一种压脚控制方法及应用该方法的刺绣机与流程
1.本发明涉及刺绣机技术领域,具体涉及一种压脚控制方法及应用该方法的刺绣机。
背景技术:
2.电脑刺绣机压脚组件是通过压脚将刺绣布料压住,再和绣花针、旋梭等部件配合,最终实现刺绣动作。压脚在刺绣动作中起到关键作用,在刺绣机下针过程中压脚可以稳定布料,防止绣针在刺绣过程中不稳而导致断线和断针等问题。
3.目前刺绣机压脚控制方法存在以下问题:如中国专利号cn201910143030.0公开的刺绣机控制系统、方法、刺绣机和电子设备,包括第一控制器和至少一组第一驱动装置;所述第一控制器与每组第一驱动装置连接;每组第一驱动装置用于驱动相应的压脚移动;所述第一控制器根据目标位置花样控制信息生成目标压脚控制信号,并将所述目标压脚控制信号发送至目标第一驱动装置,所述目标位置花样控制信息与刺绣机的用户输入终端输入的触发信号相对应;所述目标第一驱动装置为所述至少一组第一驱动装置中的任一个;所述目标第一驱动装置根据所述目标压脚控制信号使相应的目标压脚上下移动。
4.上述公开的这种刺绣机在实际使用过程中存在以下问题:1、该方法压脚控制方法不能快速的响应,导致绣品不良;2、压脚动作过程有误差,若不及时调整容易导致电机过流,损坏机械;3、超多头时刺绣机压脚容易配合不同步,导致不稳定工作,影响绣品质量。
技术实现要素:
5.本发明是为了克服上述现有技术中的缺陷,提供一种可实现独立压脚的单独控制,保证压脚压布的稳定性,提升刺绣品质的压脚控制方法及应用该方法的刺绣机。
6.为了实现上述发明目的,本发明采用以下技术方案:一种刺绣机,包括设置于刺绣机内的压脚和驱动电机,所述压脚或驱动电机上连有电流感应器,且压脚上设有测量压脚移动距离的编码器。
7.一种压脚控制方法,包括以下步骤:步骤a:将刺绣机压脚的初始位置标定为零点;步骤b:通过将压脚下降至所需位置,对压脚进行升降,在编码器作用下确定压脚行程,且在编码器作用下根据压脚的下降位置和零点位置,确定压脚的下降量;步骤c:在刺绣机内设置与压脚电性连接的电流感应器,电流感应器与驱动压脚升降的驱动电机相连,并在电流感应器内设置相对应的阈值,同时将步骤b中所得到的压脚的下降量确定为压脚的极限下降量;步骤d:将布料固定设置于相对应的绣框上,且将绣框设置于刺绣机内,并将布料厚度输入编码器内,得到布料相对应的压脚最大下降量;步骤e:开始工作,将压脚从初始位置开始下降,在压脚的下降过程中确保电流感
应器感应到的电流始终小于预先设定的阈值,同时确保压脚的下降量小于步骤d中得到的压脚最大下降量;步骤f:当压脚下降至工作位置处后,刺绣机工作,在刺绣机工作过程中实时监测电流感应器电流情况,并观察编码器中压脚的下降量;步骤g:在布料张力的作用下,驱动电机对压脚的输出功率与布料成一定比例关系,并在输出电压恒定的状态下,电流感应器的电流值始终匹配压脚对应的压力值,当电流感应器感应到电流达到预先设定的阈值或压脚下降至相对应的最大下降量后,压脚开始回程;步骤h:循环步骤e-f-g,实现刺绣机压脚压布过程;步骤i:刺绣结束,压脚回到初始位置。。
8.作为本发明的一种优选方案,所述步骤a中压脚的初始位置为压脚的最高点。
9.作为本发明的一种优选方案,所述步骤b中压脚的下降实现压脚的空压,对压脚进行多次升降运动,并对压脚的多次升降运动的下降量进行计算平均值。
10.作为本发明的一种优选方案,所述步骤c中的电流感应器实时监测相对应的驱动电机的输出电流。
11.作为本发明的一种优选方案,所述步骤d中布料相对应的压脚最大下降量为步骤c中压脚的极限下降量减去布料的厚度所得到的数值。
12.作为本发明的一种优选方案,所述步骤d中对应绣框内不同材质的布料,压脚具有不同的阈值。
13.作为本发明的一种优选方案,所述步骤d中对应绣框内不同厚度的布料,压脚具有不同的阈值。
14.作为本发明的一种优选方案,所述步骤f刺绣机工作过程中,绣框在刺绣机作用下进行移动,使得压脚对应布料的不同位置。
15.作为本发明的一种优选方案,所述刺绣机上可设有多个压脚,每个压脚上均电性连接有相对应的电流感应器。
16.与现有技术相比,本发明的有益效果是:1、通过在压脚与驱动电机之间设置相对应的电流感应器,通过观察电流感应器的电流情况来观察压脚的受压力,当电流始终小于预先设定的阈值时,代表压脚的受压力始终位于可控范围内;2、当电流感应器感应到电流达到预先设定的阈值时,代表压脚的受压力达到相对应布料的受力临界值,及时控制驱动电机与压脚进行回程,确保压脚对布料的压紧具有更好的可靠性;3、通过编码器读数变化观察压脚的下降量,当压脚下降量达到所对应布料的最大下降量后,对压脚进行回程,在编码器和电流感应器的双重保障下,确保压脚对布料的压紧具有更好的可靠性。
附图说明
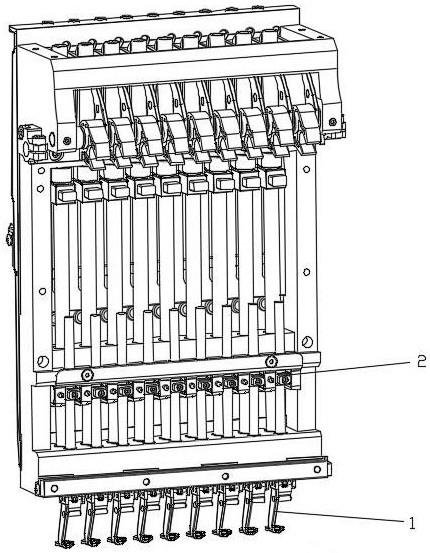
17.图1是单针刺绣机的结构示意图;图2是双针刺绣机的结构示意图;
附图标记:压脚1,电流感应器2。
具体实施方式
18.下面结合附图对本发明实施例作详细说明。
19.如图1-2所示,一种刺绣机,包括设置于刺绣机内的压脚1和驱动电机,所述压脚1或驱动电机上连有电流感应器,且压脚1上设有测量压脚1移动距离的编码器。
20.在实际使用过程中,包括以下步骤:步骤a:将刺绣机压脚1的初始位置标定为零点,压脚1在驱动电机的作用下实现升降,驱动电机可直接与压脚1相连,也可在压脚1与驱动电机之间设置相对应的电流传感器2,压脚1的初始位置为压脚1的最高点,此时驱动电机回缩至最短距离,压脚1的初始位置在驱动电机的作用下为固定位置,从而可对压脚1的初始位置进行定位和确定,从而便于后续对压脚1的下降量进行计算。
21.步骤b:在驱动电机的作用下将压脚1下降至所需位置,从而对压脚1进行升降,压脚1的所需位置可根据操作人员的经验进行确定,也可根据压脚1与绣框内布料夹持处之间的高度差进行确定,通过编码器记录压脚1行程,且在编码器作用下根据压脚1的下降位置和零点位置,确定压脚1的下降量。
22.此时压脚1的下降实现压脚1的空压,对压脚1进行多次升降运动,并对压脚1的多次升降运动的下降量进行计算平均值,得到压脚1的下降量数值。
23.重复上述步骤,对压脚1进行多次升降运动,并对压脚1的多次升降运动的下降量进行计算平均值,从而确定压脚1的所需下降量,根据压脚1的行程确定每次压脚1在刺绣机的刺绣路线过程中相对应的下降量。
24.在刺绣机内设置于与驱动电机相连接的编码器,根据压脚1的所需下降量设置编码器的相应数值,从而确保压脚1在驱动电机作用下移动至合适位置。
25.步骤c:在刺绣机内设有与压脚1电性连接的电流感应器2,电流感应器2与驱动压脚1升降的驱动电机相连,并在电流感应器2内设置相对应的阈值,同时将步骤b中所得到的压脚1的下降量确定为压脚1的极限下降量。
26.在极限下降量的状态下,此时绣框内并没有布料,相应的,压脚1处于空压状态下。
27.电流感应器2内设置的阈值根据不同材质的布料和不同厚度的布料进行确定,且该阈值可根据所需布料进行提前计算,防止压脚1布料压得过紧,压脚1与布料压的过紧会造成压脚与布料之间存在负压,从而压脚的抬升会同步带动布料的上升,影响布料的刺绣效果,该阈值可为压脚1压紧对应布料时,此时电流感应器2上得到对应的数值。
28.电流感应器2实时监测相对应的驱动电机的输出电流,操作人员可直接观察电流感应器2上的读数情况,也可将电流感应器2通过线路连接于电脑上,通过电脑对电流感应器2的数值进行实施监测。
29.所以该阈值可结合操作人员的提前实验和自身经验,针对不用材质的布料和不同厚度的布料得出,且可根据不同材质的布料和不同厚度的布料统计得出相应的阈值表,在后续工作过程中,可对阈值表对应的数值进行直接输入。
30.其中电流感应器2可直接连接于压脚1上,也可在电流感应器2与压脚1之间设有相
连接的驱动电机,但无论电流感应器2直接连接于压脚1上,还是电流感应器2连接于驱动电机上,电流感应器2都用实时观测驱动电机的电流情况。
31.在实际使用过程中,由于压脚需要对布料进行压紧,而在布料本身张力的作用下,压脚在布料的作用下受到回弹力,这就使得驱动电机在保持压脚稳定或需要对压脚进行下降过程中需要增大输出功率,根据公式p=ui,其中p为输出功率,u为电压,i为电流,在电压恒定的状态下,需要加大电流才能满足增大输出功率的需求,压脚1越往下,受到的回弹力最大。
32.阈值为一个固定的数值,根据绣框内不同厚度或不同材质的布料的最大受力能力进行确定,确保压脚1在使用过程中,不会超出布料的对应位置的最大张力,确保布料在刺绣过程中的稳定性。
33.压紧位置为压脚1所移动的最低点,具体的,对应布料不同位置来说,压紧位置为每次压脚1对应不同布料位置所移动的最低点,压脚1在使用过程中,对应布料的不同位置会存在有不同的压紧位置,该压紧位置也就是压脚1在工作状态时的高度位置。
34.由于不同的布料具有不同的厚度、张力和抗压性能,且布料的不同位置也具有不同的张力和抗压性能,在布料放置于绣框上刺绣前,需提前将布料固定设置于绣框上,并通过下压压脚1来对应布料的不同位置,直至布料发生丝线断裂或破洞情况,从而对不同布料的不同位置得到布料发生丝线断裂或破洞时的电流情况,对应得到的电流情况表,对绣框内的布料不同位置进行不同压力的压脚1压布操作。
35.步骤d:将布料固定设置于相对应的绣框上,且将绣框设置于刺绣机内,并将布料厚度输入编码器内,得到布料相对应的压脚1最大下降量,布料相对应的压脚1最大下降量为步骤c中压脚1的极限下降量减去布料的厚度所得到的数值,所得到的压脚1最大下降量就是在对应该布料的情况下,压脚1所能下降的最大位置。
36.对应绣框内不同材质的布料,压脚1具有不同的阈值,同时对应绣框内不同厚度的布料,压脚1具有不同的阈值。
37.步骤e:开始工作,将压脚1从初始位置移动至开始下降,在压脚1的下降过程中确保电流感应器2感应到的电流始终小于预先设定的阈值,同时确保压脚1的下降量小于步骤d中得到的压脚1最大下降量,直至压脚1下降至工作位置。
38.压脚1的工作位置可略小于压脚1所对应布料的最大下降量所在位置,减小量可根据实际需要进行设置。
39.步骤f:当压脚1下降至工作位置处后,刺绣机工作,在刺绣机工作过程中实时监测电流感应器2电流情况,同理确保电流感应器2感应到的电流始终小于预先设定的阈值,从而确保压脚1所受压力位于最大受压范围内,防止压脚1对布料压得过紧,同时观察编码器中压脚1的下降量,确保压脚1的位置处于压脚1所对应布料的最大下降量所在位置上方。
40.步骤g:在布料张力的作用下,驱动电机对压脚1的输出功率与布料成一定比例关系,并在输出电压恒定的状态下,电流感应器2的电流值始终匹配压脚1对应的压力值,当电流感应器2感应到电流达到预先设定的阈值或压脚1下降至相对应的最大下降量后,此时压脚1所受压力位于最大受压值,立即对压脚1进行回程,此时操作人员可根据经验对布料进行观察,无误后可操作压脚1再次下降至合适位置,当布料发生损坏后,也可及时对布料进行更换,防止产生多余的无效刺绣。
41.步骤h:循环步骤e-f-g,实现刺绣机压脚1压布过程。
42.步骤i:刺绣结束,压脚1回到初始位置,完成该布料上的刺绣操作,将布料拆卸绣框后,更换新的布料后,可再次对新布料进行刺绣操作。
43.刺绣机上可设有多个压脚1,每个压脚1上均电性连接有相对应的电流感应器2,在实际使用过程中,每个压脚1均由相对应的电流感应器2进行控制,可实现对各个压脚1的独立控制,整体具有更好的灵活性和稳定性。
44.在实际使用过程中,本方案可满足单刺针和双刺针的结构,且进一步的也可满足多刺针的使用需求。
45.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现;因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
46.尽管本文较多地使用了图中附图标记:压脚1,电流感应器2等术语,但并不排除使用其它术语的可能性。使用这些术语仅仅是为了更方便地描述和解释本发明的本质;把它们解释成任何一种附加的限制都是与本发明精神相违背的。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1