一种扩束尾纤定长加工装置的制作方法
[0001]
本实用新型属于机械加工设备领域,具体地,涉及一种扩束尾纤定长加工装置。
背景技术:
[0002]
尾纤又叫做猪尾线,只有一端有连接头,而另一端是一根光缆纤芯的断头,通过熔接与其他光缆纤芯相连,常出现在光纤终端盒内,用于连接光缆与光纤收发器。扩束光纤是指通过一定的手段将光纤的模场直径扩大,模场直径是单模光纤的一个重要参数,普通的单模光纤模场直径约10um,在与其他光纤以及光器件之间进行耦合时,太小的模场直径往往难以实现高效的耦合,增大单模光纤的模场直径不仅可以增大激光光源到单模光纤的耦合效率,还可以减少径向失配造成的损耗,对于一些比较特殊的参铒光纤,模场直径更小,只有4~5um,在与普通单模光纤耦合时,由于模场直径的失配,会增加耦合损耗而降低耦合效率。
[0003]
目前大部分对扩束尾纤的端帽长度控制是通过在玻璃毛细管下方放置一个微分尺,再使用显微镜来观察熔接点里玻璃毛细管管口的长度来进行定长控制;该方法生产效率较低,且对员工的技术技能依赖较高,端帽长度的一致性较差,在尾纤研磨时比较难以控制端帽长度。
技术实现要素:
[0004]
为了解决以上问题,本实用新型提供一种扩束尾纤定长加工装置,该种扩束尾纤定长加工装置采用自动化装置对尾纤进行加工,可使尾纤长度一致,可有效提高产品加工质量和加工效率。
[0005]
为了达到上述目的,本实用新型通过以下技术方案来实现:一种扩束尾纤定长加工装置,包括机架以及设于机架上的用于固定尾纤的固定装置、定长装置及切割装置,所述定长装置设于固定装置端部,所述切割装置设于固定装置与定长装置相连部位。固定装置对尾纤进行固定,定长装置对尾纤进行长度定量,切割装置对尾纤进行切割。
[0006]
进一步地,所述固定装置包括第一固定条,所述第一固定条内设有横向穿设于第一固定条的空心槽,所述空心槽内径比尾纤外径大3-5 mm。尾纤穿过空心槽,被第一固定条固定。
[0007]
进一步地,所述定长装置包括第二固定条,所述第二固定条顶端设有圆弧形的凹槽,所述凹槽内径与空心槽内径相等,且所述凹槽的轴中心与空心槽的轴中心重叠;所述第二固定条远离第一固定条端设有红外发射器。穿过空心槽的尾纤在凹槽上,其端部由红外发射器发出的红外线来计量其长度,计量准确度高。
[0008]
进一步地,所述切割装置包括第三固定条、滑块、第一连接块、气缸、伸缩杆及切刀,所述第三固定条垂直设于机架上,所述第三固定条侧面设有第一导轨,所述滑块与第一导轨滑动相连,所述第一连接块与滑块通过连接杆相连,所述气缸设于第一连接块下表面,所述伸缩杆一端与气缸相连,另一端通过第二连接块与切刀相连。通过气缸的驱动力使切
刀完成对尾纤的切割操作。
[0009]
进一步地,所述第一导轨两端均设有第一限位块。
[0010]
进一步地,所述第二固定条上设有第二导轨,所述红外发射器与第二导轨滑动相连。方便调整对不同长度的尾纤加工。
[0011]
进一步地,所述第二导轨两端均设有第二限位块。
[0012]
进一步地,所述加工装置还包括收集箱,所述收集箱设于机架侧面靠近第二固定条端部处。收集箱方便对切割后的产品进行收集。
[0013]
进一步地,所述加工装置还包括控制系统,所述控制系统包括控制器和操作面板,所述控制器设于机架内,所述控制器用于控制滑块、气缸及红外发射器,所述操作面板设于机架侧面。由控制系统控制具体操作,可实现自动化智能化,减少人工操作,提高加工效率和加工质量。
[0014]
进一步地,所述机架底部设有万向轮,所述机架侧面设有柜子,所述柜子上设有把手。万向轮方便移动装置,柜子可增加储物功能,合理利用空间。
[0015]
有益效果:与现有技术相比,本实用新型具有以下优点:本实用新型提供的一种扩束尾纤定长加工装置,该种扩束尾纤定长加工装置固定装置对尾纤进行固定,定长装置对尾纤进行长度定量,切割装置对尾纤进行切割;由红外发射器发出的红外线来计量其长度,计量准确度高;由控制系统控制具体操作,可实现自动化智能化,减少人工操作,提高加工效率和加工质量。
附图说明
[0016]
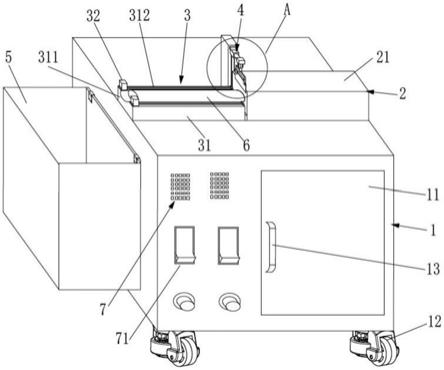
图1为本实用新型所述的一种扩束尾纤定长加工装置结构图;
[0017]
图2为本实用新型所述的第一固定条右视图
[0018]
图3为图1中a处结构局部放大图。
[0019]
图中:1机架、11柜子、12万向轮、13把手、2固定装置、21第一固定条、211空心槽、3定长装置、31第二固定条、311凹槽、312第二导轨、313第二限位块、32红外发射器、4切割装置、41第三固定条、411第一导轨、412第一限位块、42滑块、43第一连接块、44气缸、45伸缩杆、46第二连接块、47切刀、48连接杆、5收集箱、6尾纤、7控制系统、71操作面板。
具体实施方式
[0020]
下面结合附图和具体实施例,进一步阐述本实用新型。
[0021]
实施例1
[0022]
如图1所示,一种扩束尾纤定长加工装置,包括机架1以及设于机架1上的用于固定尾纤6的固定装置2、定长装置3及切割装置4,所述定长装置3设于固定装置2端部,所述切割装置4设于固定装置2与定长装置3相连部位。所述固定装置2包括第一固定条21,所述第一固定条21内设有横向穿设于第一固定条21的空心槽211,如图2所示,所述空心槽211内径比尾纤6外径大3-5 mm。所述定长装置3包括第二固定条31,所述第二固定条31顶端设有圆弧形的凹槽311,所述凹槽311内径与空心槽211内径相等,且所述凹槽311的轴中心与空心槽211的轴中心重叠;所述第二固定条31远离第一固定条21端设有红外发射器32。
[0023]
其中,如图3所示,所述切割装置4包括第三固定条41、滑块42、第一连接块43、气缸
44、伸缩杆45及切刀47,所述第三固定条41垂直设于机架1上,所述第三固定条41侧面设有第一导轨411,所述滑块42与第一导轨411滑动相连,所述第一连接块43与滑块42通过连接杆48相连,所述气缸44设于第一连接块43下表面,所述伸缩杆45一端与气缸44相连,另一端通过第二连接块46与切刀47相连。
[0024]
此外,所述加工装置还包括控制系统7,所述控制系统7包括控制器和操作面板71,所述控制器设于机架1内,所述控制器用于控制滑块42、气缸44及红外发射器32,所述操作面板71设于机架1侧面。
[0025]
该种扩束尾纤定长加工装置工作时,由控制系统7的操作面板71来控制具体操作,将尾纤6穿过空心槽211,尾纤6端部移至凹槽311上靠近端部处,红外发射器32发出的红外线感应到尾纤6时,再由气缸44驱动切刀47下移,完成对尾纤6的切割,然后气缸44带动切刀47上移,即完成对尾纤6的定长切割。
[0026]
实施例2
[0027]
如图1所示,一种扩束尾纤定长加工装置,包括机架1以及设于机架1上的用于固定尾纤6的固定装置2、定长装置3、切割装置4及收集箱5,所述机架1底部设有万向轮12,所述机架1侧面设有柜子11,所述柜子11上设有把手13,所述定长装置3设于固定装置2端部,所述切割装置4设于固定装置2与定长装置3相连部位。所述固定装置2包括第一固定条21,所述第一固定条21内设有横向穿设于第一固定条21的空心槽211,如图2所示,所述空心槽211内径比尾纤6外径大3-5 mm。所述定长装置3包括第二固定条31,所述第二固定条31上设有第二导轨312,所述第二导轨312两端均设有第二限位块313,所述第二固定条31顶端设有圆弧形的凹槽311,所述凹槽311内径与空心槽211内径相等,且所述凹槽311的轴中心与空心槽211的轴中心重叠;所述第二固定条31远离第一固定条21端设有红外发射器32,所述红外发射器32与第二导轨312滑动相连。所述收集箱5设于机架1侧面靠近第二固定条31端部处,
[0028]
其中,如图3所示,所述切割装置4包括第三固定条41、滑块42、第一连接块43、气缸44、伸缩杆45及切刀47,所述第三固定条41垂直设于机架1上,所述第三固定条41侧面设有第一导轨411,所述滑块42与第一导轨411滑动相连,所述第一导轨411两端均设有第一限位块412,所述第一连接块43与滑块42通过连接杆48相连,所述气缸44设于第一连接块43下表面,所述伸缩杆45一端与气缸44相连,另一端通过第二连接块46与切刀47相连。
[0029]
此外,所述加工装置还包括控制系统7,所述控制系统7包括控制器和操作面板71,所述控制器设于机架1内,所述控制器用于控制滑块42、气缸44及红外发射器32,所述操作面板71设于机架1侧面。
[0030]
以上所述仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以做出若干改进,这些改进也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1