一种钛合金蒙皮-桁条壁板双激光束双侧同步焊接变形控制方法与装置与流程
[0001]
本发明有关激光焊接系统,具体而言是涉及是一种用于曲面连接的激光清洗与激光焊接一体化焊接系统,属于激光焊接技术领域。
背景技术:
[0002]
钛合金具有密度低、比强度高、抗腐蚀性能优异等一系列特点,是先进飞机制造中重要的结构材料。钛合金蒙皮-桁条壁板焊接技术在现代飞机制造工程中占有重要的地位,在蒙皮壁板t形连接结构中,t形连接结构双激光束双侧同步焊接工艺是几年来新新兴发展起来的一种全新焊接工艺。与传统的t形结构单面焊接双面成形工艺不同,双激光束双侧同步焊接工艺保证了底板(蒙皮)外表面的完整性,因而大量应用在飞机机身壁板等对蒙皮外表面气动外形完整性要求较高的结构中。然而在焊接过程中,因材料的不均匀受热、板厚方向的热梯度、材料的局部非协调塑性应变以及焊接残余应力的作用,使焊件产生各种焊接变形。因此急需一种双激光束双侧同步焊接变形控制方法与装置,在焊接过程中实时监控焊件变形倾向并及时调整工艺参数改变热输入来控制变形。
技术实现要素:
[0003]
为了有效改善焊缝焊接质量,减小焊接件变形,提高钛合金蒙皮-桁条壁板焊接效率,本发明提供一种钛合金蒙皮-桁条壁板双激光束双侧同步焊接变形控制方法与装置,其能够适应现实复杂工况,在焊接过程中实时监控焊件变形倾向并及时调整工艺参数改变热输入,实现焊缝变形预测与控制,简易高效。
[0004]
本发明采用如下技术方案:一种钛合金蒙皮-桁条壁板双激光束双侧同步焊接变形控制装置,包括焊接操作系统、监测系统和cae工作站。所述焊接操作系统包括第一激光头、第二激光头、保护气装置、送丝装置和焊接工作台,第一激光头与第二激光头分别位于焊件两侧,各配置一个送丝嘴与保护气嘴,焊接工作时送丝嘴装置、保护气装置与激光头同步运动。焊接系统控制装置与cae工作站通过数据传输线连接。所述监测系统包括测温装置和角度测量仪,测温装置包括第一红外测温仪和第二红外测温仪,第一红外测温仪固定于第一激光头机臂沿焊接移动方向后侧,第二红外测温仪固定于第二激光头机臂沿焊接移动方向后侧,角度测量仪固定于与焊接工作台同一水平位置。所述cae工作站与第一红外测温仪、第二红外测温仪和角度测量仪通过数据传输线连接,焊接过程中接收实时焊缝温度与变形数据。
[0005]
本发明还采用如下技术方案:一种钛合金蒙皮-桁条壁板双激光束双侧同步焊接变形控制方法,包括如下步骤:
[0006]
s1:启动cae工作站,根据实际焊件形状尺寸建立三维模型并划分网格。
[0007]
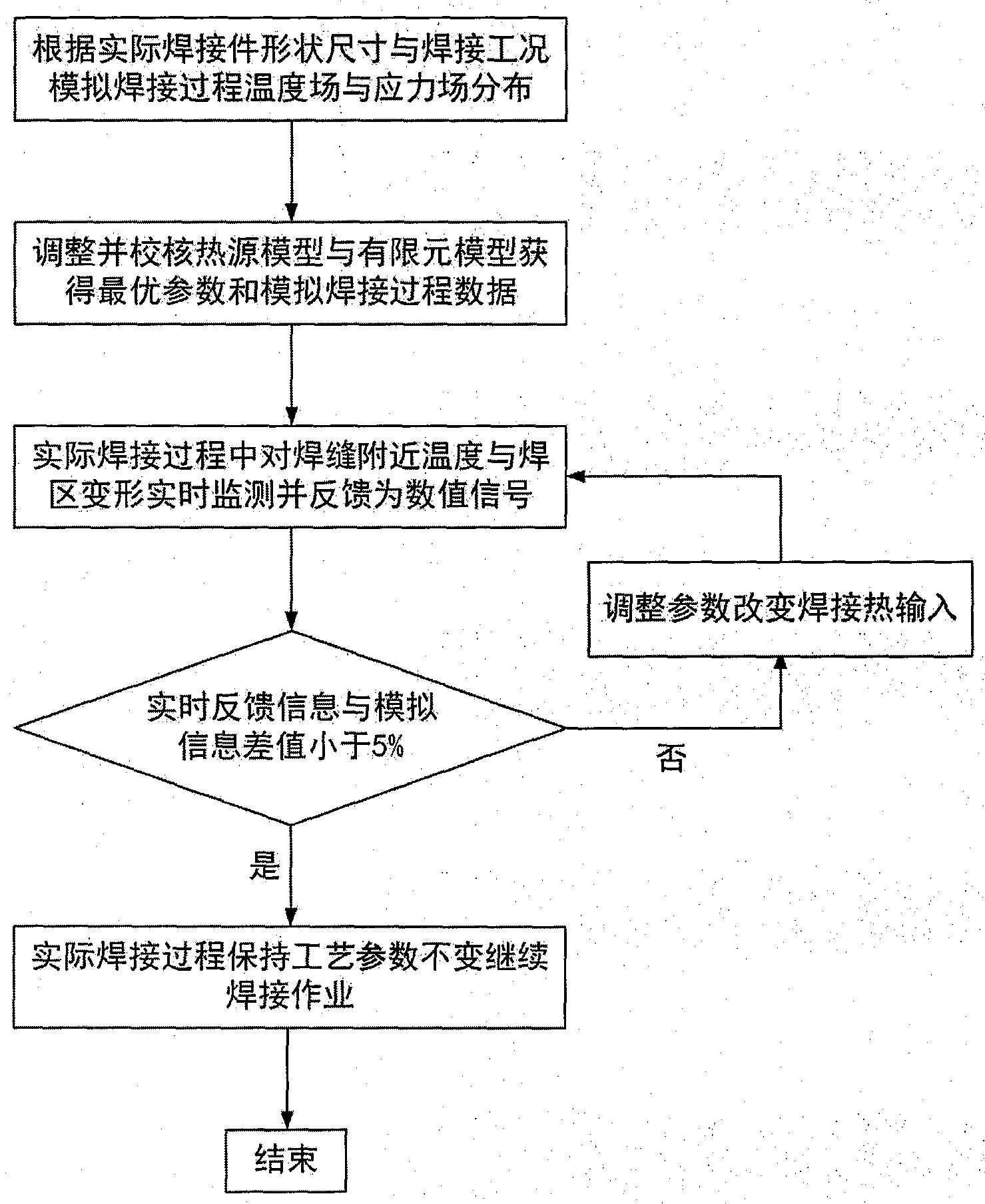
s2:根据实际焊接工况模拟焊接过程中温度场和应力场分布。
[0008]
s3:调整并校核热源模型与有限元网格模型,适调参数获得最优焊接效果与模拟
焊接过程数据。
[0009]
s4:开启红外测温仪与角度测量仪开关,启动保护气装置与送丝装置后,启动激光器,对实际焊接件进行焊接作业。
[0010]
s5:红外测温仪对焊缝实时温度进行测量、角度测量仪对焊件与焊接操作平台之间角度进行测量,反馈为即时数值信息并传输到cae工作站。
[0011]
s6:cae工作站对实时反馈数据信息与模拟信息进行比较,若差值小于(或等于)5%则焊接过程正常进行,转至s8。
[0012]
s7:cae工作站对实时反馈数据信息与模拟信息进行比较,若差值大于5%,则输出差值数据至焊接系统控制装置,焊接系统调整实际焊接共有参数改变热输入后继续焊接,转至s6。
[0013]
s8:关闭激光器、保护气装置和送丝装置,关闭红外测温仪与角度测量仪,焊接结束。
[0014]
本发明具有如下有益效果:本发明一种钛合金蒙皮-桁条壁板双激光束双侧同步焊接变形控制方法与装置创新实现了双激光束双侧同步焊接变形控制,可以灵活、准确地完成焊接过程中对温度、变形的即时监测与调控,避免了因材料不均匀受热、板厚方向的热梯度而造成的剧烈变形、焊接效果差的缺点,有效控制了钛合金蒙皮-桁条壁板焊接过程变形,保证良好焊缝质量,大大提高了焊接效率并降低成本。
附图说明
[0015]
图1为一种钛合金蒙皮-桁条壁板双激光束双侧同步焊接变形控制方法流程;
[0016]
图2为一种钛合金蒙皮-桁条壁板双激光束双侧同步焊接变形控制装置。
[0017]
其中:
[0018]
1-第一激光头;2-第二激光头;3-第一送丝嘴;4-第二送丝嘴;5-第一保护气嘴;6-第二保护气嘴;7-第一红外测温仪;8-第二红外测温仪;9-焊接工作台;11-角度测量仪;12-cae 工作站。
具体实施方式
[0019]
请参照图2所示,本发明一种钛合金蒙皮-桁条壁板双激光束双侧同步焊接变形控制装置包括焊接系统、监测系统和cae工作站12。
[0020]
焊接操作系统中第一激光头1同侧配置第一送丝嘴3和第一保护气嘴5,第二激光2同侧配置第一送丝嘴4和第一保护气嘴6,焊接件10固定装夹焊接工作台9,第一激光头1与第二激光头2分别位于焊接件10两侧,焊接工作时送丝嘴装置、保护气装置与激光头同步运动。焊接系统控制装置与cae工作站12通过数据传输线连接。监测系统中第一红外测温仪7 固定于第一激光头1机臂沿焊接移动方向后侧,第二红外测温仪8固定于第二激光头2机臂沿焊接移动方向后侧,与激光头同步运动,监测实时焊接位置在沿焊接方向后侧2mm左右处焊缝温度,并通过数据传输线将实时焊缝温度参数传输至cae工作站12。角度测量仪11固定于与焊接工作台9同一水平位置,焊接工作时位置固定不变,同时对焊缝两侧焊接件10与工作台9之间产生角度进行实时测量,并通过数据传输线将实时焊缝温度参数传输至cae工作站12,直至焊接工作结束。cae工作站12数据信息输出端与焊接系统控制装置相连接。
[0021]
一种钛合金蒙皮-桁条壁板双激光束双侧同步焊接变形控制方法,具体实施步骤:启动cae 工作站12,根据实际焊件形状尺寸建立三维模型并划分网格,根据实际焊接工况模拟焊接过程中温度场和应力场分布,调整并校核热源模型与有限元网格模型,适调参数获得最优焊接效果与模拟焊接过程数据。开启第一红外测温仪7、第二红外测温仪8和角度测量仪11开关,启动保护气装置与送丝装置后,启动激光器,对实际焊接件10进行焊接作业。第一红外测温仪7与第二红外测温仪8对焊缝实时温度进行测量、角度测量仪11对焊件10与焊接操作平台9之间角度进行测量,反馈为即时数值信息并传输到cae工作站12。cae工作站12对实时反馈数据信息与模拟信息进行比较,若差值小于(或等于)5%则焊接过程正常进行直至焊接结束;若差值大于5%,则输出差值数据至焊接系统控制装置,焊接系统调整实际焊接共有参数改变热输入后继续焊接,直至差值小于(或等于)5%再继续焊接。最后关闭激光器、保护气装置和送丝装置,关闭红外测温仪与角度测量仪11,焊接结束。
[0022]
以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下还可以作出若干改进,这些改进也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1