一种预应力镀锌钢管-超高性能混凝土复合电杆及其制备方法与流程
[0001]
本发明涉及电杆技术领域,更具体地,涉及一种预应力镀锌钢管-超高性能混凝土复合电杆及其制备方法。
背景技术:
[0002]
我国的输电线路杆塔的发展,已经有了一百多年的历史,其中,从1924年我国生产出第一条方型实心混凝土电杆至今,我国的混凝土电杆也有近80年的历史。
[0003]
现有技术电杆大都为钢筋混凝土结构的电杆,其造价低廉、施工及安装技术成熟,在国内各电压等级的输电线路上被广泛采用。但该结构也存在一定的局限性:(1)混凝土为脆性材料,抗拉强度低,容易开裂,抵御自然灾害能力差;(2)混凝土单位密度承载力低,混凝土电杆自重较大,不利于运输、施工;(3)在自然环境下,混凝土内部钢筋易腐蚀,缩短使用寿命。此外,在遇到台风、冰灾、洪涝、地震等自然灾害时,常常会发生倒杆断线事故,造成停电、通信中断、道路断阻、停水等情况,需要快速开展灾后重建工作。特别是混凝土电杆的倒杆频率非常高,严重影响了电网运行安全及设备和人身安全。
[0004]
针对以上现状,可以开发一种具有力学性能好、耐久性能好、耐腐蚀能好的新型电杆,解决目前混凝土环形电杆应用范围受限制的问题。
技术实现要素:
[0005]
有鉴于此,本发明为克服上述现有技术所述的至少一种不足,提供一种韧性好、力学性能好、耐久性能好、抗冲击性能好、防撞倒塌性能好、耐腐蚀性能好的预应力镀锌钢管-超高性能混凝土复合电杆及其制备方法;解决普通环形混凝土电杆脆性大、自重大、耐腐蚀性能差等问题。
[0006]
为了解决上述存在的技术问题,本发明采用下述技术方案:
[0007]
一种预应力镀锌钢管-超高性能混凝土复合电杆,包括镀锌钢管和浇筑于镀锌钢管内壁的超高性能混凝土层,所述超高性能混凝土层中植有预应力钢筋骨架。
[0008]
本发明通过引入镀锌钢管制成空芯外包钢结构的镀锌钢管-超高性能混凝土复合电杆,充分发挥镀锌钢管和超高性能混凝土力学性能好、耐腐蚀性能好的特点,提高结构的整体性能,较传统的复合电杆结构成型简单,承载能力强,刚度大,抗冲击性能好,防撞倒塌性能好,而且具有较强的耐腐蚀性能,对大气、水和一般浓度的酸、碱、盐以及多种溶剂都有较好的耐腐蚀能力。本发明解决了现有传统混凝土电杆弯矩不够、抗冻性能差、钢管杆耐腐蚀性能差、造价高的问题。
[0009]
由于镀锌钢管与超高性能混凝土层各自固有属性决定了两者之间存在界面结合的问题,使得混凝土外包镀锌钢结构的电杆的承载力弯矩较差,挠度变形量大,这也是本发明研究过程中遇到的一大难题,为此,所述镀锌钢管内壁设有成排的剪力钉,以增强超高性能混凝土与镀锌钢管的界面结合。本发明在镀锌钢管的内壁上设置了若干延伸至超高性能
混凝土层中的剪力钉,剪力钉一端通过焊接等方式连接至镀锌钢管内壁,另一端延伸至超高性能混凝土层中,从而较大程度上提高镀锌钢管与超高性能混凝土层之间的界面结合能力,使得承载力弯矩得到较大提升、挠度变形量大大减少,大大提高了电杆的力学性能。优选地,所述剪力钉的间排距为20~30mm、长度为6~12mm,螺母的一端固定在预留孔对应的镀锌钢管内壁,另一端延伸到预留孔对应的超高性能混凝土层中。
[0010]
所述镀锌钢管的厚度为1.5~3mm,镀锌钢管的镀锌层厚度为20~40μm。
[0011]
所述镀锌钢管沿长度方向预留有成排的预留孔,所述预留孔所对应的镀锌钢管内壁焊接有螺母,螺母的一端固定在预留孔对应的镀锌钢管内壁,另一端延伸到预留孔对应的超高性能混凝土层中,可用于固定爬梯。优选地,所述预留孔的孔径为14~20mm、间排距为200~300mm;所述螺母的内径为14~20mm,长度为20~80mm。
[0012]
所述超高性能混凝土层的厚度为20~80mm;所述预应力钢筋骨架与所述镀锌钢管内壁之间的距离为10~12mm或大于组成所述预应力钢筋骨架的钢筋的直径。组成所述钢筋骨架的钢筋包括沿电杆长度方向延伸的纵向钢筋,不包括与电杆长度方向垂直的横向钢筋,既节省了30%~50%的配筋量,又提高了超高性能混凝土层的力学性能,从而提高电杆的整体力学性能。
[0013]
所述超高性能混凝土层包括如下重量份的各组分:水泥40~70份、掺合料25~45份、细骨料80~120份、钢纤维8~22份、聚羧酸减水剂1.8~3.6份。
[0014]
一种制备上述预应力镀锌钢管-超高性能混凝土复合电杆的方法,包括如下步骤:
[0015]
s1.准备电杆模具,将镀锌钢管置于电杆模具的下模中并将预应力钢筋骨架固定在镀锌钢管内,合上电杆模具的上模,组装好模具待用;
[0016]
s2.按配比将用于制作超高性能混凝土层的全部细骨料和钢纤维投入搅拌机搅拌60~120秒,然后将全部水泥、掺合料投入搅拌机搅拌180~240秒,最后将全部减水剂和水投入搅拌机搅拌360~600秒,得到超高性能混凝土拌合物;
[0017]
s3.将步骤s2得到的超高性能混凝土拌合物泵送到步骤s1组装于电杆模具的镀锌钢管中,张拉钢筋,然后进行离心成型,得到带模具的复合电杆;
[0018]
s4.将步骤s3得到带模的复合电杆在室温静停1~2小时,放入80~90℃的养护窑进行蒸汽养护8~16小时;
[0019]
s5.将步骤s4蒸汽养护的复合电杆进行放张钢筋、脱模,然后进行成品封头放入堆场自然养护7~14天即可。
[0020]
优选地,步骤s2中所述超高性能混凝土拌合物的坍落度为160~240mm,步骤s4中蒸汽养护后抗压强度不低于130兆帕、抗弯强度不低于14兆帕。
[0021]
本发明与现有技术相比较有如下有益效果:
[0022]
(1)本发明技术方案涉及的一种预应力镀锌钢管-超高性能混凝土复合电杆,由于外层为镀锌钢管,韧性好,抗冲击性能好,防撞倒塌性能好,且基本不与环境中的侵蚀成分发生反应;内层为超高性能混凝土,抗压强度不低于130兆帕、抗弯曲强度不低于14兆帕,减少外层镀锌钢管的设计厚度,节约造价。
[0023]
(2)本发明技术方案涉及的一种预应力镀锌钢管-超高性能混凝土复合电杆结构取消环向配筋,整体配筋量降低30%~50%,并且连接处可焊接,可制作接驳杆;有效克服了混凝土电杆脆性大、弯矩小、自重大、搬运不便的问题,同时制作工艺简单。
附图说明
[0024]
图1是预应力镀锌钢管-超高性能混凝土复合电杆的纵向剖面图。
[0025]
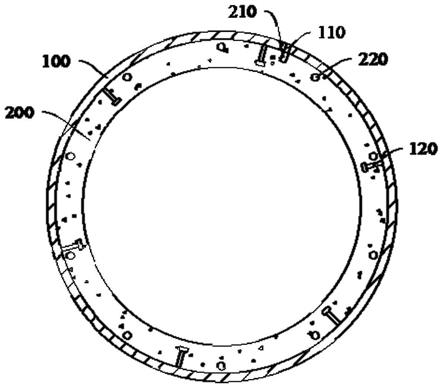
图2是图1所示预应力镀锌钢管-超高性能混凝土复合电杆的a-a截面放大图。
[0026]
附图标记说明:镀锌钢管100,预留孔110,剪力钉120,超高性能混凝土层200,螺母210,预应力钢筋骨架220。
具体实施方式
[0027]
附图仅用于示例性说明,不能理解为对本发明的限制;为了更好说明本实施例,附图某些部件会有省略、放大或缩小,并不代表实际产品的尺寸;对于本领域技术人员来说,附图中某些公知结构及其说明可能省略是可以理解的;附图中描述位置关系的用于仅用于示例性说明,不能理解为对本发明的限制。下面结合具体实施例对本发明做进一步详细说明。实施例1
[0028]
结合图1~2所示,一种稍径190mm、长度(l)12m的m级预应力镀锌钢管-超高性能混凝土复合电杆,包括镀锌钢管100和浇筑于镀锌钢管100内壁的超高性能混凝土层200,镀锌钢管100的厚度t1为1.5mm、其镀锌层厚度为20μm,超高性能混凝土层200的厚度t2为20mm。
[0029]
镀锌钢管100沿长度方向预留有两排孔径14mm的预留孔110,预留孔110间排距为200mm,预留孔110所对应的镀锌钢管内壁焊接有内径14mm、长度20mm的不锈钢螺母210,在本实施例中预埋于超高性能混凝土层200中的螺母210用于固定爬梯,该爬梯通过穿过预留孔110的连接件,如螺栓,与预留在超高性能混凝土层200中的螺母210连接。可以理解的是,预埋螺母210也可以用于固定其他支撑件,预埋的螺母210也可以采用其他具有防腐作用的材质制作。
[0030]
为提高镀锌钢管100与超高性能混凝土层200的界面结合,该镀锌钢管100的内壁设有成排的剪力钉120,剪力钉120间排距为20mm、长度为6mm。可以理解的是,该剪力钉120可以通过焊接等方式连接于镀锌钢管100内壁。
[0031]
超高性能混凝土层200包括如下重量份的各组分:水泥40~70份、掺合料25~45份、细骨料80~120份、钢纤维8~22份、聚羧酸减水剂1.8~3.6份。超高性能混凝土层200中设有预应力钢筋骨架220,该预应力钢筋骨架220包括沿电杆长度方向延伸的纵向钢筋,不包括与电杆横截面平行的环向钢筋,纵向钢筋与镀锌钢管100内壁间的距离为10mm,或大于钢筋直径。
[0032]
本实施例所述预应力镀锌钢管-超高性能混凝土复合电杆的制备方法包括如下步骤:
[0033]
s1.准备电杆模具,将镀锌钢管置于电杆模具的下模中并将设计好的预应力钢筋骨架固定在镀锌钢管内,合上电杆模具的上模,拧紧螺丝,组装好模具待用;
[0034]
s2.按配比计算用于制作超高性能混凝土层的各原材料用量,将全部细骨料和钢纤维投入搅拌机搅拌60~120秒,然后将全部水泥、掺合料投入搅拌机搅拌180~240秒,最后将全部减水剂和水投入搅拌机搅拌360~600秒,得到坍落度为160~240mm的超高性能混凝土拌合物;
[0035]
s3.将步骤s2得到的超高性能混凝土拌合物泵送到步骤s1组装于电杆模具的镀锌
钢管中,张拉钢筋,然后进行离心成型,得到带模具的复合电杆;
[0036]
s4.将步骤s3得到带模的复合电杆在室温静停1~2小时,放入80~90℃的养护窑进行蒸汽养护8~16小时,抗压强度不低于130兆帕、抗弯强度不低于14兆帕;
[0037]
s5.将步骤s4蒸汽养护的复合电杆进行放张钢筋、脱模,然后进行成品封头放入堆场自然养护7~14天即可。
[0038]
可以理解的是,上述制备方法中,步骤s1~s2的顺序可以任意调换。实施例2
[0039]
结合图1~2所示,一种稍径190mm、长度(l)12m的m级预应力镀锌钢管-超高性能混凝土复合电杆,包括镀锌钢管100和浇筑于镀锌钢管100内壁的超高性能混凝土层200,镀锌钢管100的厚度t1为3mm、其镀锌层厚度为40μm,超高性能混凝土层200的厚度t2为80mm。
[0040]
镀锌钢管100沿长度方向预留有两排孔径20mm的预留孔110,预留孔110间排距为300mm,预留孔110所对应的镀锌钢管内壁焊接有内径20mm、长度80mm的不锈钢螺母210,在本实施例中预埋于超高性能混凝土层200中的螺母210用于固定爬梯,该爬梯通过穿过预留孔110的连接件,如螺栓,与预留在超高性能混凝土层200中的螺母210连接。可以理解的是,预埋螺母210也可以用于固定其他支撑件,预埋的螺母210也可以采用其他具有防腐作用的材质制作。
[0041]
为提高镀锌钢管100与超高性能混凝土层200的界面结合,该镀锌钢管100的内壁设有成排的剪力钉120,剪力钉120间排距为30mm、长度为12mm。可以理解的是,该剪力钉120可以通过焊接等方式连接于镀锌钢管100内壁。
[0042]
超高性能混凝土层200包括如下重量份的各组分:水泥40~70份、掺合料25~45份、细骨料80~120份、钢纤维8~22份、聚羧酸减水剂1.8~3.6份。超高性能混凝土层200中设有预应力钢筋骨架220,该预应力钢筋骨架220包括沿电杆长度方向延伸的纵向钢筋,不包括与电杆横截面平行的环向钢筋,纵向钢筋与镀锌钢管100内壁间的距离为12mm,或大于钢筋直径。
[0043]
本实施例所述预应力镀锌钢管-超高性能混凝土复合电杆的制备方法包括如下步骤:
[0044]
s1.准备电杆模具,将镀锌钢管置于电杆模具的下模中并将设计好的预应力钢筋骨架固定在镀锌钢管内,合上电杆模具的上模,拧紧螺丝,组装好模具待用;
[0045]
s2.按配比计算用于制作超高性能混凝土层的各原材料用量,将全部细骨料和钢纤维投入搅拌机搅拌60~120秒,然后将全部水泥、掺合料投入搅拌机搅拌180~240秒,最后将全部减水剂和水投入搅拌机搅拌360~600秒,得到坍落度为160~240mm的超高性能混凝土拌合物;
[0046]
s3.将步骤s2得到的超高性能混凝土拌合物泵送到步骤s1组装于电杆模具的镀锌钢管中,张拉钢筋,然后进行离心成型,得到带模具的复合电杆;
[0047]
s4.将步骤s3得到带模的复合电杆在室温静停1~2小时,放入80~90℃的养护窑进行蒸汽养护8~16小时,抗压强度不低于130兆帕、抗弯强度不低于14兆帕;
[0048]
s5.将步骤s4蒸汽养护的复合电杆进行放张钢筋、脱模,然后进行成品封头放入堆场自然养护7~14天即可。
[0049]
可以理解的是,上述制备方法中,步骤s1~s2的顺序可以任意调换。
实施例3
[0050]
结合图1~2所示,一种稍径190mm、长度(l)10m的k级预应力镀锌钢管-超高性能混凝土复合电杆,包括镀锌钢管100和浇筑于镀锌钢管100内壁的超高性能混凝土层200,镀锌钢管100的厚度t1为2.2mm、其镀锌层厚度为30μm,超高性能混凝土层200的厚度t2为50mm。
[0051]
镀锌钢管100沿长度方向预留有两排孔径17mm的预留孔110,预留孔110间排距为250mm,预留孔110所对应的镀锌钢管内壁焊接有内径17mm、长度50mm的不锈钢螺母210,在本实施例中预埋于超高性能混凝土层200中的螺母210用于固定爬梯,该爬梯通过穿过预留孔110的连接件,如螺栓,与预留在超高性能混凝土层200中的螺母210连接。可以理解的是,预埋螺母210也可以用于固定其他支撑件,预埋的螺母210也可以采用其他具有防腐作用的材质制作。
[0052]
为提高镀锌钢管100与超高性能混凝土层200的界面结合,该镀锌钢管100的内壁设有成排的剪力钉120,剪力钉120间排距为25mm、长度为9mm。可以理解的是,该剪力钉120可以通过焊接等方式连接于镀锌钢管100内壁。
[0053]
超高性能混凝土层200包括如下重量份的各组分:水泥40~70份、掺合料25~45份、细骨料80~120份、钢纤维8~22份、聚羧酸减水剂1.8~3.6份。超高性能混凝土层200中设有预应力钢筋骨架220,该预应力钢筋骨架220包括沿电杆长度方向延伸的纵向钢筋,不包括与电杆横截面平行的环向钢筋,纵向钢筋与镀锌钢管100内壁间的距离为11mm,或大于钢筋直径。
[0054]
本实施例所述预应力镀锌钢管-超高性能混凝土复合电杆的制备方法包括如下步骤:
[0055]
s1.准备电杆模具,将镀锌钢管置于电杆模具的下模中并将设计好的预应力钢筋骨架固定在镀锌钢管内,合上电杆模具的上模,拧紧螺丝,组装好模具待用;
[0056]
s2.按配比计算用于制作超高性能混凝土层的各原材料用量,将全部细骨料和钢纤维投入搅拌机搅拌60~120秒,然后将全部水泥、掺合料投入搅拌机搅拌180~240秒,最后将全部减水剂和水投入搅拌机搅拌360~600秒,得到坍落度为160~240mm的超高性能混凝土拌合物;
[0057]
s3.将步骤s2得到的超高性能混凝土拌合物泵送到步骤s1组装于电杆模具的镀锌钢管中,张拉钢筋,然后进行离心成型,得到带模具的复合电杆;
[0058]
s4.将步骤s3得到带模的复合电杆在室温静停1~2小时,放入80~90℃的养护窑进行蒸汽养护8~16小时,抗压强度不低于130兆帕、抗弯强度不低于14兆帕;
[0059]
s5.将步骤s4蒸汽养护的复合电杆进行放张钢筋、脱模,然后进行成品封头放入堆场自然养护7~14天即可。
[0060]
可以理解的是,上述制备方法中,步骤s1~s2的顺序可以任意调换。对比例1
[0061]
一种稍径190mm、长度12m的m级预应力超高性能混凝土电杆及其制备方法,除了没有镀锌钢管外,其他均与实施例1相同。对比例2
[0062]
一种稍径190mm、长度12m的m级预应力混凝土电杆及其制备方法,除了没有镀锌钢管、将超高性能混凝土改为c50混凝土外,其他均与实施例1相同。
对比例3
[0063]
一种稍径190mm、长度12m的m级预应力超高性能混凝土电杆及其制备方法,除了镀锌钢管内壁没有剪力钉外,其他均与实施例1相同。
[0064]
对实施例1~3、对比例1~3所制备的稍径190mm、长度12m的m级预应力电杆根据gb4623-2014《环形混凝土电杆》进行性能测试,测试结果如表1所示。
[0065]
表1稍径190mm、长度12m的m级预应力电杆力学性能检测结果
编号承载力弯矩(≥117kn.m)裂缝宽度(≤1.5mm)挠度变形(≤1000mm)实施例1132.8无400实施例2138.7无389实施例3144.6无375对比例181.91.76850对比例258.51.72495对比例3107.1无1035
[0066]
从表1来看,对比例1没有镀锌钢管,与实施例1对比,承载力弯矩下降较多,裂缝宽度和挠度变形均增加较多;对比例2没有镀锌钢管、将超高性能混凝土改为c50混凝土,与实施例1对比,承载力弯矩下降较多,裂缝宽度增加较多,挠度变形略有下降;对比例3镀锌钢管内壁没有剪力钉,与实施例1对比,承载力弯矩下降较多,外表裂缝基本没变化,挠度变形增加较多。通过大量试验,在本发明中镀锌钢管与超高性能混凝土组合,提高复合电杆的刚度和承载力弯矩,提高电杆的力学性能;剪力钉提高镀锌钢管与超高性能混凝土的界面结合力,提高电杆的力学性能。
[0067]
显然,本发明的上述实施例仅仅是为清楚地说明本发明所作的举例,而并是对本发明的实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明权利要求的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1