一种四联一体式金属板料整平热处理定型夹具的制作方法
[0001]
本实用新型涉及金属板材生产设备技术领域,尤其是一种四联一体式金属板料整平热处理定型夹具。
背景技术:
[0002]
金属板材在加工的过程中,采用现有的定型夹具夹住板材后再放入热处理炉时,由于板材在高温热处理的过程中会发生板型变化,而使用现有的定型夹具无法降低板材在热处理后的变形系数(现有的定型夹具中,定型夹具的压板一般只有一块,且为一整块,若板材为异形板材,那么现有的定型夹具只能夹住异形板材的最顶部位置,至于其他的位置就无法夹住,导致牢固程度不高),故而,对于板材的成材率有一定的影响,进而使得产品质量下降。
技术实现要素:
[0003]
针对现有技术的不足,本实用新型提供一种四联一体式金属板料整平热处理定型夹具,该定型夹具通过简单的结构设计,能够根据异形板材不同高度进行夹持,夹持的稳固性好,能够有效降低板材在热处理后的变形系数,进而提高板材的成材率以及产品质量。
[0004]
本实用新型的技术方案为:
[0005]
一种四联一体式金属板料整平热处理定型夹具,其特征在于:它包括整平盛板、双头螺杆、整平压板和加厚紧固螺母,所述整平盛板的顶面等间距固定安装有若干对双头螺杆,所述每对双头螺杆均包括有a双头螺杆和b双头螺杆,所述a双头螺杆和b双头螺杆的顶部共同连接有整平压板,所述a双头螺杆和b双头螺杆的顶部均通过安装有加厚紧固螺母与整平压板固定连接。
[0006]
进一步的,所述双头螺杆的材质为不锈钢。
[0007]
进一步的,所述a双头螺杆和b双头螺杆前后对称设置。
[0008]
进一步的,所述整平压板的形状为吊环式。
[0009]
本实用新型的有益效果为:本实用新型结构简单,实用性强,通过采用经过特殊处理过的模具钢板制成的定位夹具后,将要处理的板材放入每联的整平压板下,即整平盛板与整平压板之间,再根据板材的特性以及高度相应调节加厚紧固螺母,把两边的整平压板调节平衡后并牢固夹紧板材,然后,再放入热处理炉中进行工艺处理,增添此定型夹具后,以及根据实际加工板材的结果显示,板材在热处理后的变形系数大大下降,从而有效提高板材的成材率和提高产品的质量。
附图说明
[0010]
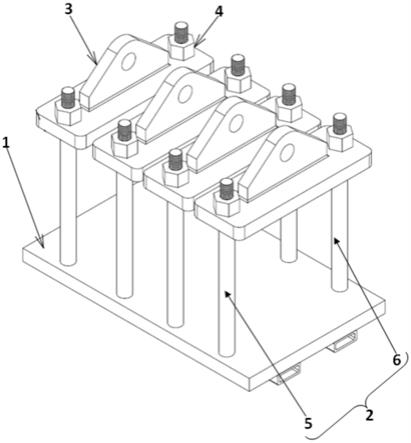
图1为本实用新型的结构示意图。
[0011]
图中,1、整平盛板;2、双头螺杆;3、整平压板;4、加厚紧固螺母;5、a双头螺杆;6、b双头螺杆。
具体实施方式
[0012]
下面结合附图对本实用新型的具体实施方式作进一步说明:
[0013]
如图1所示,一种四联一体式金属板料整平热处理定型夹具,它包括整平盛板1、双头螺杆2、整平压板3和加厚紧固螺母4,所述整平盛板1的顶面等间距固定安装有若干对双头螺杆2,所述每对双头螺杆2均包括有a双头螺杆5和b双头螺杆6,所述a双头螺杆5和b双头螺杆6的顶部共同连接有整平压板3,所述a双头螺杆5和b双头螺杆6的顶部均通过安装有加厚紧固螺母4与整平压板3固定连接。
[0014]
所述双头螺杆2的材质为不锈钢。
[0015]
所述a双头螺杆5和b双头螺杆6前后对称设置。
[0016]
所述整平压板3的形状为吊环式。
[0017]
本实用新型的原理以及产生的效果为:本实用新型通过采用经过特殊处理过的模具钢板制成的定位夹具后,将要处理的板材放入每联的整平压板3下,即整平盛板1与整平压板3之间,再根据板材的特性以及高度相应调节各联整平压板3对应的加厚紧固螺母4(若是异形板材,异形板材存在多个高低不同的位置,根据这些不同的位置,我们采用各联的整平压板3分别压住异形板材不同高度且为受力的位置,即各联的整平压板3压制板材的位置高度均不相同,正是由于各联的整平压板3可以根据异形板材不同的受力高度位置进行夹持,才稳固地将板材夹住),夹住后,把各联两边的整平压板3调节平衡后并牢固夹紧板材,然后,再放入热处理炉中进行工艺处理,增添此定型夹具后,以及根据实际加工板材的结果显示,板材在热处理后的变形系数大大下降,从而有效提高板材的成材率和提高产品的质量。
[0018]
上述实施例和说明书中描述的只是说明本实用新型的原理和最佳实施例,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1