一种压茶装置的制作方法
1.本实用新型涉及茶块的压制设备领域,具体涉及一种压茶装置。
背景技术:
2.传统紧压茶主要以黑毛茶、老青茶、做庄茶及其它适制紧压茶为原料,经过蒸、压等典型工艺过程加工成圆饼形、砖形、球形、心形等等形状的茶块。而为了提升茶叶饮用便利性,也有一些传统并不作为紧压茶的茶类被压制成茶块等。且随着市场需求的细化,也出现了适合单泡冲煮的小体积紧压茶。在茶叶压制中,茶块压制成型后还需要保持压力一定时间才能实现定型,而现有的茶叶定型方案中,要嘛是在茶叶压制后依靠茶叶压制结构维持压制的压力一定时间,实现定型;要嘛是依靠复杂的模具结构,让茶叶在模具中随着模具转运而定型。
3.如授权公告号为cn101554191b公开的一种茶叶连续生产机械,包括工作台、压制机构、退模取茶机构、安全保护系统、控制台,该茶叶成型机采用旋转式流水作业,达到冲压、定型、退模单机同时进行,从而节约了时间、提高了效率,降低了生产成本。该方案中,其压茶模具(在该文件中说明书附图的附图标记为209)包括盖板(在该文件中说明书附图的附图标记为2091)、基座(在该文件中说明书附图的附图标记为2098)、活动板(在该文件中说明书附图的附图标记为2097)、压缩柱(在该文件中说明书附图的附图标记为2093)、底板(在该文件中说明书附图的附图标记为2096),结构复杂,不论是生产成本,还是后续的维护、调试等成本均更高。
技术实现要素:
4.本实用新型提供一种压茶装置,以解决现有的压茶装置生产成本高等问题。
5.本实用新型采用如下技术方案:
6.一种压茶装置,包括保压机构,保压机构通过其附设的压茶模具将待压制茶叶原料压制成型。上述保压机构包括压制组件、模具主体以及定型盖体,模具主体均布有数个上述压茶模具,压制组件用于将上述待压制茶叶原料在压茶模具内压制成茶块,定型盖体盖设于模具主体上方,模具主体可与定型盖体相对转动装配,定型盖体用于将压茶模具内的茶块限制在压茶模具内。
7.进一步地:
8.数个上述压茶模具沿圆周等距布设于上述模具主体。
9.上述保压机构还包括出茶组件,出茶组件用于将茶块推离上述模具主体。
10.上述保压机构还包括压制底板,压制底板位于上述模具主体下方,压制底板与上述定型盖体相对固定装配。
11.上述压制底板开设有一个底板出茶通孔,底板出茶通孔贯穿压制底板设置,底板出茶通孔与上述出茶组件对应设置,出茶组件用于经由底板出茶通孔将茶块推离上述模具主体。
12.上述压茶模具为位于上述模具主体内且上下贯通的通孔结构。上述压制组件附设有压制推板,压制推板可升降装配,压制推板用于将待压制茶叶原料在由上述压制底板顶面、压茶模具通孔结构孔壁围成的上敞口空腔内压制成型。
13.上述定型盖体开设有一个盖体进茶通孔和一个盖体出茶通孔,盖体进茶通孔与盖体出茶通孔均贯穿定型盖体设置。上述盖体进茶通孔与上述压制组件对应设置,上述盖体出茶通孔与上述出茶组件对应设置。
14.更进一步地:
15.一种压茶装置还包括集料机构,集料机构用于将上述待压制茶叶原料汇集聚拢。上述集料机构均包括集料主体以及两组集料推板,集料推板可移动地装配于集料主体内。上述集料主体内设有两个集料腔以及一个移送腔,两个集料腔均为顶敞口结构设置,集料腔用于接收上述待压制茶叶原料,移送腔与两个集料腔邻接设置。两组上述集料推板分别设于两个上述集料腔内,集料推板用于将其所处的集料腔内的待压制茶叶原料汇集聚拢至上述移送腔内。
16.由上述对本实用新型结构的描述可知,和现有技术相比,本实用新型具有如下优点:
17.本实用新型通过在带有数个压茶模具的模具主体上部该设定型盖体的结构,配合模具主体的可转动装配结构,压制组件在将待压制茶叶原料在压茶模具内压制成茶块后,模具主体带着茶块转动,即可将茶块移动至定型盖体覆盖的空间内,通过将压茶模具内的茶块限制在压茶模具内,即可实现茶块的保压定型。上述结构中,本实用新型仅仅通过一个定型盖体的结构即可替代背景技术中涉及的多个且繁复的模具结构,简化了压茶装置的结构,降低压茶装置的生产成本。且由于本实用新型的结构更加简单明了,因此在压茶装置后续的生产应用中,结构也更加稳定可靠,不容易出现故障。再者,本实用新型的压茶装置在使用中的维护、拆装也更加方便快捷,压茶装置生产、使用中的调试也更加简便,即本实用新型的压茶装置的生产、使用成本更低。
附图说明
18.图1为应用本实用新型的压茶装置的茶叶压制包装设备的结构示意图。
19.图2为应用本实用新型的压茶装置的茶叶压制包装设备附设的供茶装置的分解结构示意图。
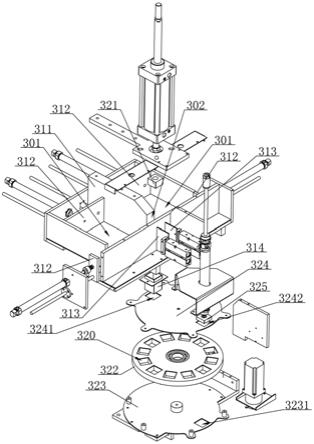
20.图3为本实用新型的压茶装置的分解结构示意图。
21.图4为应用本实用新型的压茶装置的茶叶压制包装设备附设的工位工装的结构示意图。
22.图5为应用本实用新型的压茶装置的茶叶压制包装设备附设的供纸机构的结构示意图。
23.图6为图1中局部a的放大结构示意图。
24.图7为应用本实用新型的压茶装置的茶叶压制包装设备附设的进茶机构的结构示意图。
25.图8为应用本实用新型的压茶装置的茶叶压制包装设备附设的第一折合机构的结构示意图。
26.图9为应用本实用新型的压茶装置的茶叶压制包装设备在其在折角工位处的结构示意图。
27.图10为应用本实用新型的压茶装置的茶叶压制包装设备附设的第二折合机构的结构示意图。
28.图11为应用本实用新型的压茶装置的茶叶压制包装设备附设的出料机构的结构示意图。
具体实施方式
29.下面参照附图说明本实用新型的具体实施方式。
30.参考图1,一种茶叶压制包装设备,包括机架1、供茶装置2、压茶装置3以及包装装置4,供茶装置2、压茶装置3与包装装置4装配于机架1,供茶装置2用于为压茶装置3定量供应待压制茶叶原料,压茶装置3用于将待压制茶叶原料压制成型,包装装置4用于将包装物5包覆于压制成型后的茶块外。上述供茶装置2、上述压茶装置3与上述包装装置4依次布设。该包装装置4为通过数个包装工位将上述包装物5折合成型的包装装置4,包装工位呈线状排布。即该茶叶压制包装设备大致沿两条主线(一条用于排布供茶装置2、压茶装置3与包装装置4,另一条用于排布包装工位)来排布其内部的各个部件,排布灵活度较高,可以根据实际需要来选择两条排布主线之间的关系(如倾斜相交、垂直相交、上下平行等)以及两条主线呈直线、折线或者曲线状等。具体的,本具体实施方式选择两条主线垂直相交进行具体描述,为便于理解,定义该茶叶压制包装设备的安置平面内两个相互垂直的方向分别为设备纵向与设备横向,且供茶装置2、压茶装置3与包装装置4沿设备纵向排布,各个包装工位沿设备横向排布。
31.参考图1、图2,上述供茶装置2包括一个打散滚筒21、一个分料漏斗22、两个第二送料机构23、两个第一送料机构24以及两个定量斗25,打散滚筒21为可定轴转动的茶叶打散滚筒结构,第一送料机构24与第二送料机构23均为振动送料结构,定量斗25用于定量汇集上述待压制茶叶原料后供应给上述压茶装置3。进入该茶叶压制包装设备的待压制茶叶原料由外部的物料输送结构或者人工装入打散滚筒21,而后自打散滚筒21经由分料漏斗22依次经过第二送料机构23、第一送料机构24进入定量斗25。其中,图2中打散滚筒21省略,仅用虚线示意其外部轮廓。图2中仅对部分结构进行分解示意。
32.继续参考图1、图2,上述打散滚筒21通过其筒体转动令其内部的上述待压制茶叶原料解块打散。打散滚筒21为一端敞口且另一端封闭的圆柱形滚筒结构,打散滚筒21长度方向位于设备横向与设备高度方向所在平面内。打散滚筒21通过滚筒架211与倾倒机构212装配于上述机架1。滚筒架211中部通过两个轴承铰接于机架1上部,滚筒架211可定轴转动装配,滚筒架211定轴转动的转轴为滚筒架211与机架1铰接处的连接轴。打散滚筒21封闭的一端端部可转动装配于滚筒架211,打散滚筒21由设于滚筒架211的电机驱动转动。该倾倒机构212通过连接滚筒架211与机架1来控制滚筒架211与机架1之间夹角,进而控制打散滚筒21开口朝向。倾倒机构212的主体附设有电机、丝杆、导向柱体等部件,倾倒机构212的驱动部沿其主体的导向柱体可移动装配,倾倒机构212的驱动部由其主体的电机、丝杆驱动移动。倾倒机构212的主体铰接于机架1而倾倒机构212的驱动部铰接于滚筒架211邻近打散滚筒21敞口端的一端,通过该倾倒机构212即可控制打散滚筒21开口朝向,即打散滚筒21开口
朝上可用于往打散滚筒21内装入待压制茶叶原料,打散滚筒21开口朝下即可往分料漏斗22倾倒待压制茶叶原料。
33.继续参考图1、图2,上述分料漏斗22为漏斗状结构,分料漏斗22位于上述打散滚筒21开口端下方设置,分料漏斗22上敞口用于接收打散滚筒21倾倒时倾倒出的上述待压制茶叶原料。分料漏斗22下敞口带有一个分料板221,分料板221中部位于设备纵向上的两侧固定设有两个枢轴,两个枢轴插入分料漏斗22下敞口开口处中部的侧壁,分料板221的枢轴带有控制其转动的分料电机222,分料板221的其中一侧枢轴贯穿分料漏斗22侧壁后与分料电机222动力输出端连接。两个上述第二送料机构23分别位于分料板221两端下方。
34.参考图2,上述第二送料机构23包括第二送料主体231、振动盘232以及振动气缸233,第二送料主体231外轮廓呈圆柱状设置,第二送料主体231顶面与设备纵向上一侧侧面敞口,第二送料主体231内部空腔整体也大致呈圆柱状,振动盘232为外周沿与第二送料主体231内壁几何形状接近的圆台乃至圆锥状,振动盘232外周沿邻近第二送料主体231内壁,振动盘232通过振动气缸233装配于第二送料主体231底面或者装配于第二送料主体231底面下方的机架1处。上述分料电机222用于控制上述分料板221朝向哪个第二送料主体231部分的上敞口内倾斜。振动该振动气缸233为短行程气缸结构,具体如sdaj25*40等。第二送料机构23通过振动气缸233的往复移动实现令振动盘232振动,可以更好地将进入第二送料主体231的待压制茶叶原料振散,而由于振动盘232呈圆台状,振散后的待压制茶叶原料会沿振动盘232朝向第二送料主体231内部空腔的周沿滚落,进而从第二送料主体231侧面敞口离开第二送料机构23。由于待压制茶叶原料经过打散滚筒21以及分料板221控制,进入第二送料机构23的量整体可控,因此可以避免待压制茶叶原料在第二送料主体堆积。为了进一步避免待压制茶叶原料的堆积,该振动盘232整体略微朝向第二送料主体侧面敞口倾斜。
35.参考图1、图2,上述第一送料机构24为直振送料结构,该直振送料结构为通过振动动力源发出振动令物料大致沿直线被移送,直振送料结构可以依照需求选用现有茶叶制造设备常用的直振送料结构。两个该第一送料机构24与两个第二送料机构23、两个上述定量斗25一一对应设置,第一送料机构24位于第二送料主体231侧面敞口下方,定量斗25位于第一送料机构24输送前方的下部。该定量斗25为带重量传感器以及可控的下敞口开闭结构的定量斗25。上述第二送料机构23为接收由上述分料漏斗22转送的上述待压制茶叶原料,因此一般选择圆盘式振动送料结构,以便有更大的接收待压制茶叶原料的开口。该第二送料机构23可以选用常见的圆盘式螺旋送料结构,甚至可以省略第一送料机构24,直接采用一个圆盘式螺旋送料结构替代该第二送料机构23与第一送料机构24组合的结构。但是相比于该种方案,本具体实施方式的第二送料机构23与第一送料机构24组合的结构具有如下优点:其一,第二送料主体231整体上敞口更大且待压制茶叶原料由整个上敞口落入均可,即有更大的接收物料的开口以便于设备装配、调试与维护;其二,振动气缸233配合振动盘232结构可以在振动送料同时对待压制茶叶原料具有更强的振散作用,面对如揉捻后来压制的待压制茶叶原料,经过打散滚筒21、分料板221后,依然可能存在黏连纠缠的待压制茶叶原料,更强的振散作用可以避免整块待压制茶叶原料进入定量斗25,但是定量斗25定量时候难以精确,进而造成产品一致性差甚至设备后续工序出现错误导致故障等。
36.继续参考图1、图2,上述供茶装置2的工作过程为:第一,上述当倾倒机构212控制上述打散滚筒21敞口端朝上,上述待压制茶叶原料由打散滚筒21敞口端装入打散滚筒21
内,通过打散滚筒21自转实现待压制茶叶原料解块打散;第二,上述当倾倒机构212控制打散滚筒21敞口端朝向分料漏斗22上敞口内倾斜倾倒出待压制茶叶原料后,待压制茶叶原料落至分料板221上,通过分料电机222控制分料板221一端朝向其中一个第二送料主体231上敞口内倾斜即可令分料板221上待压制茶叶原料落入第二送料主体231内部;第三,上述振动气缸233控制振动盘232振动,令待压制茶叶原料由第二送料主体231侧面离开第二送料主体231进入上述第一送料机构24:第四,第一送料机构24将待压制茶叶原料输送至上述定量斗25;第五,定量斗25定量输出待压制茶叶原料,定量斗25汇集待压制茶叶原料过程中可以通过上述任一步骤的启停来控制待压制茶叶原料进入定量斗25。
37.参考图1、图3,上述压茶装置3包括集料机构31以及保压机构32,集料机构31用于将上述供茶装置2定量供应的上述待压制茶叶原料汇集聚拢,保压机构32通过其附设的压茶模具320将集料机构31汇集聚拢的待压制茶叶原料压制成型。
38.参考图3,上述集料机构31均包括集料主体311以及两组集料推板312,集料推板312可移动地装配于集料主体311内。上述集料主体311内设有两个集料腔301以及一个移送腔302,两个集料腔301均为顶敞口结构设置,集料腔301位于两个上述定量斗25下方设置,集料腔301用于接收由定量斗25定量供应的上述待压制茶叶原料,移送腔302与两个集料腔301邻接设置。两组上述集料推板312分别设于两个上述集料腔301内,集料推板312用于将其所处的集料腔301内的待压制茶叶原料汇集聚拢至上述移送腔302内。待压制茶叶原料进入集料腔301后比较松散,因此需要汇集聚拢至移送腔302以便进行压制。该汇集聚拢过程仅需将一个平面内两个相互垂直方向依次聚拢即可实现,因此优选每组集料推板312均包括一个可沿设备纵向移送的集料推板312与一个可沿设备横向移动的集料推板312即可,两个集料推板312相互配合的将待压制茶叶原料先沿设备纵向(或者设备横向)汇集,再沿设备横向(或者设备纵向)推入移送腔302即可。集料推板312为带导向结构以及移动动力源的结构,如气缸配合导向用的杆体。
39.继续参考图3,两个上述集料腔301分别位于上述移送腔302两侧且与移送腔302连通设置。两个集料腔301根据设定程序,可以交替为移送腔302输送待压制茶叶原料,也可以同时输送,但是交替输送方式控制逻辑更加简单,因此优选交替输送以简化设备控制、调试。该移送腔302与两个集料腔301连通的位置附设有移送辅助挡板313,每一移送辅助挡板313均由一个对应的气缸控制其移动,移送辅助挡板313用于分别控制移送腔302与两个集料腔301连通处的开闭。移送腔302为上下及两侧敞口结构设置,移送腔302下敞口通过移送连管314与上述保压机构32连通。移送腔302一侧的集料腔301内集料推板312工作时,其与另一侧集料腔301连通处的移送辅助挡板313封闭该连通处。集料推板312将待压制茶叶原料汇集至移送腔302时,集料推板312刚好与移送辅助挡板313封闭移送腔302与集料腔301的两个连通处。
40.参考图1、图3,上述保压机构32包括压制组件、模具主体322、压制底板323、定型盖体324以及出茶组件,模具主体322均布有数个上述压茶模具320,压制组件用于将上述集料机构31汇集聚拢的上述待压制茶叶原料在压茶模具320内压制成型,压制底板323固设于上述机架1,模具主体322可定轴转动装配于压制底板323上,定型盖体324盖设于模具主体322上方,定型盖体324、压制底板323可与模具主体322相对转动装配,定型盖体324用于将压茶模具320内的茶块限制在压茶模具320内,出茶组件用于将压制定型后的茶块由保压机构32
推入上述包装装置4。该模具主体322可定轴转动而定型盖体324、压制底板323又均与模具主体322可相对转动装配,即将定型盖体324固定装配于压制底板323上方,而模具主体322可转动装配于定型盖体324与压制底板323之间即可。该模具主体322外周沿设有齿圈,通过电机齿轮传动方式控制该模具主体322转动。
41.继续参考图1、图3,该定型盖体324开设有一个盖体进茶通孔3241和一个盖体出茶通孔3242,盖体进茶通孔3241与上述移送连管314连接,盖体出茶通孔3242用于装配上述出茶组件。盖体进茶通孔3241和一个盖体出茶通孔3242所在位置即保压机构的进茶(待压制茶叶原料进入保压机构)与出茶(压制成型的茶块离开保压机构)所在的工位。上述压制组件为由气缸驱动压制推板321升降移动结构的压制组件,压制组件的气缸通过支架等结构固设于上述移送腔302的上敞口上方,该压制推板321工作前初始位置为位于移送腔302的上敞口内。当上述集料推板312将待压制茶叶原料推入移送腔302且与上述移送辅助挡板313配合封闭移送腔302两侧敞口时,该压制推板321由上往下将待压制茶叶原料经由移送腔302下敞口、移送连管314、盖体进茶通孔3241推入压茶模具320内,受压制推板321顶压令待压制茶叶原料在压茶模具320与压制底板323所形成空间内压制成型。上述出茶组件为由气缸驱动出茶推板325移动结构的出茶组件,出茶组件的气缸通过支架等结构固设于定型盖体324上方,该出茶推板325工作前初始位置为位于盖体出茶通孔3242所在位置,即移送连管314与出茶推板325分别位于盖体进茶通孔3241和盖体出茶通孔3242所在位置。
42.继续参考图1、图3,数个该压茶模具320沿圆周等距布设于上述模具主体322,即模具主体322呈转盘式结构,而压茶模具320为模具主体322上均布的通孔结构,如图3中模具主体322设有十二个压茶模具320进行示意。通过模具主体322转动,压茶模具320依次进入压制组件所在位置,再由压制推板321压入茶块后,随着模具主体322转动,茶块所在的压茶模具320进入定型盖体324所在位置,受定型盖体324限制,茶块保持受压状态直至其所在的压茶模具320转动到出茶组件所在位置。上述压制底板323在上述出茶组件处开设有一个底板出茶通孔3231结构,当该模具主体322转动令带有茶块的压茶模具320位于该底板出茶通孔3231上方时,通过出茶推板325由上往下移动,依次经过盖体出茶通孔3242、压茶模具320、底板出茶通孔3231,将茶块推离模具主体322。通过该转盘结构的模具主体322设置,在待压制茶叶原料压制成茶块后利用定型盖体324来持续对茶块施压,完成茶叶压制工序的保压定型过程,结构更加紧凑且简便,在茶块保压过程中同步实现茶块的转送,将茶块由压制组件所在位置移动到出茶组件所在位置(即上述保压机构的进茶与出茶所在的工位之间移送)。由于该茶叶压制包装设备中,待压制茶叶原料与茶块在集料机构31与保压机构32之间、保压机构32与包装装置4间的转送均为自上而下,因此茶块的转送可以实现压制组件与出茶组件之间的让位。再者,本具体实施方式的压制底板323、定型盖体324为固设于机架1的板状结构,而通过模具主体322的可转动装配结构实现从压制、保压、出茶一系列过程,相比于在每一压茶模具320处配合设置保压、出茶等具体结构实现上述过程的方式,本具体实施方式的结构更加简明、科学,无论从设备的生产成本、维护成本还是设备的控制、调试便捷程度,均更加优秀。
43.参考图1、图4-图11,上述包装装置4包括供纸机构41、压纸机构42、进茶机构43、第一折合机构44、折角机构45、第二折合机构46、出料机构47、工位工装48以及移送机构49,该移送机构49为同步传送带结构,工位工装48依照需要设有数个,工位工装48固定装配于该
移送机构49,工位工装48随移送机构49运转而同步移动,移送机构49的同步传送带为循环往复结构,工位工装48随移送机构49在移送机构49上方移动到端部后由移送机构49下方移动到另一端后又回到移送机构49上方设置,压纸机构42、进茶机构43、第一折合机构44、折角机构45、第二折合机构46、出料机构47沿移送机构49上方的工位工装48移动方向依次布设于移送机构49上方,供纸机构41邻近压纸机构42所在位置设置。压纸机构42、进茶机构43、第一折合机构44、折角机构45、第二折合机构46、出料机构47所在位置分别对应包装装置4的进纸工位、进茶工位、第一折合工位、折角工位、第二折合工位以及出料工位各个包装工位。即上述包装工位沿移送机构49延伸方向依次排布。工位工装48由移送机构49带动依次经过所有上述包装工位设置。进纸工位用于为上述工位工装48供应上述包装物5,进茶工位用于为工位工装48供应上述茶块,第一折合工位与第二折合工位均用于折叠压合包装物5,出料工位用于将包装完成的茶块送离工位工装48。上述工位工装48等间距布设于上述移送机构49,工位工装48间距与上述包装工位之间间距相配合设置。其中图1中的工位工装48仅在移送机构49上相应包装工位处画出示意,其他位置的工位工装48省略。
44.参考图1、图5,上述包装物5为可折叠的柔性纸状包装物5,具体的该包装物5初始为长条绕卷而成的卷状体,包装物5材质为可电热压合或者可超声粘合的纸状包装物5。该包装物5折叠成型后大致成长方体状,因此茶块大致压成长方体状或者起码应为带六个面可以供包装物5折叠压合的多面体。该供纸机构41包括卷纸挂架411、输送辊412、切刀413、吸盘414、吸盘座415以及送纸座416,该卷状体包装物5可转动装配于卷纸挂架411,输送辊412设有多个,输送辊412用于输送包装物5,包装物5由输送辊412输送至吸盘414下方且大小为指定大小时,吸盘414用于吸附包装物5且切刀413用于分割吸盘414吸附的包装物5与卷状体包装物5,吸盘414固定装配于吸盘座415,吸盘座415通过气缸等结构可升降装配于送纸座416,送纸座416由导向及气缸驱动结构装配于上述机架1,送纸座416可在供纸机构41与上述进纸工位往复移动设置。
45.参考图4,上述工位工装48包括一个工装底板481、两个压纸架482、一个压纸挂架483、两个压纸板484以及一个压纸模具485,压纸模具485固设于工装底板481顶面,压纸模具485主体部分呈开口朝上的冂型槽设置,该压纸模具485的冂型槽部分沿设备纵向延伸且两端贯通设置,两个压纸架482分别可升降地装配于工装底板481位于设备纵向两端的上方,两个压纸架482分别邻近压纸模具485贯通的两端,两个压纸板484分别可沿设备纵向移动地装配于两个压纸架482,压纸挂架483沿设备纵向延伸且两端分别与两个压纸架482固定连接。上述工位工装48的上下、顶面、底面等方向描述均基于工位工装48位于移送机构49上方的状态进行描述。当压纸架482处于与工装底板481顶面距离最近的位置时,两个压纸板484位于压纸模具485的冂型槽结构内,两个压纸板484可沿压纸模具485的冂型槽延伸方向移动。
46.继续参考图4,上述压纸架482可升降装配为通过固设于工装底板481的导向柱配合压纸架482内设置的滑套实现。而压纸板484可沿设备纵向移动装配于压纸架482则依靠固设于压纸板484的滑动柱4841配合固设于压纸架482的滑套结构实现。每一压纸板484附设两个滑动柱4841,同一压纸板484附设的两个滑动柱4841一端固定连接于压纸板484,滑动柱4841另一端由压纸架482内的滑套结构贯穿压纸架482后由滑动连板4842连接。该压纸挂架483顶部附设有挂接缺口4831,挂接缺口4831呈凸字形设置,挂接缺口4831沿设备横向
贯穿压制挂架设置。该工位工装48还包括三组拉簧486,一组拉簧486连接压纸挂架483与工装底板481,另外两组拉簧486分别设于两个压纸架482。设于压纸架482的拉簧486一端连接压纸架482且另一端连接该滑动连板4842。拉簧486每组两条且同一组两条拉簧486并列平行布设。
47.继续参考图4,上述压纸板484均呈匚字形设置,两个压纸板484的匚字形开口相向设置。当设于两个上述压纸架482的两组拉簧486均处于形变恢复状态或者形变量最小状态时,即上述滑动连板4842与压纸架482邻接时,两个压纸板484与上述压纸模具485冂字形槽体两侧侧壁之间形成的区域为茶块容置区480,茶块容置区480大致略大于茶块大小设置。压纸模具485在茶块容置区480处开设有六道插板通过槽487,插板通过槽487分三组,一组两个且平行并列布设。三组插板通过槽487分别设于压纸模具485冂字形槽体两侧及底面,位于压纸模具485底面的插板通过槽487向下贯穿工装底板481设置,插板通过槽487设于茶块容置区480位于设备纵向上的两侧,一侧三个。位于同一侧的三个插板通过槽487三组各一个。两个压纸架482相互背离的一侧分别开设有一个压纸张合槽4821,压纸张合槽4821沿设备高度方向贯穿压纸架482设置,压纸张合槽4821开口朝向与其装配于同一压纸架482的滑动连板4842一侧。
48.参考图1、图4、图6-图11,上述机架1附设有第一门架11、第二门架12、第三门架13、第四门架14以及第五门架15,第一门架11、第二门架12、第三门架13、第四门架14与第五门架15沿上述移送机构49顶面的上述工位工装48前进方向依次布设于移送机构49上方,第一门架11、第二门架12、第三门架13、第四门架14与第五门架15均呈冂字形架设于移送机构49位于设备纵向的两侧的机架1。该移送机构49为两条沿设备纵向并列且同步运转的同步传送带结构,上述工位工装48位于设备纵向上的两侧分别固定装配于该两条同步传送带结构。上述保压机构32、上述压纸机构42与上述进茶机构43装配于上述第一门架11,保压机构32装配于第一门架11顶面,压纸机构42与进茶机构43分别位于第一门架11在设备横向上的两侧。上述第一折合机构44装配于上述第二门架12。上述折角机构45位于上述第三门架13所在位置设置,具体折角机构45部分组件装配于第三门架13。上述第二折合机构46装配于上述第四门架14。上述出料机构47装配于上述第五门架15。
49.参考图1、图6、图7,上述压纸机构42包括挂架拉块421以及驱动该挂架拉块421升降的气缸结构,驱动该挂架拉块421升降的气缸结构固定装配于第一门架11,挂架拉块421位于设备纵向上的宽度与上述挂接缺口4831凸字形中宽的部分相配适,挂架拉块421用于当上述工位工装48移动到上述进纸工位处时卡入挂接缺口4831,通过挂架拉块421上升拉动上述压纸挂架483上升同时令压纸挂架483连接的拉簧486形变。压纸挂架483上升将带动上述压纸架482、滑动柱4841、压纸板484共同上升。该压纸机构42所在位置位于上述送纸座416移动方向上设置,具体如将供纸机构41设于压纸机构42位于设备横向上一侧,送纸座416可沿设备横向移送设置。
50.继续参考图1、图6、图7,上述进茶机构43包括进茶管431以及驱动进茶管431沿设备纵向移动的进茶纵移组件432,进茶管431通过进茶纵移组件432装配于上述第一门架11,进茶管431为中空管状结构,进茶管431上端端面邻近上述压制底板323底面所在平面,进茶管431下端端面邻近位于上述移送机构49上方的工位工装48的压纸板484顶面所在平面设置。该进茶纵移组件432为滑轨滑块与气缸配合的移动驱动组件结构。
51.参考图1、图8,上述第一折合机构44包括两个第一折板441、一个第一折板座442、一个第一压合部443以及一个第一压合座444,两个第一折板441均呈l型设置,两个第一折板441分别由一个气缸装配于第一折板座442,两个第一折板441均可沿设备横向移动装配,两个第一折板441相对且沿设备横向的移动为相向相离移动,第一折板座442通过气缸可升降装配于上述第二门架12,第一压合部443用于粘合上述包装物5,第一压合部443根据包装物5选用如超声波压合结构、电热压合结构等即可,第一压合部443装配于第一压合座444,第一压合部443位于两个第一折板441之间设置,第一压合座444通过气缸可升降地装配于第二门架12。两个上述第一折板441中至少一个开设有第一压合缺口4411,第一压合缺口4411用于在两个第一折板441相向移动到邻近甚至邻接时容置第一压合部443,具体选择一个第一折板441开设该第一压合缺口4411。
52.参考图1、图9,上述折角机构45包括折角升降座451、两个折角插板452、两个张合插板453、一个底装配架454、两个底插板455以及一个辅助压板456,折角升降座451通过气缸可升降地装配于上述第三门架13,两个折角插板452设于折角升降座451位于设备横向的两侧,两个张合插板453设于折角升降座451位于设备纵向的两侧,两个折角插板452可沿设备横向移动装配,两个张合插板453分别通过一个气缸可沿设备纵向移动装配,折角插板452与张合插板453下端均朝向折角升降座451下方延伸设置,辅助压板456固设于折角升降座451底面且延伸到折角升降座451下方,底装配架454装配于上述移送机构49所在的上述机架1处,两个底插板455可升降地装配于底装配架454,底插板455设于移送机构49两条同步传送带之间,底插板455可由位于折角工位处的工位工装48下方上升至插入该工位工装48内设置。其中,图9中一条该移送机构49的同步传送带用虚线示意其轮廓。为优化折角机构45装配,该折角升降座451大致分两部分设置,上部分的折角升降座451成冂字形且通过气缸可升降装配于第三门架13,两个用于装配张合插板453的气缸装配于折角升降座451的上部分与下部分之间,折角升降座451的下部分呈沿设备纵向延伸的长方形板状,折角升降座451的下部分锁固于两个用于装配张合插板453的气缸的底面,上述辅助压板456固设于折角升降座451的下部分底面。
53.参考图4、图9,上述张合插板453与上述压纸张合槽4821的几何形状相配适设置,压纸张合槽4821用于供张合插板453插入设置。每一上述折角插板452底端均分别附设有两个插入部4521,插入部4521固设有折角插板452底端位于设备纵向上的两侧,位于两个折角插板452的插入部4521相对设置,两个折角插板452的插入部4521相对的一端呈三角形板状结构。而上述位于茶块容置区480两侧的上述插板通过槽487开口与上述插入部4521相配适设置,该插入部4521由压纸模具485外经由插板通过槽487插入茶块容置区480。两组折角插板452相向移动令插入部4521插入包装物5,在包装物5形成折痕。上述底插板455由气缸驱动升降设置。由于底插板455位于移送机构49内,受装配空间限制,驱动底插板455升降的气缸横置,即气缸缸体固设于上述底装配架454,气缸活塞杆端部可沿设备横向移动,依靠底装配架454上固定且倾斜设置的孔槽配合在孔槽内移动的滚轮,滚轮结构随底插板455由导向柱体导向地可升降装配于底装配架454,将横置气缸沿设备横向移动的驱动方向变向为驱动底插板455升降。当工位工装48处于折角工位时,两个底插板455无论设置位置还是截面几何形状均与位于压纸模具485底面且延伸至贯穿工装底板481的插板通过槽487开口截面相配适,该底插板455由气缸驱动沿该插板通过槽487插入茶块容置区480。两个折角插板
452由于只有相向相离两个状态且对其运动过程要求不高,因此两个折角插板452通过一个动力源(如气缸)驱动即可。
54.参考图1、图10,上述第二折合机构46包括两个第二折板461、一个第二折板座462、一个第二压合部463以及一个第二压合座464,两个第二折板461均呈l型设置,两个第二折板461分别由一个气缸装配于第二折板座462,两个第二折板461均可沿设备纵向移动装配,两个第二折板461相对且沿设备纵向的移动为相向相离移动,第二折板座462通过气缸可升降装配于上述第四门架14,第二压合部463用于粘合上述包装物5,第二压合部463根据包装物5选用如超声波压合结构、电热压合结构等即可,第二压合部463装配于第二压合座464,第二压合部463位于两个第二折板461之间设置,第二压合座464通过气缸可升降地装配于第四门架14。两个上述第二折板461中至少二个开设有第二压合缺口4611,第二压合缺口4611用于在两个第二折板461相向移动到邻近甚至邻接时容置第二压合部463,具体两个第二折板461均开设该第二压合缺口4611。该第二压合部463呈横置的t字形设置。由于某些茶块的包装需求中,包装物5在茶块顶面的折角延伸至茶块侧面,横置t字形或者7字形的第二压合部463可以将该位于包装物5在茶块顶面的折角向下弯折至茶块侧面并压合。
55.参考图1、图11,上述出料机构47包括一个出料位移座471、一个出料升降座472以及两个出料夹板473,出料位移座471由气缸驱动可沿设备纵向移动装配于上述第五门架15,该出料位移座471可沿设备纵向移动的装配方式通过如滑轨滑座结构实现,出料升降座472通过一个气缸可升降地装配于出料位移座471,两个出料夹板473可沿设备纵向相向相离移动地装配于出料升降座472。每一上述出料夹板473分别通过一个气缸装配于出料升降座472。出料夹板473的外周沿形状与上述压纸板484的匚字形开口相配适设置,两个出料夹板473分别插入两个压纸板484的匚字形开口内即可由茶块容置区480将包装完成的茶块夹出。该出料位移座471的移动方式仅用于示意,具体可以根据需要的位移方式配设驱动出料位移座471的驱动结构。
56.参考图1、图4-图11,上述包装装置4的工作流程为:
57.第一,上述输送辊412将上述包装物5输送到吸盘414处,吸盘414吸附包装物5配合切刀413切断包装物5,在吸盘414处形成一个大致方形的包装物5。
58.第二,当工位工装48移动到进纸工位时,其压纸挂架483的挂接缺口4831刚好套在上述挂架拉块421外。上述挂架拉块421由气缸驱动上升带动压纸挂架483上升且设于压纸挂架483拉簧486被拉伸形变。
59.第三,上述吸盘座415由气缸带动上升,且上述送纸座416带动吸盘座415、吸盘414、吸盘414吸附的包装物5朝向进纸工位移动至位于进纸工位的工位工装48上方。吸盘座415下降配合吸盘414放开对包装物5的吸附,令包装物5放置于上述压纸模具485上。
60.第四,该挂架拉块421下降,该压纸板484随着挂架拉块421下降将压纸模具485上的包装物5由其中部压入压纸模具485内,受压纸模具485开口朝上的冂字形槽结构与压纸板484配合限制,包装物5位于设备横向上两侧竖立。
61.第五,上述第四中带有包装物5的工位工装48由移送机构49带动移动至进茶工位。上述进茶纵移组件432在移送机构49带动工位工装48移动前,其控制上述进茶管431处于工位工装48移动前方的侧面,避免进茶管431位于压纸挂架483移动前方的限位问题。
62.第六,进茶纵移组件432控制进茶管431沿设备纵向移动,令进茶管431上端端面邻
近上述压制底板323底面且进茶管431上端开口与底板出茶通孔3231在位于压制底板323底面的开口处相邻,进茶管431下端端面邻近压纸板484顶面且进茶管431下端开口正对上述茶块容置区480。
63.第七,上述出茶推板325由上往下将上述压茶模具320内的茶块经由底板出茶通孔3231、进茶管431推入茶块容置区480,而后出茶推板325复位,进茶管431在进茶纵移组件432驱动下也复位。
64.第八,该第一折合机构44的初始状态为两个第一折板441处于相离位置,第一折板座442与第一压合座444均处于最靠近第二门架12的最高位置。移送机构49将工位工装48由进茶工位移动到第一折合工位。第一折板座442由气缸带动下降,而后第一折板441分别由气缸驱动相向移动,两个第一折板441的移动为依次进行,避免同时进行令包装物5的尖角部位相碰顶住。第一折板441相向移动即将竖起的包装物5尖角段相向交替折合在茶块上方。第一压合座444下降直至第一压合部443底端顶在包装物5尖角部位上,通过第一压合部443将包装物5尖角粘合。而后第一折合机构44逆向进行上述过程复位。
65.第九,该折角机构45的初始状态为折角升降座451处于最靠近第三门架13的最高位置,底插板455处于最接近底装配架454的最低位置,两个折角插板452处于相离位置,两个张合插板453处于相互接近的相近位置。移送机构49带动工位工装48由第一折合工位移动到折角工位。折角升降座451下降直至辅助压板456顶在步骤第八中压合的两个包装物5折角上,此时两个折角插板452位于压纸模具485两侧且张合插板453插入压纸张合槽4821内。
66.第十,张合插板453由气缸驱动相离移动,两个张合插板453可以同时启动。张合插板453相离移动将顶持并带动滑动连板4842移动,同时拉伸滑动连板4842上连接的拉簧486令其形变,且同时带动压纸板484相离移动,直至压纸板484离开包装物5位于压纸模具485内的部位。通过折角插板452动力源驱动两个折角插板452相向移动直至两个折角插板452总共四个插入部4521由压纸模具485外经由插板通过槽487插入茶块容置区480。由于插入部4521大体呈三角形,插入部4521由包装物5位于设备横向上两侧侧面中部插入,而后慢慢深入,不会破坏包装物5上述第四与第八步中形成的位于茶块底面与顶面处的折痕。折角插板452复位。
67.第十一,底插板455受气缸驱动上升,底插板455沿插板通过槽487插入茶块容置区480,底插板455进入过程中将位于压纸模具485底面的包装物5两侧竖起折合在茶块位于设备纵向上的两侧。该过程中,由于第十步中未插入部4521未破坏第四与第八步中形成的折痕,特别是其未破坏第八步中形成的折痕,位于茶块上方的包装物5不会随着底插板455插入而被牵引扭曲,整体包装物5折合后更加规整美观。底插板455复位。
68.第十二,张合插板453复位,压纸板484受设于滑动连板4842的拉簧486弹性复位的影响顶持于茶块位于设备纵向两侧的包装物5外,该顶持过程也有助于顶紧包装物5,进一步令包装物5侧面更加规整。折角升降座451复位。
69.第十三,该第二折合机构46的初始状态为两个第二折板461处于相离位置,第二折板座462与第二压合座464均处于最靠近第四门架14的最高位置。移送机构49将工位工装48由折角工位移动到第二折合工位。第二折板座462由气缸带动下降,而后第二折板461分别由气缸驱动相向移动,两个第二折板461的移动为依次进行,避免同时进行令包装物5的尖
角部位相碰顶住。第二折板461相向移动即将竖起的包装物5尖角段相向交替折合在茶块上方。第二压合座464下降直至第二压合部463底端顶在包装物5尖角部位上,通过第二压合部463将包装物5尖角粘合。如果遇到包装物5最上方一个尖角延伸至茶块位于设备纵向上的侧方的情况,由于该第二压合部463呈横置t字形,其设备高度方向上的部分将自上而下将包装物5尖角折至茶块侧面压合。而后第二折合机构46逆向进行上述过程复位。
70.第十四,上述出料机构47的初始状态为两个出料夹板473处于相离位置,出料升降座472处于最靠近第五门架15的最高位置,出料位移座471位于移送机构49正上方。移送机构49将工位工装48由第二折合工位移动到出料工位。出料升降座472下降,令两个出料夹板473分别插入两个压纸板484的匚字形开口内,出料夹板473相向移动夹持压纸板484之间的茶块。而后配合出料升降座472上升以及出料位移座471移动,将茶块转运出料即可。
71.参考图1-图11,上述供茶装置2、压茶装置3与包装装置4沿设备纵向排布,各个包装工位沿设备横向排布的方式,由于包装工位较多,整个设备在包装装置4位置沿设备横向上的宽度略大,正好留出供纸机构41与出料机构47两侧,便于包装物5的加入以及茶块的输出。并且,将供纸机构41设于上述打散滚筒21敞口一端,将茶叶压制包装设备的物料输入(待压制茶叶原料与包装物5)位于同侧设置,且给待压制茶叶原料输入打散滚筒21的配合结构留出空间,即令整个茶叶压制包装设备的空间利用率最大化。且本茶叶压制包装设备集成度高且控制逻辑简便、易于维护调试等优点针对如个体茶农等,将更具优势,产品市场竞争力更强。上述作为动力源的气缸、电机等均用于示意动力源的驱动方式,本领域技术人员可以根据需要替代应用,具体如将气缸替换为推杆电机或者电机配合的丝杠驱动结构、齿条驱动结构等。
72.上述仅为本实用新型的具体实施方式,但本实用新型的设计构思并不局限于此,凡利用此构思对本实用新型进行非实质性的改动,均应属于侵犯本实用新型保护范围的行为。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1