一种电力绝缘绕线端子及其制备方法与流程
1.本发明涉及绕线端子领域,特别是一种电力绝缘绕线端子及其制备方法。
背景技术:
2.目前的绝缘绕线端子,仍然多使用陶瓷为主体的绝缘绕线端子,主要原因是其价格较为低廉,为了保持竞争力,也只好使用价格比较便宜的陶瓷作为绕线端子主体。
3.但是,随着电线电缆行业的快速发展,对绝缘绕线端子的质量及性能要求越来越高,如何制备一种制备过程环境危害小,产品物理性能好,耐电压稳定,比重轻的绝缘绕线端子材料成为目前亟待解决的技术问题。
技术实现要素:
4.本发明的目的是提供一种电力绝缘绕线端子及其制备方法,制备的绝缘绕线端子物理性能好,耐电压稳定,比重轻。
5.本发明的目的通过以下技术方案来实现:
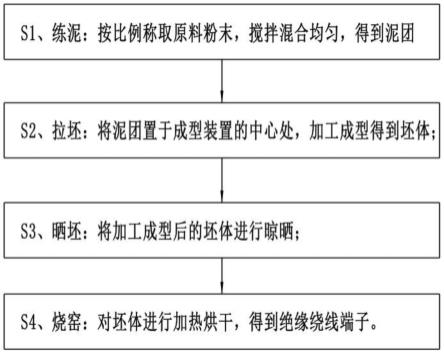
6.一种电力绝缘绕线端子制备方法,包括以下步骤:
7.s1、练泥:按比例称取原料粉末,搅拌混合均匀,得到泥团;
8.s2、拉坯:将泥团置于成型装置的中心处,加工成型得到坯体;
9.s3、晒坯:将加工成型后的坯体进行晾晒;
10.s4、烧窑:对坯体进行加热烘干,得到绝缘绕线端子。
11.所述成型装置包括下端设有支腿架的托板,及转动在托板中心处的旋转架,旋转架的中心处升降滑动有中心板,中心板上对称设有两个长孔,中心板的下端面固定有u型板,u型板的中心处转动有电动伸缩杆,电动伸缩杆的下端与支腿架固定连接。
12.所述旋转架的下端面固定有两个限位柱,中心板上对称固定有l形板,两个l形板分别滑动在两个限位柱上,l形板与旋转架之间设有弹簧ⅰ。
13.所述的一种电力绝缘绕线端子制备方法进行制备的绝缘绕线端子,该绝缘绕线端子包括如下重量份的原料:钾长石10-15份、黑粘土15-25份、云母粉15-20份、沉淀白炭黑5-10份、宁海土10-20份、纳米氧化锌1-2份、三聚磷酸钠0.5-1份。
附图说明
14.图1是电力绝缘绕线端子制备方法的流程示意图;
15.图2是成型装置的整体结构示意图;
16.图3是托板的结构示意图;
17.图4和图5是旋转架与传动环连接的结构示意图;
18.图6和图7是旋转架和中心板连接的结构示意图;
19.图8是中心板的结构示意图;
20.图9是刮板的结构示意图;
21.图10是连接架的结构示意图;
22.图11是横板的结构示意图;
23.图12是刀座的结构示意图;
24.图13是电力绝缘绕线端子的结构示意图。
25.图中:
26.托板101;支臂板102;支腿架103;
27.旋转架201;中心杆202;长孔板203;限位柱204;传动环205;
28.中心板301;u型板302;l形板303;弹簧ⅰ304;电动伸缩杆305;
29.刮板401;螺杆ⅰ402;水管403;长孔404;
30.连接架501;螺杆ⅱ502;横板503;拨板504;弹簧ⅱ505;安装轴506;
31.刀座601;直角刀602;圆头刀603;凸棱604;弹簧ⅲ605。
具体实施方式
32.如图1所示:
33.一种电力绝缘绕线端子制备方法,包括以下步骤:
34.s1、练泥:按比例称取原料粉末,搅拌混合均匀,得到泥团;
35.s2、拉坯:将泥团置于成型装置的中心处,加工成型得到坯体;
36.s3、晒坯:将加工成型后的坯体进行晾晒;
37.s4、烧窑:对坯体进行加热烘干,得到绝缘绕线端子。
38.如图2-12所示:
39.所述成型装置包括托板101、支腿架103、旋转架201、中心板301、u型板302和电动伸缩杆305;托板101的下端设有支腿架103,旋转架201转动在托板101的中心处,中心板301升降滑动在旋转架201的中心处,中心板301上对称设有两个长孔,u型板302固定在中心板301的下端面,电动伸缩杆305转动连接在u型板302的中心处,电动伸缩杆305的下端与支腿架103固定连接。
40.在制备坯体时,将泥团置于中心板301上的中心处,通过转动旋转架201,使旋转架201带动中心板301进行转动,进而带动泥团进行转动,从而配合转动的泥团,进行拉坯,使之成型为端子坯体;
41.在坯体成型后,控制电动伸缩杆305伸长,电动伸缩杆305通过u型板302推动中心板301由旋转架201内滑出,继而使中心板301推动坯体上升,在上升的同时,旋转架201上与长孔配合的凸出板与坯体分离,从而在中心板301推动坯体上升后,操作人员可以通过长孔的位置,直接与坯体的下端面接触,从而将坯体由中心板301上取下,从而提高取下坯体的效率;
42.其中,通过电动伸缩杆305对中心板301进行支撑,保证中心板301的上端面与旋转架201的上端面位于同一平面,同时通过电动伸缩杆305的上端与u型板302中心处的转动连接,以及中心板301的长孔与旋转架201的配合,使中心板301随着旋转架201转动,从而带动泥团转动。
43.进一步的:
44.两个限位柱204均固定在所述旋转架201的下端面,两个l形板303对称固定在中心
板301上,两个l形板303分别滑动在两个限位柱204上,l形板303与旋转架201之间设有弹簧ⅰ304。
45.通过弹簧ⅰ304的弹力,使l形板303向下移动直至顶紧限位柱204下端的限位环上,从而形成对l形板303的限位,进一步的保证了中心板301的上端面与旋转架201的上端面位于同一平面;在坯体成型后,控制电动伸缩杆305伸长,两个l形板303将会克服弹簧ⅰ304的弹力,滑出旋转架201,从而便于将坯体取下。
46.进一步的:
47.传动环205转动在所述托板101的下端面,两个长孔板203对称固定在旋转架201上,传动环205与两个长孔板203通过键滑动连接。
48.在使用时,启动安装在托板101上的第一电机,对传动环205进行传动,传动环205通过键带动两个长孔板203转动,继而带动旋转架201转动,从而形成中心板301带动泥团的旋转;
49.且,通过传动环205与两个长孔板203通过键滑动连接,在控制电动伸缩杆305伸长时,两个l形板303将会首先通过弹簧ⅰ304的弹力,推动旋转架201在托板101内上升,直至两个长孔板203的下端顶紧传动环205后,继续伸长的伸缩杆305,将会推动两个l形板303挤压弹簧ⅰ304,从而使中心板301滑出旋转架201,将坯体取下,而通过旋转架201的上升,形成坯体的整体高度的上升,当所制备的坯体外侧边缘位于旋转架201上时,旋转架201的上升便于使坯体与托板101之间形成高度差,便于使用者将手伸至坯体与托板101之间,将坯体取下。
50.进一步的:
51.中心杆202固定在所述旋转架201的中心处,中心杆202贯穿滑动在中心板301的中心。
52.通过中心杆202的设置,形成坯体中心处的贯穿孔,便于绕线端子成品后的安装,同时保证了泥团在拉坯时居中不动,保证拉坯效果和效率;
53.同时,通过中心杆202与旋转架201固定连接,在中心板301上滑推动坯体上升时,坯体同时与中心杆202滑动,通过坯体与中心杆202的初步滑动,从而便于使用者将坯体取下,并与中心杆202分离。
54.如图2-12所示:
55.支臂板102设置在所述托板101的一端,刮板401滑动在支臂板102上,螺杆ⅰ402转动在支臂板102内,螺杆ⅰ402与刮板401螺纹连接,刮板401靠近中心杆202端设有斜板端头。
56.在将泥团放置在中心板301上时,为了便于后续的拉坯,先将泥团进行圆柱造型,从而转动螺杆ⅰ402,使螺杆ⅰ402螺纹传动刮板401在支臂板102内向中心板301的中心方向移动,直至刮板401的斜板端头与泥团接触,使随着中心板301转动的泥团受刮板401的斜板端头刮动,而塑形成圆柱形,从而便于后续的拉坯成型;
57.而且,通过螺杆ⅰ402对刮板401的调节控制,使装置能够适应不同大小的泥团塑形。
58.进一步的:
59.水管403设置在所述刮板401的上端。
60.通过水管403的设置,能够在刮板401对泥团进行塑形时,在上方向泥团与刮板401
接触处洒水,从而进一步便于使泥团塑性。
61.进一步的:
62.长孔404竖向设置在所述刮板401上,连接架501滑动在长孔404内,横板503贯穿滑动在连接架501上,拨板504固定在横板503远离中心板301端,弹簧ⅱ505设置在拨板504与连接架501之间,剪切部连接在横板503的另一端,螺杆ⅱ502转动在刮板401上,螺杆ⅱ502与连接架501螺纹连接。
63.在使用手对泥团进行拉坯后,需要对基础坯体进行修剪,从而推动拨板504,使拨板504克服弹簧ⅱ505的弹力带动横板503向中心板301中心处移动,继而带动剪切部与基础坯体接触,进行切削修剪,且修剪深度完全由手动控制,并在修剪完成后,松开拨板504,弹簧ⅱ505的弹力将会自动推动剪切部与基础坯体分离;
64.而且,还能通过转动螺杆ⅱ502,螺纹传动连接架501在长孔404内进行升降滑动,继而改变剪切部的水平高度,从而对基础坯体不同高度位置进行修剪;
65.从而通过横板503与连接架501的横向滑动,及连接架501在长孔404内的升降滑动,使装置能够适应不同尺寸的坯体的修剪加工。
66.进一步的:
67.所述剪切部包括安装轴506、刀座601、直角刀602和圆头刀603、凸棱604和弹簧ⅲ605;安装轴506固定在横板503上,刀座601转动在安装轴506上,直角刀602和圆头刀603对称固定在刀座601上,四个凸棱604分别固定在刀座601的四角处,弹簧ⅲ605设置在刀座601与安装轴506之间,使横板503滑入相邻的两个凸棱604之间。
68.通过弹簧ⅲ605的弹力,推动刀座601向横板503方向滑动,继而使横板503滑入相邻的两个凸棱604之间,从而对刀座601进行限位,保证了刀座601与横板503的相对固定,继而保证直角刀602和圆头刀603与横板503的相对固定;
69.在需要换刀时,拉动刀座601远离横板503并挤压弹簧ⅲ605,在刀座601带动凸棱604能够在安装轴506转动时,转动刀座601,使所需要的刀靠近泥团,然后松开刀座601,弹簧ⅲ605的弹力将推动刀座601向横板503方向自动滑动,使横板503滑入对应的相邻的两个凸棱604之间,继续恢复限位状态;从而保证推动横板503使刀与基础坯体接触时,能够对基础坯体进行修剪;
70.其中,直角刀602的刀头前端为平头,便于修剪圆柱面,圆头刀603的刀头为圆头,便于在圆柱面上修剪圆头槽,从而通过直角刀602和圆头刀603的配合,能够适应不同形状的坯体修剪;
71.而且,直角刀602和圆头刀603均相对于刀座601向远离横板503方向倾斜,便于直角刀602和圆头刀603对基础坯体进行切向切削。
72.所述的一种电力绝缘绕线端子制备方法进行制备的绝缘绕线端子,该绝缘绕线端子包括如下重量份的原料:钾长石10-15份、黑粘土15-25份、云母粉15-20份、沉淀白炭黑5-10份、宁海土10-20份、纳米氧化锌1-2份、三聚磷酸钠0.5-1份。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1