一种充气产品的拉带结构的制作方法
1.本发明涉及充气产品领域,具体涉及一种充气产品的拉带结构。
背景技术:
2.充气产品如要设置为预定的形状,必须要在其内部的拉带结构实现。一般的拉带结构采用塑胶片材实现,但这样会增加充气产品的重量,在使用时也会存在诸多不便。
3.为此产生了一种充气产品的拉带结构,其包括复数根线体与复数个塑胶片条,该复数根线体在一个平面内间隔均匀的平行排布,复数个塑胶片条在线体长度方向呈平行间隔排列而与复数根线体固定在一起。要保证该拉带结构的使用效果,就要求线体要具备一定的拉伸强度,因此,该拉带结构中所使用的线体是由纱线进行连续不断的加捻得到。
4.但在该产品的长期使用过程中,又出现了新的问题:连续不断加捻的纱线构成的线体1’,虽然具有较好的拉伸强度,但如图1所示,其与塑胶片条2’固定时,会在塑胶片条2’上形成较明显的凸起,该凸起处塑胶片条2’包裹的胶量较少,导致在使用过程该凸起处的塑胶片条2’容易被磨破,从而影响拉带结构的使用寿命和使用效果。
技术实现要素:
5.针对现有技术存在的问题,本发明的目的在于提供一种充气产品的拉带结构及制作工艺,以提高拉带结构的使用寿命。
6.为实现上述目的,本发明的技术方案是:一种充气产品的拉带结构,其包括至少两平行设置的塑胶片条,两塑胶片条之间排布有复数根线体,该复数根线体处于同一平面,且与塑胶片条固定在一起;每一所述线体包括两束以上的线束,每一线束包括两根以上的长丝线;每一所述线体与塑胶片条的固定处,线体宽度大于线体线径。
7.所述线体与塑胶片条的固定处,线体的各线束之间的捻合度为0-50捻/m。
8.所述线体与塑胶片条固定处的线体宽度为线体线径的1.2-5.0倍。
9.所述线体与塑胶片条的固定处采用热熔设备进行固定,热熔设备的工作频率为10-40mhz,工作压强为1kgf/cm
2-100kgf/cm2。
10.所述热熔设备为热压机或高周波机。
11.所述线体还包括胶层,所述胶层涂覆于捻合后的线束上,各线束之间的捻合度≥0。
12.所述线束表面涂覆有胶层,两根以上的涂有胶层的线束捻合后形成所述线体,该捻合度>0。
13.所述长丝线的粗细度为50d~2500d。
14.所述胶层采用热熔型胶水或挥发型胶水。
15.复数根线体为间隔均匀的平行排布。
16.复数根线体首尾相连形成“v”字型,各“v”字型线体的上下端部分别与塑胶片条固
定在一起。
17.所述线体与塑胶片条的固定处,是由上下两片塑胶片条对夹线体而固定。
18.所述拉带结构还包括一塑胶薄片,复数根线体固定于塑胶薄片上表面,所述塑胶片条与塑胶薄片上表面对夹线体而固定。
19.采用上述方案后,本发明首先采用多束线束形成线体,然后在线体与塑胶片条的固定处,线体宽度大于线体线径,即线体在固定处水平延伸,使得各线束在固定处相对分散的,这样可以保证线体的线各束能够尽可能地与塑胶片条接触,加强了线体与塑胶片条的连接,也避免在塑胶片条上形成明显的凸起,因此解决了塑胶片条易磨损的问题。而且,线体的线束仅在与塑胶片条固定处进行分散,并不影响线体其他部分的强度,因此仍能满足线体的拉伸强度。
20.此外,本发明在线体外设置胶层或者在线体的每一线束外设置胶层,该胶层可以加强多线束之间的连接强度,进一步提升了线体的拉伸强度。而且,在线体与塑胶片条的固定处,线体上的胶层与塑胶片条能够很好地熔融在一起,加强了拉线与塑胶片条之间的连接强度。
附图说明
21.图1为现有拉带结构中塑胶片条与线体固定处的示意图;图2为本发明实施例一的拉带结构示意图;图3为本发明拉线的结构示意图一;图4为本发明拉线与塑胶片条固定处的示意图;图5为本发明拉线的结构示意图二;图6为本发明实施例一的拉带结构在充气床中的应用示意图;图7为本发明实施例二的拉带结构示意图;图8为本发明实施例三的拉带结构示意图。
22.标号说明:线体10;线束11;胶层12;塑胶片条20;塑胶薄片30。
具体实施方式
23.为使本技术实施例的目的、技术方案和优点更加清楚,下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本技术一部分实施例,而不是全部的实施例。
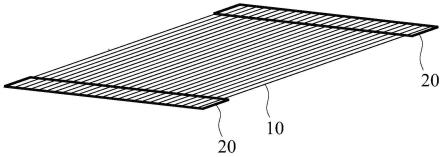
24.如图2-5所示,本发明揭示了一种充气产品的拉带结构,其包括至少两平行设置的塑胶片条20,两塑胶片条20之间排布有复数根线体10,该复数根线体10处于同一平面,且与塑胶片条20固定在一起;每一所述线体10包括两束以上线束11,每一线束包括两根以上的长丝线,每一所述线体10与塑胶片条20的固定处,线体10宽度k大于线体10线径d。
25.线体10与塑胶片条20的固定处,线体10宽度大于线体10线径,表示线体10在与塑胶片条20的固定处,线体10在水平方向上有延伸,各线束11是相对分散的,这样可以保证线
体10的各线束11能够尽可能地与塑胶片条20接触,从而避免在塑胶片条20上形成明显的凸起,也因此解决了塑胶片条20易磨损的问题。而且,线体10的线束11仅在与塑胶片条20固定处进行分散,并不影响线体10其他部分的强度,因此仍能满足线体10的拉伸强度。
26.为能够更有效避免线体10在塑胶片条20上形成凸起,线体10与塑胶片条20固定处,线体10的各线束11之间的捻合度为0-50捻/m。或者,所述线体与塑胶片条20固定处的线体10宽度k为线体10线径d的1.2-5.0倍。该线体10与塑胶片条20的固定处采用高周波机或热压机等热熔设备进行固定,热熔设备的工作频率为10-40mhz,工作压强为1kgf/cm
2-100kgf/cm2。
27.为了加强线体10与塑胶片条20的连接强度。本发明还将线体10在胶水中浸涂,形成胶层12。胶层12的设置可以采用以下两种方式:如图3所示,第一种方式是,先将线体10的各个线束11进行捻合,然后将捻合后的线束11在胶水中浸涂,形成胶层12,即胶层12是涂覆于捻合后的线束11上。此时,胶层12对各线束11之间起到一定的连接作用,所以此时,在该种结构下,线束11的捻合度可以设置为0。当然,若线束11的捻合度设置为大于0,则可以加强线体10的各线束11的连接,可以更进一步提高线体10的拉伸强度。
28.如图5所示,第二种方式是,先将每一线束11在胶水中浸涂,然后在其表面形成胶层12,然后再将涂有胶层12的线束11进行捻合,形成线体10。在该种结构下,如果捻合度为0,各线束11之间就容易分散,会影响线体10的强度,所以该种结构下,线束11的捻合度>0,以保证线体10的拉伸强度。
29.在线体10与塑胶片条20连接时,线体10会通过胶层12与塑胶片条20更好地固定在一起,从而提高了线体10与塑胶层12的连接稳固性。
30.线束中的长丝线粗细度为50d ~ 2500d,线体10的粗细控制在50~1000dtex范围内。所述胶层12的厚度为0.01~0.5mm。该胶层12具体可以采用热熔型胶水(例如热熔胶)或挥发型胶水(例如pvc硬质胶或pu胶)。
31.继续参照图1所示,本实施例中,复数根线体10为间隔均匀的平行排布(即线体呈现“i”字型),线体10与塑胶片条20的固定处,是由上下两片塑胶片条20对夹线体10而固定。如图6所示,当拉带结构安装于充气产品(本实施例为充气床)内部时,将塑胶片条20与充气产品固定即可。
32.如图7所示,拉带结构中,除了利用上下塑胶片条20实现与线体10的固定外,还可以通过塑胶片条20与塑胶薄片30进行固定。具体地,复数根线体10固定于塑胶薄片30上表面,所述塑胶片条20与塑胶薄片30上表面对夹线体10而固定。
33.如图8所示,线体10除了可以进行平行排布外,还可以设置成“v”字形状。具体地,复数根线体10首尾相连形成“v”字型,各“v”字型线体10的上下端部分别与塑胶片条20固定在一起。在该结构下,同样可以通过上下塑胶片条20实现与线体10的固定,还可以通过塑胶片条20与塑胶薄片30进行连接。
34.综上,本发明首先采用多束线束11形成线体10,然后在线体10与塑胶片条20的固定处,线体10宽度大于线体10线径,即线体10在固定处水平延伸,使得各线束11在固定处相对分散的,这样可以保证线体10的线各11束能够尽可能地与塑胶片条接触,加强了线体10与塑胶片条20的连接,也避免在塑胶片条20上形成明显的凸起,因此解决了塑胶片条20易
磨损的问题。而且,线体10的线束仅在与塑胶片条20固定处进行分散,并不影响线体10其他部分的强度,因此仍能满足线体10的拉伸强度。
35.此外,本发明在线体10外设置胶层12或者在线体10的每一线束11外设置胶层12,该胶层12可以加强多线束11之间的连接强度,进一步提升了线体10的拉伸强度。而且,在线体10与塑胶片条20的固定处,线体11上的胶层12与塑胶片条20能够很好地熔融在一起,加强了拉线11与塑胶片条20之间的连接强度。
36.以上所述,仅是本发明实施例而已,并非对本发明的技术范围作任何限制,故凡是依据本发明的技术实质对以上实施例所作的任何细微修改、等同变化与修饰,均仍属于本发明技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1