一种三元流叶片用定位工装及其使用方法与流程
1.本发明涉及定位工装领域,特别涉及一种三元流叶片用定位工装及其使用方法。
背景技术:
2.现有的烧结风机的三元流叶片定位工装,如公开号为“cn209857829u”,名称为“一种烧结风机三元流叶片安装定位工装”的中国专利,其实施方式的结构如图1所示,包括底板6,底板6两端分别垂直固设有立板1,立板1开设有上插槽2和下插槽3,上插槽2内插有上等高样线板4,下插槽3内插有下高等样板5,上等高样板4和下等高样板5同侧边缘设置有与叶片型线相贴合的弧线;使用将底板6放置在叶片非工作面在中盘的弦线上,将叶片非工作面贴合在底板6上与底板6长度进行比对,检测叶片尺寸是否合格,然后将叶片与上等高样板4和下等高样板5贴合,检验叶片型线是否合格。但是,为保证叶型检验的精度,对上插槽2和下插槽3的加工要求较高,以及对底板6底面的表面精度要求也较高,这样的检测三元流叶片的工具制作不方便,结构不够简单,增加三元流叶片的成本,使得精度不高。
技术实现要素:
3.本发明为解决现有技术中存在三元流叶片用安装定位成本高、精度低的问题,提供一种烧结风机的三元流叶片用定位工装及安装叶片的方法。
4.一种三元流叶片用定位工装,用于对烧结风机的中盘的叶片进行定位安装,其特殊在于:包括进口立板、出口立板以及多个叶型样板;
5.所述进口立板、出口立板均垂直设置,所述进口立板的底面与出口立板的底面均位于同一水平面上,用于与烧结风机的中盘的表面配合;
6.所述多个叶型样板位于在所述进口立板和所述出口立板之间,所述多个叶型样板的左侧端与所述进口立板固定连接,其右侧端与所述出口立板固定连接,其前侧边与待测叶片迎风面的型线相配合;
7.所述进口立板与待安装叶片在进口处的叶片翼型骨线的切线垂直,所述进口立板的前侧边与待安装叶片在进口端侧边相配合;
8.所述出口立板与待安装叶片在出口处的叶片翼型骨线的切线垂直,所述出口立板的前侧边与待安装叶片在出口端侧边相配合。
9.进一步地,所有叶型样板的后侧边、进口立板的后侧边以及出口立板的后侧边位于同一平面上,且该平面为垂直面。
10.进一步地,所述叶型样板的后侧边设置有避让缺口。
11.进一步地,所述叶型样板的数量为两个。
12.进一步地,所有所述叶型样板为水平板。
13.进一步地,所述进口立板、出口立板以及叶型样板均为碳钢材质。
14.一种所述的三元流叶片的定位工装的使用方法,包括以下步骤:
15.步骤一、根据烧结风机总叶片的数量n,在烧结风机中盘的外圆周上进行画线,将
圆周均匀分为n等份并做标记点,每个标记点作为叶片出口端位置;
16.步骤二、根据叶片在烧结风机的中盘上的径向尺寸,在烧结风机中盘上画出内圆周线;
17.步骤三、将定位工装放置于中盘上,使出口立板的前侧边的底端点与一个所述叶片出口端位置重合;
18.步骤四、以出口立板的前侧边的底端点为中心,使定位工装的进口立板水平旋转,使进口立板的前侧边的底端点落在内圆周线上,确定了叶片进口端位置;
19.步骤五、将叶片的进口端侧边与进口立板的前侧边贴合,叶片的出口端侧边与出口立板的前侧边贴合,叶片的迎风面与叶型样板的前侧边贴合,确定叶片的安装位置;
20.步骤六、通过焊接方式将叶片固定装配在烧结风机的中盘上;
21.步骤七、重复步骤三、四、五、六,将其他叶片分别固定装配在烧结风机的中盘上,直至n个叶片安装完成。
22.与现有技术相比,本发明有益效果如下:
23.(1)使用本发明的定位工装,在烧结风机的中盘上安装叶片时,通过叶片的进口端侧边与进口立板的前侧边贴合,叶片的出口端侧边与出口立板的前侧边贴合,叶片的迎风面与叶型样板的前侧边贴合,能够确定出叶片的安装位置,其结构简单、成本低,安装叶片过程简便快捷。
24.(2)本发明中叶型样板、进口立板以及出口立板之间均固定连接,结构稳定可靠、精度高。
附图说明
25.图1为现有技术的主视示意图;
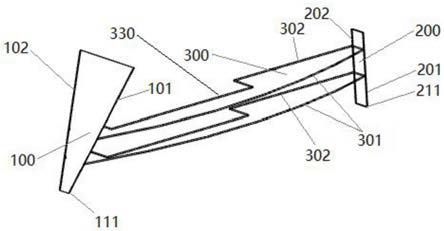
26.图2为实施例中提供的三元流叶片用定位工装的结构示意图;
27.图3为实施例中提供的三元流叶片用定位工装检验叶片的示意图;
28.图4为三元流叶片用定位工装的使用方法的示意图(一);
29.图5为三元流叶片用定位工装的使用方法的示意图(二);
30.附图标记说明:100-进口立板、101-进口立板的前侧边、102-进口立板的后侧边、111-进口立板前侧边的底端点、200-出口立板、201-出口立板的前侧边、202-出口立板的后侧边、211-出口立板的前侧边的底端点、300-叶型样板、301-叶型样板的前侧边、302-叶型样板的后侧边、400-烧结风机的中盘、500-叶片。
具体实施方式
31.下面结合附图,对本发明的具体实施方式进行详细描述,但应当理解为本发明的保护范围并不受具体实施方式的限制。
32.如图2,一种三元流叶片用定位工装的结构示意图。该三元流叶片用定位工装包括进口立板100、出口立板200以及两个叶型样板300;进口立板100、出口立板200以及叶型样板300均为碳钢材质,进口立板100、出口立板200均垂直设置;进口立板100的底面与出口立板200的底面均位于同一水平面上,用于与烧结风机的中盘400的表面配合;两个叶型样板位于在进口立板100和出口立板200之间,进口立板100固定连接在所有叶型样板300的左侧
端,出口立板200固定连接在所有叶型样板300的右侧端,叶型样板的前侧边301与待安装叶片的迎风面的型线相配合;进口立板100与待安装叶片500在进口处的叶片翼型骨线的切线垂直,进口立板的前侧边101与待安装叶片500在进口端侧边相配合;出口立板200与待安装叶片500在出口处的叶片翼型骨线的切线垂直,出口立板的前侧边201与待安装叶片500在出口端侧边相配合。
33.该三元流叶片用定位工装也可以作为检测制作成型的三元流叶片是否合格的工具,优选地,两个叶型样板的后侧边302、进口立板的后侧边102以及出口立板的后侧边202位于同一平面上,且该平面为垂直面,使用时,使该平面水平放置(如图3所示),叶片500的进口端侧边与进口立板的前侧边101贴合,叶片的出口端侧边与出口立板的前侧边201贴合,叶片的迎风面与叶型样板的前侧边301贴合,通过人工观察贴合程度以及贴合处缝隙大小,做出叶片检验是否合格的结论。
34.为保证在定位工作不会与相邻叶片的背风面形成干涉,优选在叶型样板的后侧边302还设置有避让缺口330,避让缺口330能够避开相邻叶片的背风面,并且可以减少定位工装的质量。
35.如图4所示,在一个烧结风机的中盘400安装12个三元流叶片500时,该三元流叶片用定位工装的使用方法包括以下步骤:
36.步骤一、根据烧结风机总叶片的数量12,在烧结风机中盘的外圆周上进行画线,将圆周均匀分为12等份并做标记点,每个标记点作为叶片出口端位置a;
37.步骤二、根据叶片在烧结风机的中盘上的径向尺寸,在烧结风机中盘上画出内圆周线;
38.步骤三、将定位工装放置于中盘400上,使出口立板的前侧边的底端点211与一个叶片出口端位置重合;
39.步骤四、以出口立板的前侧边的底端点211为中心,使定位工装的进口立板100水平旋转,使进口立板前侧边的底端点111落在内圆周线上,确定了叶片进口端位置b;
40.步骤五、将叶片的进口端侧边与进口立板的前侧边101贴合,叶片的出口端侧边与出口立板的前侧边201贴合,叶片的迎风面与叶型样板的前侧边301贴合,这样便确定了叶片500在中盘400上的安装位置;
41.步骤六、将叶片500通过焊接方式固定装配在烧结风机的中盘400上,如图4所示;
42.步骤七、重复步骤三、四、五、六,将其他的11个叶片分别固定装配在烧结风机的中盘400上,如图5所示。
43.以上公开的仅为本发明的具体实施例,但是,本发明实施例并非局限于此,任何本领域的技术人员能思之的变化都应落入本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1