一种用于环喷型氩气喷管的氩气电极以及环喷型氩气喷管的制作方法
1.本实用新型属于氩气喷管技术领域,涉及一种氩气电极以及氩气喷管,尤其涉及一种用于环喷型氩气喷管的氩气电极以及环喷型氩气喷管。
背景技术:
2.氩气喷管是在外科手术中用于进行组织凝血常用的工具,配合氩气高频电刀使用,通过氩气高频电刀输出的高频电压和高纯氩气,在氩气喷管端部的氩气电极处,高频电压通过放电方式将氩气电离而产生氩离子与温度,使组织渗血创面或血管实现凝血功能。
3.氩气喷管的氩气电极根据其临床功能,有着不同结构而衍生出较多的型式,如:直喷、环喷、侧喷等,来改变其产生的电离气体方向、范围,形状、长度。这其中,环喷型氩气电极通常组成部分包括陶瓷头和金属棒,目前的生产工艺包括整体烧结和钎焊两种工艺。由于陶瓷烧结体的粉末与金属体在烧结温度(超过900℃)和冷却过程的材料伸缩率不同,会出现金属体过于膨胀或陶瓷体过分收缩的情况而挤破陶瓷体,或陶瓷体中心孔洞过大,无法与金属体紧密配合,产生脱落现象。使用钎焊时,由于陶瓷腔很小,导致焊接面积很小也有脱落的危险。
4.因此,如何找到一种适宜的环喷型氩气电极,解决现有的环喷型氩气电极存在的上述问题,已成为本领域诸多一线研究人员广为关注的焦点之一。
技术实现要素:
5.有鉴于此,本实用新型要解决的技术问题在于提供一种氩气电极以及氩气喷管,尤其是一种用于环喷型氩气喷管的氩气电极,本实用新型提供的氩气电极,弯曲状的金属棒头部可以保证金属棒在受到拉力的作用下不会脱落,空腔又可以保证有充足的空间来填充焊剂(焊料),不会挤破陶瓷体。
6.本实用新型提供了一种氩气电极,包括半球状的陶瓷头和焊接在陶瓷头底部的金属棒;
7.所述陶瓷头底部设置有盲孔;
8.所述金属棒的一端焊接在盲孔中;
9.所述金属棒焊接在盲孔中的一端具有弯曲状;
10.所述盲孔中还填充有焊接后得到的焊料。
11.优选的,所述氩气电极为用于氩气喷管的氩气电极;
12.所述焊接包括钎焊焊接。
13.优选的,所述金属棒的材质包括不锈钢、钨、铜和钛合金中的一种或多种;
14.所述盲孔的形状包括条状盲孔。
15.优选的,所述弯曲状包括曲线弯曲状、勾状弯曲状和t型弯曲状中的一种或多种;
16.所述焊料包括钎料和/或焊剂。
17.优选的,所述氩气电极为环喷型氩气电极;
18.所述填充具体为填满。
19.优选的,所述盲孔的深度为0.5~4毫米;
20.所述盲孔的孔口高度为0.2~3毫米;
21.所述盲孔的孔口宽度为0.1~2毫米。
22.优选的,所述金属棒具有弯曲状的一端的长度占金属棒总长度的比例为5%~50%;
23.所述金属棒具有弯曲状的一端的宽度小于盲孔的宽度;
24.所述金属棒具有弯曲状的一端的长度小于盲孔的深度。
25.优选的,所述氩气电极由以下步骤制备得到:
26.将金属棒具有弯曲状的一端插入陶瓷头的盲孔中,盲孔中还填充有钎料和/或焊剂,然后进行钎焊焊接后,成型。
27.本实用新型提供了一种氩气喷管,包括上述技术方案任意一项所述的氩气电极。
28.优选的,所述氩气喷管为环喷型氩气喷管。
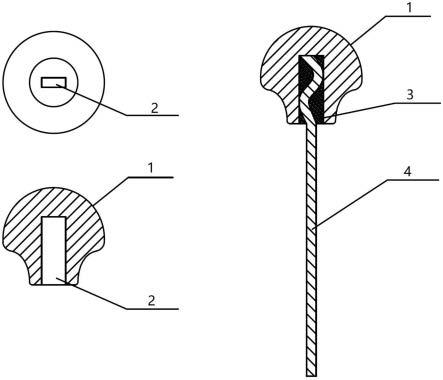
29.本实用新型提供了一种氩气电极,包括半球状的陶瓷头和焊接在陶瓷头底部的金属棒;所述陶瓷头底部设置有盲孔;所述金属棒的一端焊接在盲孔中;所述金属棒焊接在盲孔中的一端具有弯曲状;所述盲孔中还填充有焊接后得到的焊料。与现有技术相比,本实用新型针对环喷型氩气电极存在的问题,参见图1,图1为改进前的环喷型氩气电极的结构示意简图。其中,1为陶瓷头、2为金属棒。由于陶瓷烧结体的粉末与金属体在烧结温度(超过900℃)和冷却过程的材料伸缩率不同,会出现金属体过于膨胀或陶瓷体过分收缩的情况而挤破陶瓷体,或陶瓷体中心孔洞过大,无法与金属体紧密配合,产生脱落现象。使用钎焊时,由于陶瓷腔很小,导致焊接面积很小也有脱落的危险等问题。
30.本实用新型设计了一种新颖实用的氩气电极,创造性的将金属棒头部做成弯曲状,头部形状可以有多种形状,陶瓷烧结仍为半球形状,但其内部开有条状盲孔。陶瓷头和金属棒都单独成型后再将金属棒的弯曲头部插入陶瓷头的条形孔内进行钎焊,填充腔内填充焊剂;然后进行焊接成型。弯曲状的金属棒头部可以保证金属棒在受到拉力的作用下不会脱落,空腔又可以保证有充足的空间来填充焊剂。而特殊形状的金属棒,既可以保证金属棒不会与陶瓷头之间滑动,又可以保证有足够的空间来容纳焊剂,从而有效的解决了之前的环喷型氩气电极的结构焊接不牢固的问题。
31.实验结果表明,经过拉力测试后,改进前的陶瓷头所承受的拉拔力小于20n,而本实用新型提供的新结构所承受的拉拔力大于50n。
附图说明
32.图1为改进前的环喷型氩气电极的结构示意简图;
33.图2为本实用新型提供的氩气电极的分解结构和整体结构示意图;
34.图3为本实用新型提供的金属棒的多种形状图。
具体实施方式
35.为了进一步理解本实用新型,下面结合实施例对本实用新型优选实施方案进行描述,但是应当理解,这些描述只是为进一步说明本实用新型的特征和优点,而不是对本实用
新型权利要求的限制。
36.本实用新型所用材料,对其来源没有特别限制,在市场上购买的或按照本领域技术人员熟知的常规方法制备的即可。
37.本实用新型所用材料,对其规格没有特别限制,采用本领域的常规规格即可,本实用新型优选为符合医疗行业的相关要求的规格。
38.本实用新型所用材料,对其纯度没有特别限制,本实用新型优选采用医药纯或符合医疗行业的相关要求。
39.本实用新型提供了一种氩气电极,包括半球状的陶瓷头和焊接在陶瓷头底部的金属棒;
40.所述陶瓷头底部设置有盲孔;
41.所述金属棒的一端焊接在盲孔中;
42.所述金属棒焊接在盲孔中的一端具有弯曲状;
43.所述盲孔中还填充有焊接后得到的焊料。
44.在本实用新型实施例中,所述氩气电极优选为用于氩气喷管的氩气电极。
45.在本实用新型实施例中,所述焊接优选包括钎焊焊接。
46.本实用新型所述氩气电极包括焊接在陶瓷头底部的金属棒。在本实用新型实施例中,所述金属棒的材质优选包括不锈钢、钨、铜和钛合金中的一种或多种,更优选为不锈钢、钨、铜或钛合金。
47.在本实用新型实施例中,所述盲孔的形状优选包括条状盲孔。
48.本实用新型原则上对所述条状盲孔的定义和概念没有特别限制,以本领域技术人员熟知的条状盲孔的定义和概念即可,本领域技术人员可以根据使用要求、质量要求和生产情况进行调整。
49.在本实用新型实施例中,所述弯曲状优选包括曲线弯曲状、勾状弯曲状和t型弯曲状中的一种或多种,更优选为曲线弯曲状、勾状弯曲状或t型弯曲状。
50.在本实用新型实施例中,所述焊料优选包括钎料和/或焊剂,更优选为钎料和焊剂。
51.在本实用新型实施例中,所述氩气电极优选为环喷型氩气电极。
52.本实用新型原则上对所述环喷型氩气电极的定义和概念没有特别限制,以本领域技术人员熟知的环喷型氩气电极的定义和概念即可,本领域技术人员可以根据使用要求、质量要求和生产情况进行调整。
53.在本实用新型实施例中,所述填充具体优选为填满。
54.在本实用新型实施例中,所述盲孔的深度优选为0.5~4毫米,更优选为1~3.5毫米,更优选为1.5~3毫米,更优选为2~2.5毫米。
55.在本实用新型实施例中,所述盲孔的孔口高度优选为0.2~3毫米,更优选为0.7~2.5毫米,更优选为1.2~2毫米。在本实用新型中,盲孔的孔口高度即盲孔的开口位置截面的高度。当孔口为长方形时,与后续的孔口的宽度,可以对应理解为孔口两个不同边的数值。
56.在本实用新型实施例中,所述盲孔的孔口宽度优选为0.1~2毫米,更优选为0.5~1.6毫米,更优选为0.9~1.2毫米。
57.在本实用新型实施例中,所述金属棒具有弯曲状的一端的长度占金属棒总长度的比例优选为5%~50%,更优选为15%~40%,更优选为25%~30%。
58.在本实用新型实施例中,所述金属棒具有弯曲状的一端的宽度优选小于盲孔的宽度。
59.在本实用新型实施例中,所述金属棒具有弯曲状的一端的长度优选小于盲孔的深度。
60.在本实用新型中,为了更好的完整和细化整体技术方案,所述氩气电极优选由以下步骤制备得到:
61.将金属棒具有弯曲状的一端插入陶瓷头的盲孔中,盲孔中还填充有钎料和/或焊剂,然后进行钎焊焊接后,成型。
62.参见图2,图2为本实用新型提供的氩气电极的分解结构和整体结构示意图。其中,1为陶瓷头,2为陶瓷孔(盲孔),3为填充腔,4为金属棒。参见图3,图3为本实用新型提供的金属棒的多种形状图。
63.本实用新型还提供了所述一种氩气喷管,包括上述技术方案中任意一项所述的氩气电极。
64.在本实用新型实施例中,所述氩气喷管优选为环喷型氩气喷管。
65.本实用新型上述步骤提供了一种用于环喷型氩气喷管的氩气电极以及环喷型氩气喷管。本实用新型将金属棒头部做成弯曲状,头部形状可以有多种形状,陶瓷烧结仍为半球形状,但其内部开有条状盲孔。陶瓷头和金属棒都单独成型后再将金属棒的弯曲头部插入陶瓷头的条形孔内进行钎焊,填充腔内填充焊剂;然后进行焊接成型。弯曲状的金属棒头部可以保证金属棒在受到拉力的作用下不会脱落,空腔又可以保证有充足的空间来填充焊剂。而特殊形状的金属棒,既可以保证金属棒不会与陶瓷头之间滑动,又可以保证有足够的空间来容纳焊剂,从而有效的解决了之前的环喷型氩气电极的结构焊接不牢固的问题。
66.实验结果表明,经过拉力测试后,改进前的陶瓷头所承受的拉拔力小于20n,而本实用新型提供的新结构所承受的拉拔力大于50n。
67.为了进一步说明本实用新型,以下结合实施例对本实用新型提供的一种氩气电极以及氩气喷管进行详细描述,但是应当理解,这些实施例是在以本实用新型技术方案为前提下进行实施,给出了详细的实施方式和具体的操作过程,只是为进一步说明本实用新型的特征和优点,而不是对本实用新型权利要求的限制,本实用新型的保护范围也不限于下述的实施例。
68.实施例1
69.如图2所示,本实用新型提供的环喷型氩气喷管的氩气电极。
70.包括半球状的陶瓷头和钎焊焊接在陶瓷头底部的不锈钢金属棒。其中,陶瓷头底部设置有条状盲孔,金属棒具有曲线弯曲状的一端焊接在盲孔中,盲孔内还填满有焊接后得到的钎料和焊剂。
71.在本实施例中,焊接前,盲孔的深度为1.4毫米,盲孔的孔口高度为0.2毫米,孔口宽度为0.5毫米。而金属棒具有弯曲状的一端的长度占金属棒总长度的比例为21%,同时,金属棒具有弯曲状的一端的宽度小于盲孔的宽度,长度也小于盲孔的深度。
72.随后将金属棒具有弯曲状的一端插入陶瓷头的盲孔中,盲孔中填充上钎料和焊
剂,进行钎焊焊接后,成型得到。
73.本实用新型将该环喷型氩气喷管的氩气电极进行使用。
74.氩气电极通过延长线与电刀主机相连,插入端通过电子内窥镜的钳道进入需要手术的部位,然后通过脚踏开关控制氩气电极的工作状态;经过超过50次以上的放电、插拔试验陶瓷头焊接性能仍然良好,没有出现松动等问题。
75.以上对本实用新型提供的一种用于环喷型氩气喷管的氩气电极以及环喷型氩气喷管进行了详细的介绍,本文中应用了具体个例对本实用新型的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本实用新型的方法及其核心思想,包括最佳方式,并且也使得本领域的任何技术人员都能够实践本实用新型,包括制造和使用任何装置或系统,和实施任何结合的方法。应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以对本实用新型进行若干改进和修饰,这些改进和修饰也落入本实用新型权利要求的保护范围内。本实用新型专利保护的范围通过权利要求来限定,并可包括本领域技术人员能够想到的其他实施例。如果这些其他实施例具有不是不同于权利要求文字表述的结构要素,或者如果它们包括与权利要求的文字表述无实质差异的等同结构要素,那么这些其他实施例也应包含在权利要求的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1