车削刀具保持架的制作方法
[0001]
本发明涉及一种车削刀具保持架和具有这种车削刀具保持架的车削刀具系统。
背景技术:
[0002]
在工件的机加工中,使用多种方法,其中通过车削加工是商业上最重要的方法之一。特别是在金属材料的加工中,在这方面可以观察到的趋势是更加复杂的加工操作和更高的加工速度,与此相关的趋势是对所使用的车削刀具的冷却有更高的要求。也使用越来越难以加工并且同样对车削刀具的冷却提出更高要求的材料。
[0003]
在车削中经常使用车削刀具,其中与待加工材料接合的切削刃在可更换的切削刀片上实现,该切削刀片由特别硬且耐磨的材料构成,例如特别是硬质金属(硬质合金)、金属陶瓷或切削陶瓷,并且紧固到由更坚韧的材料例如钢制成的车削刀具保持架上的刀座上。除了通过与车削刀具分开形成的冷却剂软管和喷嘴供应冷却剂到切削刃的区域中的长期技术之外,多年来,越来越多地使用其中实现了内部冷却剂引导件的车削刀具,该内部冷却剂引导件具有延伸穿过车削刀具保持架的内部的至少一个冷却剂通道。在本上下文中,术语喷嘴在此理解为表示允许定向射流射出的结构,而该结构不必强制性地具有集中或流速增加的构造。
[0004]
当在车削刀具保持架中实现内部冷却剂引导件时,实际上经常出现的问题是,冷却剂从其以目标方式射出到切削刃区域上的喷嘴暴露于由车削期间产生的切屑引起的高度磨损。尤其是在用于各种车削操作或在各种操作参数下使用的车削刀具保持架的情况下,还经常出现喷嘴阻碍在车削期间产生的切屑的无阻碍流动的问题。
技术实现要素:
[0005]
本发明的目的是提供一种车削刀具保持架和车削刀具系统,其制造成本低,能够将特定定向的冷却剂供应到切削刃区域中,是坚固的并且对于车削期间的条件不敏感,并且优选地还使得能够使用所谓的微润滑(mql)。
[0006]
该目的通过根据权利要求1的车削刀具保持架来实现。在从属权利要求中详细说明了有利的改进。
[0007]
该车削刀具保持架具有用于连接到机床的刀具配件的夹紧部分和具有用于接收可更换切削刀片的刀座的机加工部分。在车削刀具保持架中形成有用于将冷却剂供应到机加工部分的内部冷却剂引导件,该冷却剂引导件具有至少一个第一冷却剂入口和布置在机加工部分上的刀座的侧面处的至少一个第一冷却剂出口。冷却剂出口具有布置在刀座的侧面处并且从机加工部分的表面延伸的孔,并且在该孔中插入可更换的喷嘴主体,该喷嘴主体具有插入到孔中的柄部区域和与所述柄部区域成角度地形成并且布置在机加工部分的表面上的喷嘴出口区域。内部冷却剂通道延伸穿过柄部区域和与所述柄部区域成一定角度的喷嘴出口区域。柄部区域在外周向表面上具有凹部,布置在车削刀具保持架中并且横向于柄部区域的纵向轴线布置的夹紧元件接合到该凹部中,喷嘴主体通过该夹紧元件紧固到
车削刀具保持架。
[0008]
由于喷嘴主体具有可更换形式,因此在磨损的情况下,喷嘴主体可以简单且低成本地更换。如果喷嘴主体在特定的转动过程中在空间上变成阻碍,那么它可以进一步被移除并且可选地由盲塞代替。由于内部冷却剂通道延伸穿过柄部部分和与该柄部部分成一定角度的喷嘴出口区域,柄部和喷嘴出口区域可以一体和/或整体地形成,所以可以实现特别紧凑的构造。此外,内部冷却剂通道可以以这种方式形成,而不会大幅度改变流道截面,因此可以避免不期望的压力下降和不期望的冷却剂分离。由于喷嘴主体通过布置在车削刀具保持架中并且横向于柄部部分的纵向轴线延伸的夹紧元件紧固到机加工部分,所以紧固机构被很好地保护以免受切屑和所使用的冷却剂的影响。与例如柄部部分设有与孔中的内螺纹直接相互作用的外螺纹的构造相比,喷嘴主体还能够非常快速地紧固,并且喷嘴主体的从机加工部分的表面突出的部分不需要设有用于旋拧工具的破坏性的作用表面。
[0009]
根据一个改进,夹紧元件布置在横向孔中,该横向孔以连通的方式连接到孔。在此,实现了紧固机构的特别良好保护的且紧凑的布置。在这方面,横向孔例如可以特别是基本上垂直于孔延伸。
[0010]
根据一种改进,横向孔是具有内螺纹的螺纹孔,该内螺纹与夹紧元件上的外螺纹相互作用。在这种情况下,喷嘴主体可以特别快速且可靠地紧固至机加工部分。当夹紧元件呈紧定螺钉(即,没有侧向突出螺钉头的螺钉)的形式时,得到了紧固机构的特别紧凑的实现。
[0011]
根据一个改进,该凹部是一个以环形方式环绕该柄部区域的凹槽。在这种情况下,在制造喷嘴主体时,通过车削,可以特别容易地和低成本地制造凹部。
[0012]
根据一种改进,凹部具有相对于柄部区域的纵向轴线倾斜延伸的夹紧表面,并且夹紧元件的保持表面以楔形方式作用在夹紧表面上,使得喷嘴主体抵靠机加工部分的表面夹紧。在这种情况下,喷嘴主体利用斜面的原理特别可靠地紧固到机加工部分,并且紧固机构对制造公差非常不敏感。夹紧表面尤其优选地可以相对于柄部部分的纵向轴线以20
°
至70
°
之间的角度延伸,优选地以35
°
至55
°
之间的角度延伸。
[0013]
根据一个改进,第一防旋转元件布置在机加工部分的表面上,该第一防旋转元件与喷嘴出口区域的底侧上的第二防旋转元件相互作用,以防止喷嘴主体围绕柄部区域的纵向轴线旋转。在这种情况下,以特别简单且低成本的方式确保,射出的冷却剂射流可靠地定向到切削刀片的所希望的区域上。
[0014]
当第一防旋转元件是在喷嘴出口区域的底侧中的突出部并且第二防旋转装置是凹部时,也使得防旋转机构的特别容易且低成本的制造成为可能。特别地,第二防旋转元件可以由销形成,该销布置在从机加工部分的表面延伸的另一孔中,这允许特别快速且低成本地制造车削刀具保持架。在此,销例如可以简单地被压入到另一孔中,或者设置有与另一孔中的内螺纹相互作用的外螺纹。
[0015]
根据一个改进,冷却剂出口以这样的方式布置,即从喷嘴主体射出的冷却剂射流被导向到布置在刀座上的切削刀片的前刀面上。在这种情况下,提供了对该车削刀具以及该工件的加工表面的特别有效的冷却。
[0016]
根据一个改进,环形密封元件布置在柄部区域的外周向表面和孔的内周向表面之间。在这种情况下,可靠地防止冷却剂的不期望的侧向射出并且可靠地保护密封元件在这
方面免受损坏。密封元件例如可以由设置在环绕凹槽中的o形环形成。只要密封元件布置在凹部的背离喷嘴出口区域的一侧上,用于喷嘴主体的紧固机构也被密封元件可靠地保护以免受污物和与冷却剂的接触。
[0017]
根据一个改进,至少一个另一冷却剂出口形成在机加工部分上,位于刀座的侧面处,该另一冷却剂出口具有从表面延伸的孔。该另一冷却剂出口可优选地具有与第一冷却剂出口基本相同的形式。通过设置另一冷却剂出口,可以特别有效地冷却切削刃,因为在前刀面上提供了两个冷却剂射流。该另一冷却剂出口还使得例如冷却剂射流仅经由该另一冷却剂出口和布置在那里的一个喷嘴主体而不是第一冷却剂出口被供应到该切削刃的区域中成为可能。在这种情况下,例如第一冷却剂出口的孔可以由盲塞封闭。尤其是在喷嘴主体在第一冷却剂出口的孔中的布置将阻碍切屑流动或者车削将以另一种方式在空间上被阻碍的时候,这是有利的。
[0018]
优选地,第一冷却剂出口和另一冷却剂出口以这样的方式形成,即,喷嘴主体能够选择性地插入到第一冷却剂出口的孔中或另一冷却剂出口的孔中。在这种情况下,相同的喷嘴主体可以在第一冷却剂出口处和在另一冷却剂出口处使用,并且可选地,可以使用相同的盲塞,以选择性地封闭第一冷却剂出口的孔或另一冷却剂出口的孔。
[0019]
根据一个改进,形成在喷嘴主体中的冷却剂通道在横截面上没有突变。在这种情况下,通过喷嘴主体可靠地防止了冷却剂的压力的严重下降,并且冷却剂射流可以在高压下供给到切削刃的区域。此外,可以防止冷却剂的不期望的分离,这尤其在所谓的微润滑(mql)的情况下是特别有利的。
[0020]
根据一个改进,冷却剂通道以空间弯曲的方式延伸穿过喷嘴主体。冷却剂通道在此尤其可以弧形地延伸通过喷嘴主体,而没有方向上的突然改变。在这种情况下,特别可靠地避免了不希望的高的压力下降和冷却剂分离的风险。
[0021]
根据一个改进,喷嘴主体由与车削刀具保持架的其余部分不同的材料形成。优选地,喷嘴主体可以由更硬且更耐磨的材料形成,例如硬金属(硬质合金)。在这种情况下,实现了即使当喷嘴主体与例如流动的切屑接触时,喷嘴主体也不会很快磨损。
[0022]
该目的还通过根据权利要求16所述的车削刀具系统实现。
[0023]
该车削刀具系统具有一个如前所述的车削刀具保持架以及至少一个盲塞,该盲塞可以被插入该孔中而不是该喷嘴主体中,以用一种流体密封的方式封闭所述孔。附加的盲塞的设置使得第一冷却剂出口能够被可靠地封闭,并且如果设置了附加的盲塞,则如果喷嘴主体在第一冷却剂出口的孔中的布置将阻碍预期车削,则替代地使用另一冷却剂出口。
附图说明
[0024]
本发明的其它优点和有利方面将在以下参照附图对示例性实施方式的描述的基础上显现,
[0025]
其中:
[0026]
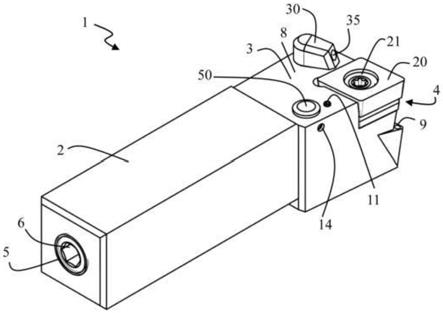
图1:示出了根据一个实施例的车削刀具保持架的示意性立体图,该车削刀具保持架具有安装的喷嘴主体和安装的盲塞;
[0027]
图2:示出了在图1的车削刀具保持架的情况下机加工部分的示意性侧视图;
[0028]
图3:示出了喷嘴主体的示意性和立体图示;
[0029]
图4:示出了喷嘴主体的示意性侧视图;
[0030]
图5:示出了在图1的车削刀具保持架的情况下机加工部分的示意性平面图;
[0031]
图6:示出了沿图5中的c-c的截面的细节的放大图示;
[0032]
图7:示出了盲塞的示意性和立体图示;
[0033]
图8:示出了没有密封元件的盲塞的示意性侧视图;
[0034]
图9:示出了沿图5中的b-b的截面的细节的放大图示;
[0035]
图10:示出了沿图5中的d-d方向穿过盲塞的截面的细节的放大图示;
[0036]
图11:示出了具有两个安装的喷嘴主体的车削刀具保持架的示意性和立体图示;以及
[0037]
图12:示出了没有喷嘴主体和盲塞的车削刀具保持架的示意性平面图。
具体实施方式
[0038]
下面参照图1至图12描述车削刀具保持架1的一个实施例。在具体示出的示例中,车削刀具保持架1是所谓的整体刀架的形式,然而,应当考虑到车削刀具保持架1也可以接收其它构造。
[0039]
车削刀具保持架1具有用于夹紧到机床的刀具配件上的夹紧部分2和机加工部分3,该机加工部分与夹紧部分2一体和/或整体地形成,并且在该机加工部分上形成用于接收可更换切削刀片20的刀座4。车削刀具保持架1可例如由钢或相对坚韧的硬金属形成。尽管具体示例示出了一种实现方式,其中刀座4形成为使得切削刀片20通过紧固螺钉21紧固到刀座4,但是其它常规构造,例如通过夹紧靴等的紧固也是可能的。
[0040]
与待加工材料接合的切削刃22以本身已知的方式形成在切削刀片20上。切削刀片20由硬且耐磨的材料制成,并且可特别地由硬金属(硬质合金)、金属陶瓷或切削陶瓷形成。在此,切削刀片20尤其可以构成为可转位刀片,其具有多个可依次使用的切削刃区域。
[0041]
车削刀具保持架1具有内部冷却剂引导件,该内部冷却剂引导件形成为穿过车削刀具保持架1的内部将冷却剂供应到机加工部分3。内部冷却剂引导件具有至少一个第一冷却剂入口5,冷却剂能够经由该第一冷却剂入口5被供应到内部冷却剂引导件中。尽管所示的实施例仅示出了一个冷却剂入口5,该冷却剂入口形成在夹紧部分2的一个端面上,但优选地是,车削刀具保持架1可以具有多个可替代地可用的冷却剂入口5,这些冷却剂入口在各自情况下以一种连通的方式连接到内部冷却剂引导件。分别不是特别需要的冷却剂入口可以由封闭元件6封闭,如图1中以第一冷却剂入口5为例示出。
[0042]
如尤其在图11和图12中可以看到的,在具体示出的示例中,车削刀具保持架1具有第一冷却剂出口7a和另一冷却剂出口7b,它们在每种情况下形成在刀座4一侧的机加工部分3的顶表面8上。在该实施例中,第一冷却剂出口7a和第二冷却剂出口7b都形成为将冷却剂供应到可更换切削刀片20的前刀面。
[0043]
如尤其在图1、图2和图11中可以看出,在该实施例中,还形成了一个第三冷却剂出口9,该第三冷却剂出口同样流体地连接到该内部冷却剂引导件,并且通过该第三冷却剂出口可以将冷却剂供应到切削刀片20的一个自由表面上。
[0044]
由于第一冷却剂出口7a和另一冷却剂出口7b除了它们的空间位置之外具有基本相同的形式,因此下文仅更详细地描述第一冷却剂出口7a,并且该描述类似地适用于另一
冷却剂出口7b。
[0045]
第一冷却剂出口7a具有一个孔10,该孔从机加工部分3的表面8延伸进入车削刀具保持架1的材料中,并且通过内部冷却剂引导件流体地连接至第一冷却剂入口5以及可选地另外的冷却剂入口(如果存在的话)。在该实施例中,孔10为圆柱形孔的形式,其纵向轴线垂直于表面8延伸。在该实施例中,孔10特别地设置有光滑的壁。
[0046]
如尤其在图6、图9和图11中可看到的,在第一冷却剂出口7a的孔10中插入了以下更详细描述的可更换喷嘴主体30。喷嘴主体30可以优选地由与车削刀具保持架的其余部分不同的材料形成,特别是由更硬且更耐磨的材料形成。作为示例,喷嘴主体30可由硬金属形成。在这种情况下,它特别耐流动切屑引起的磨损。此外,喷嘴主体30在图3和图4中也单独示出。喷嘴主体30一体和/或整体地形成,并且具有柄部区域31和喷嘴出口区域32,该柄部区域形成为使得其能够插入孔10中,该喷嘴出口区域相对于所述柄部区域成角度地形成。柄部区域31相对于纵向轴线l旋转对称地形成,该纵向轴线l在图4中示意性地示出。在具体示出的实施例中,在柄部区域的外周向表面上形成环形环绕的凹部,环形密封元件40布置在该凹部中。在所示的构造中,环形密封元件40由橡胶的o形环实现。柄部区域31和环形密封元件40的尺寸被设计成使得柄部区域31可以插入孔10中,并且环形密封元件40以密封的方式布置在柄部区域31的外周向表面和孔10的内周向表面之间。这样,环形密封元件40防止冷却剂在柄部区域31的外周向表面和孔10的内周向表面之间不期望地通过。
[0047]
喷嘴主体30的成角度的喷嘴出口区域32设计成使得当柄部区域31插入孔10中时,喷嘴出口区域32的底侧位于机加工部分3的表面8上。为了将喷嘴主体30固定在其定向上并且防止喷嘴主体30围绕纵向轴线l旋转,第一防旋转元件11布置在机加工部分3的表面8上,其与布置在喷嘴出口区域32的底侧上的第二防旋转元件33相互作用。在附图中示出的示例性实施例中,第二防旋转元件33在喷嘴出口区域32的底侧呈凹部的形式,并且第一防旋转元件11呈与所述凹部接合的突出部的形式,如特别在图9中可见。这可以特别容易且低成本的方式实现。然而,相反的构造也是可能的,其中第一防旋转元件11是凹部的形式,第二防旋转元件33是突出部的形式。在所示的示例中,第一防旋转元件11由销12形成,该销插入到从机加工部分3的表面8延伸的孔13中,这允许特别低成本的实现。销12例如可以压入光滑壁孔13中,或者销12可以设有与孔13中的相应内螺纹相互作用的外螺纹。
[0048]
喷嘴主体30在喷嘴出口区域32上具有用于冷却剂射流的出口开口35,该出口开口被设计成经由第一防旋转元件11和第二防旋转元件33的相互作用,使得冷却剂射流被导向到布置在刀座4上的切削刀片20的前刀面上。如尤其在图6和图9中可看到的,内部冷却剂通道36延伸穿过柄部区域31和与所述柄部区域成一定角度的喷嘴出口区域32,其形成为将冷却剂从内部冷却剂引导件引导到出口开口35。在这种情况下,内部冷却剂通道36以空间弯曲的方式延伸穿过喷嘴主体30,并且在横截面上没有突变,结果是喷嘴主体30中的冷却剂沿出口开口35的方向平滑地偏转。在柄部区域31中,内部冷却剂通道36基本上平行于纵向轴线l且与其同轴地延伸。
[0049]
下面参照图3、图4和图6更详细地描述喷嘴主体30在孔10中的紧固。
[0050]
如图3和图4所示,喷嘴主体30的柄部区域31设有凹部37。在该示例性实施例中,凹部37呈以环形方式环绕柄部区域31的凹槽的形式。在所示的示例中,凹槽以环形方式环绕,特别是与纵向轴线l同轴,这允许特别容易和低成本的制造。此外,凹部37具有基本上梯形
的横截面轮廓,如在图4和图6中可以看到的。如尤其在图6中可以看出的,在车削刀具保持架1的机加工部分3中形成有以连通方式连接到孔10的横向孔14。横向孔14横向于孔10延伸,并且因此也横向于柄部区域31的纵向轴线l延伸。特别地,横向孔14可以垂直于纵向轴线l延伸。在示例性实施例中,横向孔14呈具有内螺纹的螺纹孔的形式,并且延伸直到机加工部分3的侧表面。
[0051]
在横向孔14中布置有夹紧元件16,该夹紧元件形成为接合到柄部区域31上的凹部37中,以将喷嘴主体30紧固到机加工部分3。夹紧元件16设有与横向孔14中的内螺纹相互作用的外螺纹。夹紧元件16的背离孔10的一侧设有用于旋拧工具的接合结构,通过该接合结构,夹紧元件16可以被旋拧工具驱动,该旋拧工具从机加工部分3的侧表面插入到横向孔中。该接合结构可以是例如用于平头螺丝刀的槽、十字凹槽、六角套筒等的形式。在具体示出的实施例中,夹紧元件16呈紧定螺钉的形式。
[0052]
如图6所示,在喷嘴主体30的柄部区域31上,凹部37具有相对于柄部区域31的纵向轴线l倾斜延伸并由凹部37的梯形横截面轮廓形成的夹紧表面37a。夹紧表面37a在此处倾斜地排列,使得其随着与喷嘴出口区域32的距离的增加而离开纵向轴线l,因此柄部区域31的外周随着与喷嘴出口区域32的距离的增加而变宽。夹紧元件16的面向孔10的端面被横向倒角和/或斜切,结果形成同样相对于纵向轴线l倾斜延伸的保持表面16a。夹紧元件16的外周因此在孔10的方向上逐渐变细。柄部区域31上的凹部37的位置和横向孔14的位置彼此匹配,使得夹紧元件16的保持表面16a根据倾斜平面的原理以楔形的方式作用在凹部37的夹紧表面37a上,使得当夹紧元件16被拧入横向孔14中时喷嘴主体30被引入到孔10中。这样,喷嘴主体30被夹在机加工部分3的表面8上,因此第一防旋转元件11和第二防旋转元件33也被保持形状配合接合。
[0053]
凹部37在柄部区域31上布置在喷嘴出口区域32和环形密封元件40之间,使得由夹紧元件16和凹部37形成的夹紧机构以免受冷却剂影响的方式布置。
[0054]
另一冷却剂出口7b设计成与第一冷却剂出口7a相对应。因此,孔10和横向孔14同样设置有夹紧元件16,并且在机加工部分3的表面8上,还设置有第一防旋转元件11。
[0055]
由于第一冷却剂出口7a和另一冷却剂出口7b的相应构造,喷嘴主体30能够选择性地插入第一冷却剂出口7a的孔10中或另一冷却剂出口7b的孔10中。例如,也可以将喷嘴主体30分别插入第一冷却剂出口7a的孔10和第二冷却剂出口7b的孔10中,如图11所示。当仅使用一个喷嘴主体30时,例如,如果喷嘴主体30在第一冷却剂出口7a的孔10中或在另一冷却剂出口7b的孔10中的布置在车削过程中具有空间破坏性效果,则第一冷却剂出口7a的孔10或另一冷却剂出口7b的孔10可由盲塞50封闭,这也将在下面描述。在图1、图2、图5和图10中分别示出了另一冷却剂出口7b借助于盲塞50流体密封地封闭的情况。
[0056]
当目的是既不使用第一冷却剂出口7a也不使用第二冷却剂出口7b时,两个所述冷却剂出口都可以由相应的盲塞50封闭。
[0057]
在图8中以侧视图示出了没有环形密封元件40的盲塞50,并且在图7中以立体图示出了其上布置有环形密封元件40的盲塞。盲塞50具有柄部区域51,其外周向表面具有与喷嘴主体30的柄部区域31基本相同的形状,如图7和图8所示。为了简化,环形密封元件40在图10中未示出。盲塞的柄部区域51具有带有夹紧表面37a的凹部37和环形凹部,环形密封元件40容纳在该环形凹部中。在喷嘴主体30的情况下,代替喷嘴出口区域32,盲塞50具有平坦的
盖区域52,该盖区域具有比孔10稍大的横截面,并且形成为平坦的,使得当柄部区域51容纳在孔10中时,该覆盖区域不会从机加工部分3的表面8突出很大的程度。
[0058]
由于盲塞50的柄部区域51和喷嘴主体30的柄部区域31的构造基本相同,所以盲塞50可以以相同的方式紧固到第一冷却剂出口7a的孔10中和第二冷却剂出口7b的孔中的夹紧元件16,如先前针对喷嘴主体30所描述的。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1