一种用于自动化生产线的智能控制夹具装置及控制系统的制作方法
[0001]
本发明涉及机械技术领域,特别涉及一种用于自动化生产线的智能控制夹具装置及控制系统。
背景技术:
[0002]
随着工业自动化生产的发展,工装夹具是保证品质和效率非常关键的一环。但是,由于生产的零件千变万化,没有一种工装夹具能适用于所有零件,各个工装供应商需要自行设计相应地符合公司产品的工装夹具。但是,现有的夹具装置只有定位和夹紧产品的功能,不能与其他设备进行联动和检验,不能满足自动化生产的需求。
[0003]
因而现有技术还有待改进和提高。
技术实现要素:
[0004]
鉴于上述现有技术的不足之处,本发明的目的在于提供一种用于自动化生产线的智能控制夹具装置及控制系统,以解决现有夹具装置不能与其他设备进行联动和检测的问题。
[0005]
为了达到上述目的,本发明采取了以下技术方案:一种用于自动化生产线的智能控制夹具装置,其包括夹具底座、零点定位、拉钉和托板;所述夹具底座固定在数控设备的工作台上,零点定位对应安装在夹具底座的安装槽中,拉钉固定在托板的底面,拉钉的位置与零点定位的定心孔相对,拉钉对应插入定心孔中,零点定位夹在夹具底座与托板之间,所述夹具底座内设有由若干个气管组成的若干条通路,各条通路的一端连接零点定位,各条通路的另一端通过外接气管与气路控制装置连接。
[0006]
所述的用于自动化生产线的智能控制夹具装置中,所述通路包括活塞夹紧检测通路、中心吹气清洁通路、打开夹具通路、气密检测通路、夹紧增压通路和活塞松开检测通路;所述夹具底座的一侧对应设置6个传输端口,各条通路的输入端连接对应的传输端口,各条通路的输出端连接零点定位的对应端口,气路控制装置通过气管连接6个传输端口。
[0007]
所述的用于自动化生产线的智能控制夹具装置中,所述夹具底座的背面设有定位键,夹具底座的定位键卡入工作台上的定位格中进行定位。
[0008]
所述的用于自动化生产线的智能控制夹具装置中,所述夹具底座的背面还设有贯穿夹具底座的安装孔,所述安装孔与工作台上的螺孔对齐,在安装孔与螺孔中通过拧入螺钉进行螺接固定。
[0009]
所述的用于自动化生产线的智能控制夹具装置中,所述零点定位的表面有第一螺孔,安装槽的周围有与该第一螺孔适配的第二螺孔,零点定位的底部放在安装槽中,将第一螺孔和第二螺孔对齐后通过拧入螺丝进行螺接固定。
[0010]
所述的用于自动化生产线的智能控制夹具装置中,每个第一螺孔的一侧设置一活动片,活动片的一端通过支点固定在夹具底座上,活动片的另一端绕着支点转动盖住第一螺孔。
[0011]
所述的用于自动化生产线的智能控制夹具装置中,所述安装槽的中心设有一中心通孔,该中心通孔与夹具底座内的中心吹气清洁通路连通。
[0012]
所述的用于自动化生产线的智能控制夹具装置中,所述气路控制装置包括气路控制底板,所述气路控制底板上安装有第一压力检测开关、第二压力检测开关、第三压力检测开关、第一两位两通电磁阀、第二两位两通电磁阀、第三两位两通电磁阀、第四两位两通电磁阀、三位五通电磁阀、第一减压阀、第二减压阀、第三减压阀、第一流量阀、第二流量阀和第三流量阀;所述三位五通电磁阀的进气口连接气源,三位五通电磁阀的第一出气口通过夹紧增压通路连接零点定位的夹紧增压端口,三位五通电磁阀的第二出气口通过打开夹具通路连接零点定位的打开夹具端口,三位五通电磁阀的控制端连接数控设备;所述第一两位两通电磁阀的进气口连接气源,第一两位两通电磁阀的出气口通过中心吹气清洁通路连接零点定位的中心通孔,第一两位两通电磁阀的控制端连接数控设备;所述第二两位两通电磁阀的进气口连接气源,第二两位两通电磁阀的出气口依次通过第一流量阀、第一减压阀、第一压力检测开关、活塞夹紧检测通路连接零点定位的夹紧检测端口;第二两位两通电磁阀的通信端、第一流量阀的通信端、第一减压阀的通信端、第一压力检测开关的通信端均连接数控设备;所述第三两位两通电磁阀的进气口连接气源,第三两位两通电磁阀的出气口依次通过第二流量阀、第二减压阀、第二压力检测开关、活塞松开检测通路连接零点定位的松开检测端口;第三两位两通电磁阀的通信端、第二流量阀的通信端、第二减压阀的通信端、第二压力检测开关的通信端均连接数控设备;所述第四两位两通电磁阀的进气口连接气源,第四两位两通电磁阀的出气口依次通过第三流量阀、第三减压阀、第三压力检测开关、气密检测通路连接零点定位的气密检测端口;第四两位两通电磁阀的通信端、第三流量阀的通信端、第三减压阀的通信端、第三压力检测开关的通信端均连接数控设备。
[0013]
一种用于自动化生产线的控制系统,其包括数控设备、气路控制装置和所述的用于自动化生产线的智能控制夹具装置,所述控制夹具安装在数控设备的机壳内部的工作台上,所述气路控制装置安装在机壳的外侧上;所述气路控制装置连接智能控制夹具和数控设备;所述数控设备根据预设的工作模式控制气路控制装置输出对应的工作气压,所述工作气压传输至智能控制夹具内部对应的通道中,智能控制夹具根据对应通道中的工作气压执行该工作模式所设置的控制检测,气路控制装置反馈检测结果给数控设备。
[0014]
所述的用于自动化生产线的控制系统中,所述工作模式包括中心吹气清洁模式、打开夹具模式、夹紧增压模式、活塞夹紧检测模式、气密检测模式和活塞松开检测模式。
[0015]
相较于现有技术,本发明提供的一种用于自动化生产线的智能控制夹具装置及控制系统,所述控制系统包括数控设备、气路控制装置和智能控制夹具装置,所述控制夹具安装在数控设备的机壳内部的工作台上,所述气路控制装置安装在机壳的外侧上;所述气路控制装置连接智能控制夹具和数控设备;所述数控设备根据预设的工作模式控制气路控制装置输出对应的工作气压,所述工作气压传输至智能控制夹具内部对应的通道中,智能控制夹具根据对应通道中的工作气压执行该工作模式所设置的控制检测,气路控制装置反馈
检测结果给数控设备。智能控制夹具可与气路控制装置、数控设备进行联动和检测;解决了现有的夹具装置不能与其他设备进行联动和检验的问题。
附图说明
[0016]
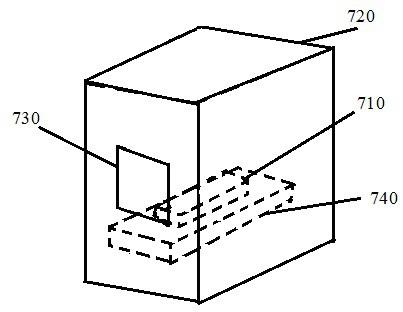
图1为本发明提供的控制系统的示意图。
[0017]
图2为本发明提供的智能控制夹具装置的结构示意图。
[0018]
图3为本发明提供的智能控制夹具装置中的夹具底座底面的示意图。
[0019]
图4为本发明提供的智能控制夹具装置中的夹具底座正面的示意图。
[0020]
图5为本发明提供的夹具底座中6条通路的示意图。
[0021]
图6为本发明提供的气路控制装置与零点定位的连接示意图。
具体实施方式
[0022]
本发明提供一种用于自动化生产线的智能控制夹具装置及控制系统。为使本发明的目的、技术方案及效果更加清楚、明确,以下参照附图并举实施例对本发明进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。
[0023]
请同时参阅图1至图4,本实施例提供的一种用于自动化生产线的控制系统包括智能控制夹具710、数控设备720和气路控制装置730;所述控制夹具710安装在数控设备720的机壳内部的工作台740上,所述气路控制装置730安装(螺接固定)在机壳的外侧上;所述气路控制装置730连接智能控制夹具710和数控设备720。所述数控设备720(内部的控制器,如plc(可编程逻辑控制器))根据预设的工作模式控制气路控制装置730输出对应的工作气压,所述工作气压传输至智能控制夹具710内部对应的通道气路中,智能控制夹具710根据对应通道中的工作气压执行该工作模式所设置的控制检测,一条通道执行一种控制检测,气路控制装置730反馈检测结果给数控设备720。这样智能控制夹具710即可与气路控制装置730、数控设备720进行联动和检测;解决了现有的夹具装置只有定位和夹紧产品的功能,不能与其他设备进行联动和检验的问题。
[0024]
其中,所述工作模式包括1个功能模式(中心吹气清洁模式)、2个控制模式(打开夹具模式和夹紧增压模式)和3个检测模式(活塞夹紧检测模式、气密检测模式和活塞松开检测模式)。不同模式下输出的工作气压的大小、持续时间、间断时间等根据功能需求对应设置。则数控设备、气路控制装置和智能控制夹具装置之间组成了活塞夹紧检测气路、中心吹气清洁气路、打开夹具气路、气密检测气路、夹紧增压气路和活塞松开检测气路。
[0025]
当活塞夹紧检测的工作气压进入活塞夹紧检测气路,则智能控制夹具710根据该工作气压夹紧产品,夹紧力度和夹紧时间由活塞夹紧检测模式设置。气路控制装置730外接气源,气源输入后通过气路控制装置730的控制产生对应大小的工作气压并控制工作气压的持续时间。以此类推,得到其他工作气压的工作原理。
[0026]
由于数控设备720与气路控制装置730电连接(线路连接),智能控制夹具710与气路控制装置730气路连接,且气路控制装置730安装在数控设备720的外侧,则可在数控设备720的机壳上开设对应的线路孔和气路孔,以方便线路和气路的出入。
[0027]
需要理解的是,图1为智能控制夹具710、数控设备720和气路控制装置730的安装位置的示意图,对这三者的结构进行了简化,对数控设备720和气路控制装置730的实际结
构不作限定;智能控制夹具710的结构如图2和图3所示,在具体实施时也可根据需求改变长宽、形状、尺寸等。
[0028]
请一并参阅图2和图3,所述智能控制夹具710包括1个夹具底座1、2个零点定位2、2个拉钉3和1个托板4;所述夹具底座1固定在数控设备的工作台上,2个零点定位2对应安装在夹具底座1的2个安装槽6中,2个拉钉3固定在托板4的底面,2个拉钉3的位置与2个零点定位2的定心孔7相对,2个拉钉3对应插入2个定心孔7中(如图2左边的零点定位2所示),则零点定位2夹在夹具底座1与托板4之间,所述夹具底座1内设有由若干个气管组成的6条通路,各条通路的一端连接零点定位2,各条通路的另一端通过外接气管与气路控制装置730连接。产品放在托板4的表面。
[0029]
其中,零点定位2的个数与拉钉3的个数、安装槽6的个数相同,此处均设置为2个,在具体实施时可根据需求增减个数(如降低成本设置为1个,确保稳定设置为3个)。
[0030]
请一并参阅图4、图5和图6,所述通路的个数与工作模式相关,有几种工作模式即可设置几条通路。如图5所示,智能控制夹具710中的通路对应设置为活塞夹紧检测通路100(可采用红色气管)、中心吹气清洁通路200(可采用灰色气管)、打开夹具通路300(可采用绿色气管)、气密检测通路400(可采用红色气管)、夹紧增压通路500(可采用黄色气管)和活塞松开检测通路600(可采用橙色气管),不同通路采用不同的颜色的气管以进行区分。所述夹具底座1的一侧对应设置6个传输端口,各条通路的输入端连接对应的传输端口,各条通路的输出端连接零点定位2的对应端口,气路控制装置通过气管连接6个传输端口,这样即可将工作气压输入对于的通路中,通过气路控制装置来控制零点定位实现打开、夹紧、吹气和3种检测等功能。为了方便连接,可在夹具底座1的表面(位于6个传输端口的上方)丝印或贴上通路标签800。
[0031]
根据精加工切削力及产品结构,夹具底座1优选材料为al6061-t6(一种热处理型的耐腐蚀性合金),方便夹具制作以降低成本。所述夹具底座1的背面设有2个定位键5,夹具底座1与工作台固定时,夹具底座1的定位键5卡入工作台上的定位格(或定位槽)中进行定位。
[0032]
所述夹具底座1的背面还设有3个贯穿夹具底座1的安装孔8,其与工作台上的螺孔对齐,在安装孔与螺孔中拧入螺钉即可实现螺接固定。需要理解的是,本实施例中的数控设备720是cnc(computer numerical control)设备,可以调整图3中的安装孔距离来可适应各种不同的数控设备,本实施例以fanuc α-d21mib的数控设备720为例。
[0033]
所述零点定位2采用雄克schunk系列的快换工装夹具零点定位系统,型号优选为nse plus 138,其为现有技术,本实施例在使用其现有功能的基础上增加检测功能。所述零点定位2的表面有第一螺孔9,夹具底座1的表面、安装槽6的周围有与该第一螺孔适配的第二螺孔,将第一螺孔9和第二螺孔对齐后拧入螺丝,即可将零点定位2螺接固定在夹具底座1上,零点定位2的底部放在安装槽6中。
[0034]
所述安装槽6的中心设有一中心通孔10,该中心通孔10与夹具底座内的中心吹气清洁通路连通,工作气压通过对应的气路进入夹具底座内,从中心通孔10输出至零点定位2中。零点定位2在特殊情况下(如停电),没有任何气压输入时,零点定位2内部的2个活塞杠默认为向内夹紧状态,同时依靠内部的弹簧的压力自锁住拉钉3(以确保在突然失去工作气压情况下,夹具仍然能稳固可靠)。当打开工作气压时(0.5mpa),2个活塞杠往外松开,同时
气压力克服弹簧的力以松开拉钉,此时即可自由取出拉钉。
[0035]
为了避免杂质污染零点定位2,可在每个第一螺孔9的一侧设置一活动片11,活动片11的一端通过支点固定在夹具底座1上,活动片的另一端可绕着支点转动,即可盖住第一螺孔9。
[0036]
所述气路控制装置730包括1块气路控制底板23,所述气路控制底板23上安装有3个压力检测开关(分别是第一压力检测开关12、第二压力检测开关13、第三压力检测开关14;型号均优选为smc(气动和自动化元件研发制造商)的ise30a系列,如ise30a-01-p-lb),4个两位两通电磁阀(分别是第一两位两通电磁阀15、第二两位两通电磁阀16、第三两位两通电磁阀17、第四两位两通电磁阀18;型号均优选为smc的vt307-5dz1-01),1个三位五通电磁阀19(型号优选为smc的sy5320-5lzd-01),3个减压阀(分别是第一减压阀20、第二减压阀21、第三减压阀22;型号均优选为:smc 的ar20-02g-a)和3个流量阀(分别是第一流量阀24、第二流量阀25、第三流量阀26;型号均优选为smc的 as1002f-06)。
[0037]
其中,如图5所示,所述三位五通电磁阀19与零点定位2的相应端口连接,组成了打开夹具气路和夹紧增压气路;具体为:所述三位五通电磁阀19的进气口(图5中的第1脚)连接气源(提供工作气压),三位五通电磁阀19的第一出气口(第2脚)通过气管连接夹紧增压通路的传输端口,夹紧增压通路的输出端连接零点定位2的夹紧增压端口a,三位五通电磁阀19的第二出气口(第4脚)通过气管连接打开夹具通路的传输端口,打开夹具通路的输出端连接零点定位2的打开夹具端口b,三位五通电磁阀19的控制端连接数控设备720中的控制器(具体为对应的扩展io地址脚)。
[0038]
当进入打开夹具模式时,数控设备720输出打开信号控制三位五通电磁阀19的进气口与第二出气口连接,用于打开夹具的工作气压(0.6mpa)通过三位五通电磁阀19传输至打开夹具端口b,控制零点定位2松开拉钉3,从而打开夹具。当进入夹紧增压模式时,数控设备720输出夹紧信号控制三位五通电磁阀19的进气口与第一出气口连接,用于夹紧增压的工作气压通过三位五通电磁阀19传输至夹紧增压端口a,控制零点定位2夹紧拉钉3,从而夹紧夹具。
[0039]
所述第一两位两通电磁阀15与零点定位2的相应端口连接,组成了中心吹气清洁气路;具体为:所述第一两位两通电磁阀15的进气口(第1脚)连接气源(提供工作气压),第一两位两通电磁阀15的出气口(第2脚)通过气管连接中心吹气清洁通路的传输端口,中心吹气清洁通路的输出端连接零点定位2的中心通孔10,第一两位两通电磁阀15的控制端连接数控设备720中的控制器。第一两位两通电磁阀15的出气口平时连接悬空的第3脚,通电后进气口与出气口连通。
[0040]
当进入中心吹气清洁模式时,数控设备720输出吹气信号控制第一两位两通电磁阀15通电,使其进气口与出气口连接,用于吹气清洁的工作气压通过第一两位两通电磁阀15传输至中心通孔10,控制零点定位2对拉钉3吹气进行清洁。
[0041]
所述第二两位两通电磁阀16、第一流量阀24、第一减压阀20、第一压力检测开关12与零点定位2的相应端口连接,组成了活塞夹紧检测气路;具体为:所述第二两位两通电磁阀16的进气口(第1脚)连接气源(提供工作气压),第二两位两通电磁阀16的出气口(第2脚)连接第一流量阀24的进口,第一流量阀24的出口连接第一减压阀20的进口,第一减压阀20的出口连接第一压力检测开关12的输入端,第一压力检测开关12的输出端通过气管连接活
塞夹紧检测通路的传输端口,活塞夹紧检测通路的输出端连接零点定位2的夹紧检测端口c;第二两位两通电磁阀16的通信端、第一流量阀24的通信端、第一减压阀20的通信端、第一压力检测开关12的通信端均连接数控设备720中的控制器。
[0042]
当进入活塞夹紧检测模式时,数控设备720输出夹紧检测信号控制第二两位两通电磁阀16通电,使其进气口与出气口连接,用于夹紧的工作气压(0.2mpa)依次通过第二两位两通电磁阀16、第一流量阀24、第一减压阀20、第一压力检测开关12传输至夹紧检测端口c,零点定位2夹紧拉钉3。数控设备720通过控制第一流量阀24来调节流量大小,控制第一减压阀20来调节压力大小,第一压力检测开关12将检测到的压力值反馈给数控设备720,数控设备720即可判断出活塞是否夹紧,夹紧力度的大小,从而实现活塞夹紧检测。
[0043]
所述第三两位两通电磁阀17、第二流量阀25、第二减压阀21、第二压力检测开关13与零点定位2的相应端口连接,组成了活塞松开检测气路;具体为:所述第三两位两通电磁阀17的进气口(第1脚)连接气源(提供工作气压),第三两位两通电磁阀17的出气口(第2脚)连接第二流量阀25的进口,第二流量阀25的出口连接第二减压阀21的进口,第二减压阀21的出口连接第二压力检测开关13的输入端,第二压力检测开关13的输出端通过气管连接活塞松开检测通路的传输端口,活塞松开检测通路的输出端连接零点定位2的松开检测端口d;第三两位两通电磁阀17的通信端、第二流量阀25的通信端、第二减压阀21的通信端、第二压力检测开关13的通信端均连接数控设备720中的控制器。
[0044]
当进入活塞松开检测模式时,数控设备720输出松开检测信号控制第三两位两通电磁阀17通电,使其进气口与出气口连接,用于松开的工作气压依次通过第三两位两通电磁阀17、第二流量阀25、第二减压阀21、第二压力检测开关13传输至松开检测端口d,工作气压(0.2mpa)输入时,零点定位2内部的2个活塞杠往外松开,同时气压力克服弹簧的力以松开拉钉。数控设备720通过控制第二流量阀25来调节流量大小,控制第二减压阀21来调节压力大小,在工作前预先调试好各种参数。第二压力检测开关13将检测到的压力值反馈给数控设备720,数控设备720即可判断出活塞是否松开,从而实现活塞松开检测。
[0045]
所述第四两位两通电磁阀18、第三流量阀26、第三减压阀22、第三压力检测开关14与零点定位2的相应端口连接,组成了气密检测气路;具体为:所述第四两位两通电磁阀18的进气口(第1脚)连接气源(提供工作气压),第四两位两通电磁阀18的出气口(第2脚)连接第三流量阀26的进口,第三流量阀26的出口连接第三减压阀22的进口,第三减压阀22的出口连接第三压力检测开关14的输入端,第三压力检测开关14的输出端通过气管连接气密检测通路的传输端口,气密检测通路的输出端连接零点定位2的4个气密检测端口e;第四两位两通电磁阀18的通信端、第三流量阀26的通信端、第三减压阀22的通信端、第三压力检测开关14的通信端均连接数控设备720中的控制器。
[0046]
当进入气密检测模式时,数控设备720输出气密检测信号控制第四两位两通电磁阀18通电,使其进气口与出气口连接,用于气密检测的工作气压依次通过第四两位两通电磁阀18、第三流量阀26、第三减压阀22、第三压力检测开关14传输至4个气密检测端口e,工作气压(0.2mpa)输入零点定位2内部;密封良好时,第三压力检测开关14检测到的气密检测气路400上的压力值大于设定值(如0.4mpa),若有漏气,则压力值低于设定值,出现压力过低报警,第三压力检测开关14将检测的压力值反馈给数控设备720,数控设备720即可判断出是否漏气,从而实现气密检测,漏气时停止工作。
[0047]
通过数控设备720中的控制器(plc,内部储存有工作流程或检测流程)来控制4个两位两通电磁阀的通断,即可开闭对应的气路;通过3个压力检测开关来反馈对应的检测结果给数控设备,即可实现1个功能模式(中心吹气清洁模式)、2个控制模式(打开夹具模式和夹紧增压模式)和3个检测模式(活塞夹紧检测模式、气密检测模式和活塞松开检测模式);从而实现了智能控制夹具装置与数控设备一起联动和检测,满足工装夹具在自动化生产线上的自动控制,并保证零件加工精度和生产效率,满足了实际生产要求。
[0048]
优选地,在气源的输入端增加一个过滤器27(型号优选为:smc 的aw30-03g-a),通过过滤器27对输入的工作气压进行气源中的空气杂质过滤,避免空气杂质污染影响零点定位2。
[0049]
本实施例中,所述智能控制夹具710的安装过程为:1、先将夹具底座1的定位键5卡入工作台上的定位格中进行定位,安装孔8中拧入螺钉进行螺接固定,进行平面校准。
[0050]
2、将零点定位2装入夹具底座1的安装槽6中,将零点定位2上的第一螺孔9与夹具底座1上的第二螺孔对齐后拧入螺丝,即可将零点定位2螺接固定在夹具底座1上,转动活动片11盖住第一螺孔9,安装后打表确认平面度。
[0051]
3、将2个拉钉3固定在托板4的底面,托板4盖住夹具底座1时、2个拉钉3插入对应的定心孔7中。
[0052]
所述气路控制装置的安装过程为:1、先将各个气动元件(即1个过滤器、3个压力检测开关、4个两位两通电磁阀、1个三位五通电磁阀、3个减压阀和3个流量阀)固定在气路控制底板23上,之后将气路控制底板23固定到数控设备的侧面。
[0053]
2、按照图6所示的连接关系,用气管将各个气动元件之间、相应气动元件与零点定位之间连接并确保接头密封;用数据线将气动元件与数控设备720的控制器进行电连接。
[0054]
3、将气路控制板的6个气路的输出端通过气管连接到夹具底座1侧面的对应端口上,与夹具底座1内部的6条气路对应连接,确保接头密封。
[0055]
安装完毕后,在使用之前,需要先调试,将各调压阀按设定的数据调整到位,设定各压力检测开关信号触发的上下限值,通过执行plc输出的信号指令,打开和关闭零点定位活塞开关;判断反馈的压力值是否正常,如有异常重新调整各参数。
[0056]
综上所述,本发明提供的一种用于自动化生产线的智能控制夹具装置及控制系统,除了能定位和夹紧产品外,还能与数控设备进行联动和检验,满足了生产需求,同时降低了工人操作强度,确保了自动化生产过程中的安全可靠。
[0057]
上述功能模块的划分仅用以举例说明,在实际应用中,可以根据需要将上述功能分配由不同的功能模块来完成,即划分成不同的功能模块,来完成上述描述的全部或部分功能。
[0058]
可以理解的是,对本领域普通技术人员来说,可以根据本发明的技术方案及其发明构思加以等同替换或改变,而所有这些改变或替换都应属于本发明所附的权利要求的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1