一种内啮合齿轮泵后泵壳体定位工装的制作方法
1.本发明涉及后泵壳体加工技术领域,尤其是一种内啮合齿轮泵后泵壳体定位工装。
背景技术:
2.随着液压系统的发展,齿轮泵已得到广泛应用,后泵壳体作为内啮合齿轮泵的支撑零件,精度要求高,否则齿轮旋转时,油量泄流过大或噪音超标,都无法实现齿轮泵泵油的功能。原有的后泵壳体加工采用三爪装夹,靠人为找正,劳动强度大,耗时长,定位精度差,质量不稳定。
技术实现要素:
3.针对上述技术问题,本发明提出了一种内啮合齿轮泵后泵壳体定位工装,该定位工装针对内啮合齿轮泵后泵壳体设计,结构简单,定位精度高,使用方便快速,能有效保证零件加工质量,提高生产进度,又能极大地降低劳动强度,满足后泵壳体批量化生产的需求。
4.一种内啮合齿轮泵后泵壳体定位工装,包括定位底座、定位销及定位螺栓,所述定位底座为台阶轴,定位底座的上部方形轴,设有与后泵壳体上现有安装孔配合使用的定位孔,所述定位孔包括光面孔和螺纹孔,所述后泵壳体通过定位销和定位螺栓固定在定位底座上,所述定位底座的下部为圆轴,用于连接外部装夹设备。
5.作为上述技术方案的优选,所述定位销包括圆柱销和菱形销。
6.作为上述技术方案的优选,所述定位底座上设有与后泵壳体同轴的中空部。
7.本发明的有益效果在于:
8.该定位工装针对内啮合齿轮泵后泵壳体设计,结构简单,定位精度高,使用方便快速,能有效保证零件加工质量,提高生产进度,又能极大地降低劳动强度,满足后泵壳体批量化生产的需求。
附图说明
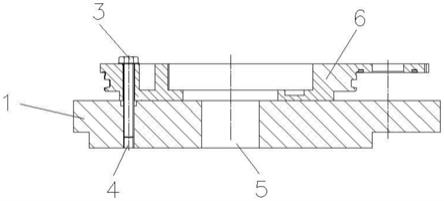
9.图1为本发明与后泵壳体连接剖视图。
10.图2为本发明与后泵壳体连接俯视图。
11.附图标记如下:1
‑
定位底座、2
‑
定位销、3
‑
定位螺栓、4
‑
定位孔、5
‑
中空部、6
‑
后泵壳体。
具体实施方式
12.下面结合本发明的附图,对本发明的技术方案进行清楚、完整的描述。基于本发明的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都属于本发明保护的范围。
13.如图1、图2所示的一种内啮合齿轮泵后泵壳体定位工装,包括定位底座1、定位销2及定位螺栓3,所述定位底座1为台阶轴,定位底座1的上部方形轴,设有与后泵壳体6上现有安装孔配合使用的定位孔4,所述定位孔4包括光面孔和螺纹孔,所述后泵壳体6通过定位销2和定位螺栓3固定在定位底座1上,所述定位底座1的下部为圆轴,用于连接外部装夹设备。
14.在本实施例中,所述定位销1包括圆柱销和菱形销。
15.在本实施例中,所述定位底座1上设有与后泵壳体6同轴的中空部5。
16.本实施例的具体工作原理如下。
17.首先,将定位底座1下部的圆轴通过三爪卡盘装夹固定,在定位底座1被三爪卡盘固定牢固的基础上定位安装后泵壳体6。将后泵壳体6上的安装孔与定位底座1上的定位孔4对齐之后,先将圆柱销和菱形销装入指定的光面孔内,将后泵壳体6与定位底座1初步定位,然后在通过定位螺栓3将后泵壳体6与定位底座1锁紧,即完成后泵壳体6的装夹定位,可以开始对后泵壳体6的异形面进行加工。
18.以上仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1