电极与薄膜之间的间隙,确保内层的润湿张力介于40~42达因/厘米;
23.(7)收卷:电晕处理后的薄膜通过卷绕机进行绕组收卷。
24.本发明的有益效果是:
25.本发明提供的一种透明光泽的双向拉伸聚丙烯bopp耐热薄膜及其制备方法,不仅方法简单易行,可加工性强,而且制备出的薄膜产品具有良好的耐热性、透明度和印刷效果,适合粘合和挤出层压,提供良好的层压键,有效克服现有常规bopp膜性能弊端,可作为仅负责印刷的可打印层,在包装时没有钳口粘附或者起皱问题,尤其是vffs包装机方式,适合作为食品/非食品细分市场包装层压产品中印刷层的有效替代品,具有良好的技术推广价值。
具体实施方式
26.下面对本发明的较佳实施例进行详细阐述,以使本发明的优点和特征能更易于被本领域技术人员理解,从而对本发明的保护范围做出更为清楚明确的界定。
27.实施例1:
28.一种透明光泽的双向拉伸聚丙烯bopp耐热薄膜,由外层、第二层、芯层、第四层和内层共挤复合制成,总厚度为18um;
29.外层的厚度为1um,外层由以下重量比例的原料制成,99%的聚丙烯均聚物,1%的二氧化硅;
30.第二层的厚度为1um,第二层由以下重量比例的原料制成,99.8%的聚丙烯均聚物,0.2%的脂肪酸酰胺;
31.芯层的厚度为14un,芯层由以下重量比例的原料制成,99.6%聚丙烯均聚物,0.2%乙氧基胺,0.2%乙氧基化醇;
32.第四层的厚度为1um,第四层由以下重量比例的原料制成,100%聚丙烯均聚物;
33.内层的厚度为1um,内层由以下重量比例的原料制成,98%聚丙烯均聚物,2%硅油。
34.一种透明光泽的双向拉伸聚丙烯bopp耐热薄膜的制备方法,包括如下步骤:
35.(1)分别根据外层、第二层、芯层、第四层和内层的原料组成,进行各自的原料混合;
36.(2)混合后的每个结构层,分别送入挤出机,在挤出过程中原材料被熔化,然后均质化和稳定输出,其中:外层挤出机温度190℃、第二层挤出机温度220℃、芯层挤出机温度220℃、第四层挤出机温度215℃、内层挤出机温度190℃;
37.(3)将上述第(2)步挤出的结构层汇聚,流经模具段冷却形成铸片,即通过铸造的功能将树脂从挤出机模具流出的熔化材料冷却成片状,使树脂的份子结晶度、晶体形状和晶体尺寸达到理想状态,从而提高薄膜的物理性能,铸造有利于下一工序的纵向和横向拉伸,铸片冷却温度30℃;
38.(4)纵向拉伸:将铸件预热,并在流延机上按照纵向伸长,使得聚合物分子纵向定向,其中的预热温度区间为105℃,拉伸温度区间110℃,纵向拉伸比5倍;
39.(5)横向拉伸:纵向方向取向使得聚合物分子朝向横向,预热温度区间为170℃,拉伸温度区间为150℃,退火温度区间为165℃,拉伸放大倍率最大为9倍;
40.(6)电晕处理:对上述第(5)步获得薄膜产品的内面进行电晕处理,电晕处理是利用高频发生器产生的能量,通过电子和离子的轰击在薄膜表面产生极性基团,起到清洁薄膜表面的作用,从而增加表面张力,表面张力将进一步提高薄膜的印刷性能和粘结能力,在生产过程中,一面经过电晕处理,通过调节高频发生器的功率和电极与薄膜之间的间隙,确保内层的润湿张力介于40~42达因/厘米;
41.(7)收卷:电晕处理后的薄膜通过卷绕机进行绕组收卷,缠绕过程与薄膜的性能有关,绕组张力、衰减率、压缩压力可根据绕组情况进行调整。
42.实施例2:
43.一种透明光泽的双向拉伸聚丙烯bopp耐热薄膜,由外层、第二层、芯层、第四层和内层共挤复合制成,总厚度为45um;
44.外层的厚度为1um,外层由以下重量比例的原料制成,98%的聚丙烯均聚物,2%的聚甲基丙烯酸甲酯;
45.第二层的厚度为1um,第二层由以下重量比例的原料制成,99.9%的聚丙烯均聚物,0.1%的乙氧基胺;
46.芯层的厚度为41un,芯层由以下重量比例的原料制成,99.5%聚丙烯均聚物,0.3%脂肪酸酰胺,0.2%单硬脂酸甘油酯;
47.第四层的厚度为1um,第四层由以下重量比例的原料制成,100%聚丙烯均聚物;
48.内层的厚度为1um,内层由以下重量比例的原料制成,98%聚丙烯均聚物,2%二氧化硅。
49.一种透明光泽的双向拉伸聚丙烯bopp耐热薄膜的制备方法,和实施例不同的是:
50.1、第(2)步中挤出机挤出温度:外层挤出机温度230℃、第二层挤出机温度250℃、芯层挤出机温度250℃、第四层挤出机温度250℃、内层挤出机温度230℃;
51.2、第(3)步中铸片冷却温度20℃;
52.3、第(4)步中纵向拉伸中预热温度区间为125℃,拉伸温度区间125℃,纵向拉伸比6倍;
53.4、第(5)步中横向拉伸中预热温度区间为180℃,拉伸温度区间为165℃,退火温度区间为175℃,拉伸放大倍率最大为10倍。
54.实施例3:
55.一种透明光泽的双向拉伸聚丙烯bopp耐热薄膜,由外层、第二层、芯层、第四层和内层共挤复合制成,总厚度为15um;
56.外层的厚度为0.6um,外层由以下重量比例的原料制成,98%的聚丙烯均聚物,2%的天然石英;
57.第二层的厚度为0.6um,第二层由以下重量比例的原料制成,99.9%的聚丙烯均聚物,0.1%的单硬脂酸甘油酯;
58.芯层的厚度为12.6um,芯层由以下重量比例的原料制成,99.5%聚丙烯均聚物,0.3%二乙醇酰胺,0.2%二硬脂酸甘油酯;
59.第四层的厚度为0.6um,第四层由以下重量比例的原料制成,100%聚丙烯均聚物;
60.内层的厚度为0.6um,内层由以下重量比例的原料制成,98%聚丙烯均聚物,2%硅油。
61.一种透明光泽的双向拉伸聚丙烯bopp耐热薄膜的制备方法,和实施例不同的是:
62.1、第(2)步中挤出机挤出温度:外层挤出机温度200℃、第二层挤出机温度230℃、芯层挤出机温度230℃、第四层挤出机温度220℃、内层挤出机温度200℃;
63.2、第(3)步中铸片冷却温度30℃;
64.3、第(4)步中纵向拉伸中预热温度区间为105℃,拉伸温度区间105℃,纵向拉伸比6倍;
65.4、第(5)步中横向拉伸中预热温度区间为170℃,拉伸温度区间为155℃,退火温度区间为165℃,拉伸放大倍率最大为9倍。
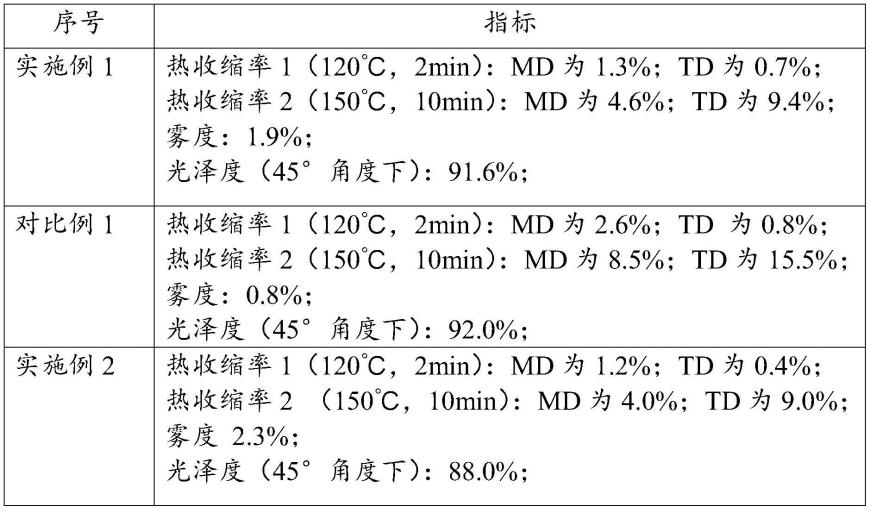
66.为了直观的看出测试效果,上述每个实施例和现有技术普通bopp薄膜分别在相同条件下进行性能测试对比,测试指标主要包括:
67.(1)分别在120℃,2min下的纵向md热收缩率、横向td热收缩率;150℃,10min下的纵向md热收缩率、横向td热收缩率;测试仪器为直尺和binder公司生产的烘箱,测试标准参照gb/t 13519-1992。
68.(2)雾度:测试仪器为雾度仪;
69.(3)光泽度:测试仪器为光泽度检测仪;
70.测试结果如下:
[0071][0072][0073]
通过上述实施例和对比例可看出:本发明提供的bopp耐热薄膜,相比于现有薄膜,其纵向热收缩率和横向热收缩率减少明显,耐热性能有效提升;同时,雾度和光泽度保持和现有技术基本一致的水平。
[0074]
本发明提供的bopp耐热薄膜不仅具有合适的厚度、透明度,而且耐热性能优异,对油墨的附着力好,适合作为食品/非食品细分市场包装层压产品中印刷层的有效替代品,满足当今更可持续包装的需求。
[0075]
以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1