卷烟滤棒成型机收集辊、绕丝处理装置及绕丝处理方法与流程
[0001]
本发明涉及卷烟滤棒生产技术领域,特别是涉及一种卷烟滤棒成型机收集辊、绕丝处理装置及绕丝处理方法。
背景技术:
[0002]
滤棒是指以过滤材料(如烟用纤维丝束及芯纸等)为原料,加工卷制而成的具有过滤性能并有一定长度的圆形棒,经过分切和接装后成为滤嘴卷烟的抽吸端。在制丝工艺水平相对稳定的前提下,滤棒吸阻的波动范围是影响卷烟产品焦油稳定性和卷接质量的主要因素。同时,滤棒吸阻指气流通过滤棒时克服内摩擦力和质点间的相互碰撞后能量损失而引起的压力降低,表示气体流动前后处产生的压力差。
[0003]
滤棒的物理指标主要有重量、圆周、圆度、长度、吸阻等。其中吸阻是衡量一支烟在抽吸时产生阻力的主要指标,对香烟抽吸时的感官感受起着重要作用,过大和过小的吸阻都会对烟支的口感造成影响。
[0004]
kdf4滤棒成形机是新一代高速滤棒成形机组,是目前世界上最先进的嘴棒成形机,与传统机型比较,在总体结构设计、工艺技术、电器控制等方面进行了较大的改进,产品质量的稳定性比其他设备有了较大的提高。已逐步替代kdf2滤棒成形机成为生产卷烟滤棒的主力机型。
[0005]
kdf4滤棒成形机由4部分组成,分别是af4、kdf4、hcf和bob。其中af4是丝束均匀开松以及施加甘油酯的设备,包括二醋酸纤维丝束、导丝环、一级开松器、二级开松器、制动辊对、输入辊对、伸展辊对、三级开松器、甘油喷雾箱、导向辊对、及收集辊。
[0006]
af4内的开松辊和开松器的工作状态都会影响到丝束的开松情况,从而影响滤棒的吸阻指标。当任何一个辊出现表面磨损现象,都可能使吸阻的sd值增大,降低产品的质量。吸阻sd值指五支滤棒吸阻值的标准差。标准差计算公式为
[0007]
实际生产过程中,由于丝束包来料的差异性,部分丝束包会出现丝束飞花多的现象,我们虽然每个小时都会对af4内部进行清理,但机组不可能频繁停机来处理飞花问题。在生产一段时间后,带有增塑剂的小块飞花会粘附在收集辊的表面,经过一段时间后,会在收集辊表面形成硬的颗粒。当丝束在经过收集辊时,部分丝束会被硬的颗粒拉断而形成绕丝现象。收集辊为af4中的第五个辊,简称v4辊,该收集辊用于将开松的丝束收集起来输送到kdf4。为了快速清理掉v4辊上的丝束,挡车工需要采用刀片切割的方法来切除缠绕的丝束,这一过程往往会花费大量的时间,影响生产效率。为了更快地割断绕丝部分,挡车工经常会用力过大而在割断丝束的同时切割到收集辊辊体表面,导致辊体表面被损坏而粗糙不平整,一旦收集辊表面不平整则极易造成再一次的绕丝,使得绕丝的频率增大。另外辊体表面粗糙,也容易在拉断丝束的同时减少丝束在高压喷嘴处的进丝量,从而影响滤棒的吸阻指标。其中,进丝量指单位时间内进入到高压喷嘴内丝束的重量。所以我们必须频繁地更换收集辊,也增加了成本开支。
技术实现要素:
[0008]
鉴于以上所述现有技术的缺点,本发明要解决的技术问题在于提供一种在处理绕丝过程中不易被划伤的卷烟滤棒成型机收集辊。
[0009]
为实现上述目的,本发明提供一种卷烟滤棒成型机收集辊,包括具有绕丝面的辊体,所述辊体上设有切割槽,所述切割槽从辊体轴向的一侧贯穿辊体的绕丝面。
[0010]
进一步地,所述切割槽有多个,全部切割槽沿辊体的周向均匀分布。
[0011]
进一步地,所述切割槽有两个。
[0012]
进一步地,所述辊体的材质为铝合金。
[0013]
进一步地,所述辊体上设有收集槽,所述切割槽与收集槽相通。
[0014]
如上所述,本发明涉及的卷烟滤棒成型机收集辊,具有以下有益效果:
[0015]
在处理本收集辊上的绕丝时,只需将切割刀片从切割槽的一端插入,即切割刀片由辊体轴向的一侧插入切割槽,切割刀片将与缠绕在绕丝面上的丝束相接触,并将丝束切断,操作简单、快捷,方便了对绕丝的处理,从而也提高了处理绕丝的效率,且利用切割槽对切割刀片的导向、限制作用,能有效防止切割刀片相对于收集辊随意滑动,并避免切割刀片与辊体的绕丝面相接触,进而避免了切割刀片将收集辊的绕丝面划伤。
[0016]
本发明要解决的另一个技术问题在于提供一种处理绕丝效率更高的绕丝处理装置。
[0017]
为实现上述目的,本发明提供一种绕丝处理装置,包括所述卷烟滤棒成型机收集辊、及具有切割刀片的切割工具,所述切割槽用于所述切割刀片的穿入。
[0018]
进一步地,所述切割槽和切割刀片均有两个,两个切割槽分别用于两个切割刀片的穿入。
[0019]
进一步地,所述切割工具还包括刀片座和手柄,所述切割刀片固定在刀片座上,所述手柄包括把持部和两个连接部,两个连接部的一端分别与把持部的两端固接,两个连接部的另一端均与刀片座固接,两个连接部、把持部、及刀片座之间形成指孔。
[0020]
进一步地,所述切割槽的宽度为1mm,所述切割刀片的厚度为0.8mm。
[0021]
如上所述,本发明涉及的绕丝处理装置,具有以下有益效果:
[0022]
当需要处理收集辊表面的绕丝时,只需将切割刀片从切割槽的一端插入,切割刀片将与缠绕在绕丝面上的丝束相接触,并将丝束切断,操作简单、快捷,从而提高了处理绕丝的效率,且利用切割槽对切割刀片的导向、限制作用,能有效防止切割刀片相对于收集辊随意滑动,并避免切割刀片与辊体的绕丝面相接触,进而避免了切割刀片将收集辊的绕丝面划伤。
[0023]
本发明要解决的另一个技术问题在于提供一种处理绕丝效率更高的绕丝处理方法。
[0024]
为实现上述目的,本发明提供一种绕丝处理方法,采用所述绕丝处理装置,且所述绕丝处理方法包括如下步骤:
[0025]
切割刀片从切割槽的一端插入,切割刀片的刀刃与缠绕在绕丝面上的丝束相接触,并将丝束切断。
[0026]
如上所述,本发明涉及的绕丝处理方法,具有以下有益效果:
[0027]
本发明绕丝处理方法,基于上述步骤实现了将缠绕在收集辊上的丝束切断,操作
简单、快捷,从而提高了处理绕丝的效率,且该绕丝处理方法利用切割槽对切割刀片的导向、限制作用,能有效防止切割刀片相对于收集辊随意滑动,并避免切割刀片与收集辊的绕丝面相接触,进而避免了切割刀片将辊体的绕丝面划伤。
附图说明
[0028]
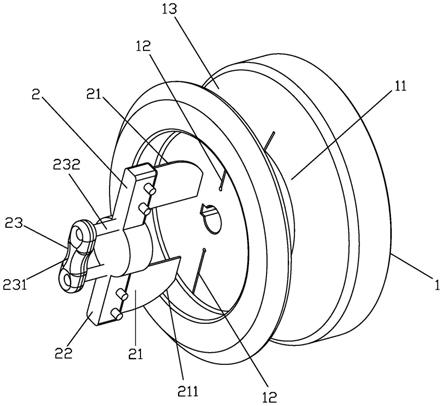
图1为本发明中绕丝处理装置的结构示意图。
[0029]
图2为本发明中绕丝处理装置在处理绕丝过程中的正视图。
[0030]
图3为本发明中绕丝处理装置在处理绕丝过程中的俯视图。
[0031]
图4为本发明中绕丝处理装置在处理绕丝过程中的左视图。
[0032]
图5为本发明中卷烟滤棒成型机收集辊的结构示意图。
[0033]
图6为本发明中卷烟滤棒成型机收集辊的立体图。
[0034]
图7为本发明中卷烟滤棒成型机收集辊的正视图。
[0035]
图8为图7中a-a剖视图。
[0036]
图9为图7中b-b剖视图。
[0037]
图10为本发明中切割工具的立体图。
[0038]
图11为本发明中切割工具的结构示意图。
[0039]
图12为本发明中切割工具的左视图。
[0040]
图13为图12中c-c剖视图。
[0041]
元件标号说明
[0042]1ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
辊体
[0043]
11
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
绕丝面
[0044]
12
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
切割槽
[0045]
13
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
收集槽
[0046]2ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
切割工具
[0047]
21
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
切割刀片
[0048]
211
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
刀刃
[0049]
22
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
刀片座
[0050]
23
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
手柄
[0051]
231
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
把持部
[0052]
232
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
连接部
[0053]
24
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
指孔
具体实施方式
[0054]
以下由特定的具体实施例说明本发明的实施方式,熟悉此技术的人士可由本说明书所揭露的内容轻易地了解本发明的其他优点及功效。
[0055]
须知,本说明书附图所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本发明可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本发明所能产生的功效及所能达成的目的下,均应仍落在本发明所揭示的技术内容所能涵盖的范围
内。同时,本说明书中所引用的如“上”、“下”、“左”、“右”、“中间”及“一”等用语,亦仅为便于叙述明了,而非用以限定本发明可实施的范围,其相对关系的改变或调整,在无实质变更技术内容下,当亦视为本发明可实施的范畴。
[0056]
如图1至图8所示,本发明提供一种卷烟滤棒成型机收集辊,包括具有绕丝面11的辊体1,辊体1上设有切割槽12,切割槽12从辊体1轴向的一侧贯穿辊体1的绕丝面11。在卷烟的滤棒生产过程中,收集辊旋转,丝束将与辊体1的绕丝面11相接触,并沿设定的方向移动;而当丝束被硬的颗粒等拉断时,丝束将缠绕在辊体1的绕丝面11上,从而形成绕丝。在处理本收集辊上的绕丝时,只需将切割刀片21从切割槽12的一端插入,即切割刀片21由辊体1轴向的一侧插入切割槽12,切割刀片21将与缠绕在绕丝面11上的丝束相接触,并将丝束切断,操作简单、快捷,方便了对绕丝的处理,从而也提高了处理绕丝的效率,且利用切割槽12对切割刀片21的导向、限制作用,能有效防止切割刀片21相对于收集辊随意滑动,并避免切割刀片21与辊体1的绕丝面11相接触,进而避免了切割刀片21将收集辊的绕丝面11划伤。
[0057]
同时,如图1至图13所示,本发明还提供一种绕丝处理装置,包括所述卷烟滤棒成型机收集辊、及具有切割刀片21的切割工具2,切割槽12用于切割刀片21的穿入。当需要处理收集辊表面的绕丝时,只需将切割刀片21从切割槽12的一端插入,切割刀片21将与缠绕在绕丝面11上的丝束相接触,并将丝束切断,操作简单、快捷,从而提高了处理绕丝的效率,且利用切割槽12对切割刀片21的导向、限制作用,能有效防止切割刀片21相对于收集辊随意滑动,并避免切割刀片21与辊体1的绕丝面11相接触,进而避免了切割刀片21将收集辊的绕丝面11划伤。
[0058]
另外,本发明还提供一种绕丝处理方法,采用所述绕丝处理装置,且所述绕丝处理方法包括如下步骤:
[0059]
切割刀片21从切割槽12的一端插入,切割刀片21的刀刃211与缠绕在绕丝面11上的丝束相接触,并将丝束切断。
[0060]
本发明绕丝处理方法,基于上述步骤实现了将缠绕在收集辊上的丝束切断,操作简单、快捷,从而提高了处理绕丝的效率,且该绕丝处理方法利用切割槽12对切割刀片21的导向、限制作用,能有效防止切割刀片21相对于收集辊随意滑动,并避免切割刀片21与收集辊的绕丝面11相接触,进而避免了切割刀片21将辊体1的绕丝面11划伤。
[0061]
如图1、及图5至图8所示,本实施例中切割槽12有多个,全部切割槽12沿辊体1的周向均匀分布。同时,本实施例中切割槽12和切割刀片21具体均有两个,两个切割槽12分别用于两个切割刀片21的穿入。在处理绕丝时,两个切割刀片21分别插入两个切割槽12中,从两处将缠绕在辊体1上的丝束切断,无磨损现象,提高处理绕丝的效率,实现快速清除绕丝。另外,辊体1上的两个切割槽12对称分布,在生产滤棒过程中,不影响收集辊的正常旋转。且两根切割槽12既能兼顾使辊体1平衡,成本又相对较低,是最佳选择。
[0062]
本实施例中辊体1的材质为铝合金,并使得收集辊易加工,耐久性高,不易氧化和酸化。且铝合金的密度与原收集辊材质的密度较为接近,强度和特性都符合要求,而且价格相对较低,是最佳的选择。
[0063]
如图6至图8所示,本实施例中辊体1上设有收集槽13,切割槽12与收集槽13相通。绕丝面11位于收集槽13的侧壁上。在生产卷烟的滤棒过程中,收集槽13用于容纳丝束,并起到对丝束收集的作用;丝束被拉断后将缠绕中收集槽13中的绕丝面11上。在切割刀片21沿
辊体1的轴向插入切割槽12的整个过程中,切割刀片21将穿过收集槽13,且在切割刀片21穿过收集槽13过程中,切割刀片21将与收集槽13中的丝束相接触,并将丝束割断,即切割刀片21将由切割槽12伸进收集槽13,并将收集槽13中的绕丝切断,不仅处理了绕丝问题,且切割刀片21不会与辊体1的表面相接触,从而能有效避免对辊体1的表面造成划伤。同时,此种切丝方式,能够快速的将缠绕在收集槽13中的丝束完全切断,大大提高处理绕丝的效率。
[0064]
如图10至图13所示,本实施例中切割工具2还包括刀片座22和手柄23,切割刀片21固定在刀片座22上,手柄23包括把持部231和两个连接部232,两个连接部232的一端分别与把持部231的两端固接,两个连接部232的另一端均与刀片座22固接,两个连接部232、把持部231、及刀片座22之间形成指孔24。本实施例中两个切割刀片21分别固定在刀片座22的两端。在处理绕丝时,手指插入该指孔24,以能更好的把握住把持部231及手柄23,从而便于对切割刀片21施加作用力,并将切割刀片21从辊体1轴向的一侧插入切割槽12中,并将丝束切断。
[0065]
本实施例中切割槽12的宽度为1mm,切割刀片21的厚度为0.8mm,以给切割刀片21插入切割槽12留有余量,既能方便切割刀片21的插入,在切割效果上也能达到理想的要求。
[0066]
本实施例中收集辊也称作开槽式收集辊,其辊体1表面开设的切割槽12,使得在处理绕丝过程中,切割刀片21能由该切割槽12伸进收集槽13,并将收集槽13中的丝束割断。此过程中,切割刀片21不会与辊体1的表面接触,不会对辊体1表面造成割伤,不影响产品的生产质量;切割效果良好,可完全清除丝束;且操作安全,不易伤手,各方面效果良好。
[0067]
本卷烟滤棒成型机收集辊也称作收集辊,该收集辊应用于卷烟滤棒成型机。本实施例中卷烟滤棒成型机也称作kdf4滤棒成型机。收集辊简称v4,且收集辊为af4中的第五个辊;af4中的第四个辊简称v3,转速比v3/v4=1:1。在生产过程中,丝束略有下垂,开松效果较好,吸阻sd值也相对较低,是比较好的选择。
[0068]
本绕丝处理装置也称作卷烟滤棒成型机收集辊绕丝处理装置,为一套能够在不伤害收集辊表面的前提下快速有效处理绕丝问题的装置,使得绕丝处理时间从原先的停机597秒,降低到停机51秒。本绕丝处理装置,操作方便、安全可控、实现了快速解决绕丝现象,大大提高了滤棒产品的生产效率,使得机台不会因为一个班内的1-2次绕丝而无法完成当班的产量,为卷烟产品的生产提供了保障。同时,本卷烟滤棒成型机收集辊绕丝处理装置对产品质量没有负面影响、处理效果佳、经济性和安全性好。
[0069]
本卷烟滤棒成型机收集辊绕丝处理装置,试用1个月后,观察收集辊的表面损伤情况,可以看到收集辊的表面不再会被刀片划伤,也不会影响到滤棒产品的吸阻指标。在提高生产效率的同时,这一改进也有效地提高了滤棒产品吸阻的稳定性。滤棒吸阻sd的平均值基本在一个稳定的范围内波动,产品质量也得到进一步提升。
[0070]
以前,由于收集辊表面经常遭到损害,为了保证产品质量需要经常调换收集辊。一年在收集辊的采购上就需要花费五万余元。使用了新的收集辊,并不会伤害到收集辊的表面,在没有特殊情况下无需更换,一年节约了零配件开支约3万余元。
[0071]
综上所述,本发明有效克服了现有技术中的种种缺点而具高度产业利用价值。
[0072]
上述实施例仅例示性说明本发明的原理及其功效,而非用于限制本发明。任何熟悉此技术的人士皆可在不违背本发明的精神及范畴下,对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本发明所揭示的精神与技术思想下所完
成的一切等效修饰或改变,仍应由本发明的权利要求所涵盖。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1