工业自动化控制装置及方法与流程
工业自动化控制装置及方法
【技术领域】
1.本发明涉及自动化控制技术领域,尤其涉及一种工业自动化控制装置。
背景技术:
2.市面上的玻璃基板一些是通过将胶滴在上面后外界膜贴附于其上,由于胶的量不能较好地控制,不时会导致两者之间的胶不足,影响贴附质量,工作人员需将两者分离后再添加胶,也降低了生产速率。
3.因此现有技术存在不足,需要改进。
技术实现要素:
4.为克服上述的技术问题,本发明提供了一种工业自动化控制装置。
5.本发明解决技术问题的方案是提供一种工业自动化控制装置,包括控制系统、传送带系统、第一视觉检测系统、机械手臂、滴胶系统、第二视觉检测系统,传送带系统包括第一检测工位、滴胶工位及第二检测工位,所述第一视觉检测系统位于第一检测工位处,所述滴胶系统位于滴胶工位处,所述第二视觉检测系统位于第二检测工位处,所述传送带系统、第一视觉检测系统、机械手臂、滴胶系统及第二视觉检测系统分别与控制系统电性连接,所述机械手臂与滴胶系统机械连接并可在控制系统的控制下带动滴胶系统移动,所述传送带用于传送玻璃基板,所述第一视觉检测系统用于确定位于第一检测工位处的玻璃基板的位置,所述滴胶系统用于对位于滴胶工位处的玻璃基板进行滴胶,所述第二视觉检测系统用于对所滴在玻璃基板上的胶的高度及所占玻璃基板的面积进行检测,当检测到所滴在玻璃基板上的胶的高度和/或所占玻璃基板的面积不符合预设尺寸时,所述控制系统控制机械手臂带动滴胶系统移至第二检测工位处对玻璃基板进行二次滴胶。
6.优选地,所述滴在玻璃基板上的胶的高度的预设尺寸为2.5mm。
7.优选地,所述滴在玻璃基板上的胶所占玻璃基板的面积的预设尺寸为16mm2。
8.优选地,所述工业自动化控制装置还包括供胶部,所述供胶部内盛有胶,所述滴胶系统内的胶用完后,所述控制系统控制机械手臂带动滴胶系统移至供胶部处吸取胶。
9.优选地,所述供胶部包括桶体、平板盖及开合手臂,所述桶体内盛有胶,所述开合手臂一端固定在桶体上,另一端与平板盖连接,所述开合手臂与控制系统电性连接,所述开合手臂可将平板盖盖至桶体的开口处或将盖在开口处的平板盖移开。
10.优选地,所述供胶部还包括液位传感器,所述工业自动化控制装置还包括警报系统,所述液位传感器与警报系统分别与控制系统电性连接,所述液位传感器对桶体内胶的液位进行检测,当所述液位传感器检测到实际液位低于预设的液位高度时,所述控制系统发送警报信号给警报系统,所述警报系统发送警报信息以进行提示。
11.优选地,所述供胶部还包括抽真空设备,所述抽真空设备与控制系统电性连接,所述抽真空设备部分位于桶体外,部分位于桶体内用于对桶体内进行抽真空以降低位于桶体内的胶被风干的速度。
12.优选地,所述第二视觉检测系统包括分别与控制系统电性连接的第一摄像头与第二摄像头,所述第一摄像头与传送带系统的传送带的面所处的平面垂直用于对所滴在玻璃基板上的胶所占玻璃基板的面积进行检测,所述第二摄像头的拍摄方向与传送带系统的传送带的面所处的平面平行用于对所滴在玻璃基板上的胶的高度进行检测。
13.本发明还提供一种工业自动化控制方法,其采用上述的工业自动化控制装置,包括如下步骤:
14.步骤s1:对位于第一检测工位上的玻璃基板的位置进行检测;
15.步骤s2:对位于滴胶工位上的玻璃基板进行滴胶;
16.步骤s3:对位于第二检测工位上的玻璃基板上的胶的高度及其所占玻璃基板的面积进行检测;
17.步骤s4:对位于第二检测工位上的玻璃基板的胶的高度和/或其所占玻璃基板的面积不符合预设尺寸的玻璃基板进行二次滴胶。
18.相对于现有技术,本发明的工业自动化控制装置及方法具有如下优点:
19.通过对玻璃基板上的胶的高度及所占的面积进行检测,使得不符合预定尺寸的胶得以被再次添加,使得外界膜在贴附时两者之间的量足以铺满在两者之间,有利于增加贴附质量,同时也防止膜在贴附后因胶不足需要取下膜再次添加胶情形的产生,有利于提升生产效率。
【附图说明】
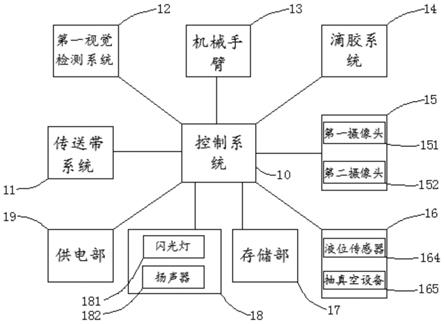
20.图1是本发明的工业自动化控制装置的具体模块连接结构示意图。
21.图2是本发明的工业自动化控制装置的供胶部的立体结构示意图。
22.图3是本发明的工业自动化控制方法的具体流程示意图。
23.附图标记说明:
24.10、控制系统;11、传送带系统;12、第一视觉检测系统;13、机械手臂;14、滴胶系统;15、第二视觉检测系统;16、供胶部;17、存储部;18、警报系统;19、供电部;151、第一摄像头;152、第二摄像头;161、桶体;162、平板盖;163、开合手臂;164、液位传感器;165、抽真空设备;181、闪光灯;182、扬声器。
【具体实施方式】
25.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施实例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅用于解释本发明,并不用于限定本发明。
26.请参阅图1
‑
图2,本发明提供一种工业自动化控制装置,用于传送玻璃基板并对玻璃基板进行滴胶以便后续膜贴附于其上,包括控制系统10、传送带系统11、第一视觉检测系统12、机械手臂13、滴胶系统14、第二视觉检测系统15、供胶部16、存储部17、警报系统18及供电部19,传送带系统11、第一视觉检测系统12、机械手臂13、滴胶系统14、第二视觉检测系统15、供胶部16、存储部17、警报系统18及供电部19分别与控制系统10电性连接,传送带系统11包括第一检测工位、滴胶工位及第二检测工位,滴胶工位位于第一检测工位与第二检测工位之间且传送带系统11在运行时会将位于其上的玻璃基板从第一检测工位经由滴胶
工位运送至第二检测工位处,第一视觉检测系统12位于第一检测工位处,滴胶系统14位于滴胶工位处且与机械手臂13机械连接,第二视觉检测系统15位于第二检测工位处。
27.传送带系统11用于传送玻璃基板;第一视觉检测系统12用于确定位于第一检测工位处的玻璃基板的位置,具体确定出玻璃基板的中间位置,以便后续滴胶系统14在玻璃基板的中间位置滴胶;机械手臂13用于在控制系统10的控制下带动滴胶系统14在滴胶工位以及第二检测工位处运动;第二视觉检测系统15用于对所滴在玻璃基板上的胶的高度及所占玻璃基板的面积进行检测,当检测到所滴在玻璃基板上的胶的高度和/或所占玻璃基板的面积不符合预设尺寸时,所述控制系统10控制机械手臂13带动滴胶系统14移至第二检测工位处对玻璃基板进行二次滴胶,可有效降低重复贴附的概率,有利于提升生产效率;供胶部16内盛有胶用于在滴胶系统14的胶用完后补充胶给滴胶系统14,以提升工业自动化控制装置的续航;存储部17用于对第一视觉检测系统12及第二视觉检测系统15的检测数据进行存储,以便后续工作人员的查看;警报系统18在供胶部16中存胶量不足时发出警报以提示工作人员添胶;供电部19用于与外界电源连接以提供电源给工业自动化控制装置。
28.优选地,滴在玻璃基板上的胶的高度的预设尺寸为2.5mm,即当第二视觉检测系统15检测到滴在玻璃基板上的胶的高度不足2.5mm时,控制系统10会控制滴胶系统14在位于第二检测工位处的玻璃基板上进行二次滴胶,以使高度符合;滴在玻璃基板上的胶所占玻璃基板的面积的预设尺寸为16mm2,即当第二视觉检测系统15检测到滴在玻璃基板上的胶所占玻璃基板的面积不足16mm2时,控制系统10会控制滴胶系统14在位于第二检测工位处的玻璃基板上进行二次滴胶,以使面积符合。
29.进一步地,第二视觉检测系统15包括分别与控制系统10电性连接的第一摄像头151与第二摄像头152,第一摄像头151与传送带系统11的传送带的面所处的平面垂直用于对所滴在玻璃基板上的胶所占玻璃基板的面积进行检测,第二摄像头152的拍摄方向与传送带系统11的传送带的面所处的平面平行用于对所滴在玻璃基板上的胶的高度进行检测,即通过两个摄像头对胶的高度及面积分别进行检测,而不是通过一摄像头对高度及面积进行检测,具有较佳的准确性。
30.进一步地,供胶部16包括桶体161、平板盖162、开合手臂163、液位传感器164及抽真空设备165,开合手臂163、液位传感器164及抽真空设备165分别与控制系统10电性连接,开合手臂163一端固定在桶体161上,另一端与平板盖162连接,液位传感器164设置在桶体161内,抽真空设备165部分位于桶体161外,部分位于桶体161内用于对桶体161内。
31.在滴胶系统14内的胶用完后,控制系统10控制机械手臂13带动滴胶系统14移至供胶部16处吸取胶;开合手臂163可在控制系统10的控制下将平板盖162盖至桶体161的开口处以实现封堵或将盖在开口处的平板盖162移开以便于滴胶系统14吸取胶,平板盖162的设置相较于拧盖,可在实现滴胶系统14吸取胶的同时降低操作难度,以确保流程的顺利进行;液位传感器164用于对桶体161内胶的液位进行检测,当检测到胶的实际液位低于预设的液位高度时,控制系统10发送警报信号给警报系统18,警报系统18发送警报信息以进行提示;抽真空设备165用于对桶体161内进行抽真空操作,以在平板盖162盖在桶体161开口处后降低位于桶体161内的胶被风干的速度,也有利于增加平板盖162与桶体161连接的稳固程度。
32.优选地,警报系统18包括分别与控制系统10电性连接的闪光灯181与扬声器182,警报系统18在收到警报信号时闪光灯181闪烁及扬声器182发出提示音,通过声与光对工作
人员进行提示,提示成功的概率更高,有利于促进生产的持续进行。
33.请参阅图3,本发明还提供一种工业自动化控制方法,其采用上述的工业自动化控制装置,包括如下步骤:
34.步骤s1:对位于第一检测工位上的玻璃基板的位置进行检测;
35.步骤s2:对位于滴胶工位上的玻璃基板进行滴胶;
36.步骤s3:对位于第二检测工位上的玻璃基板上的胶的高度及其所占玻璃基板的面积进行检测;
37.步骤s4:对位于第二检测工位上的玻璃基板的胶的高度和/或其所占玻璃基板的面积不符合预设尺寸的玻璃基板进行二次滴胶。
38.相对于现有技术,本发明的工业自动化控制装置及方法具有如下优点:
39.通过对玻璃基板上的胶的高度及所占的面积进行检测,使得不符合预定尺寸的胶得以被再次添加,使得外界膜在贴附时两者之间的量足以铺满在两者之间,有利于增加贴附质量,同时也防止膜在贴附后因胶不足需要取下膜再次添加胶情形的产生,有利于提升生产效率。
40.以上所述仅为本发明的较佳实施例,并非因此限制本发明的专利范围,凡是在本发明的构思之内所作的任何修改,等同替换和改进等均应包含在本发明的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1