石墨烯薄膜与基底对位贴合结构的制作方法
本技术涉及多层材料贴合生产,尤其是涉及石墨烯薄膜与基底贴合生产。
背景技术:
1、石墨烯是一种导电材料,通常制作成薄膜形态并附着在相应基底载体上。实际生产时,先是将基底及石墨烯薄膜依据需要分别裁切成相应形状、尺寸,然后再将裁切好的石墨烯薄膜和基底贴合在一起,以便基底携带石墨烯薄膜组装到相应的电子产品上。为此,石墨烯薄膜和基底贴合对位情况则极大影响后续电子产品的生产质量,传统的基于牵引载带边缘对准的放卷辊压贴合方式已经难以保证贴合质量,因此,本申请人提出一种石墨烯薄膜与基底对位贴合结构,即为本案申请。
技术实现思路
1、本实用新型的目的在于提供一种石墨烯薄膜与基底对位贴合结构,提升对位贴合效果。
2、为达到上述目的,本实用新型采用如下技术方案:
3、石墨烯薄膜与基底对位贴合结构,其具有:
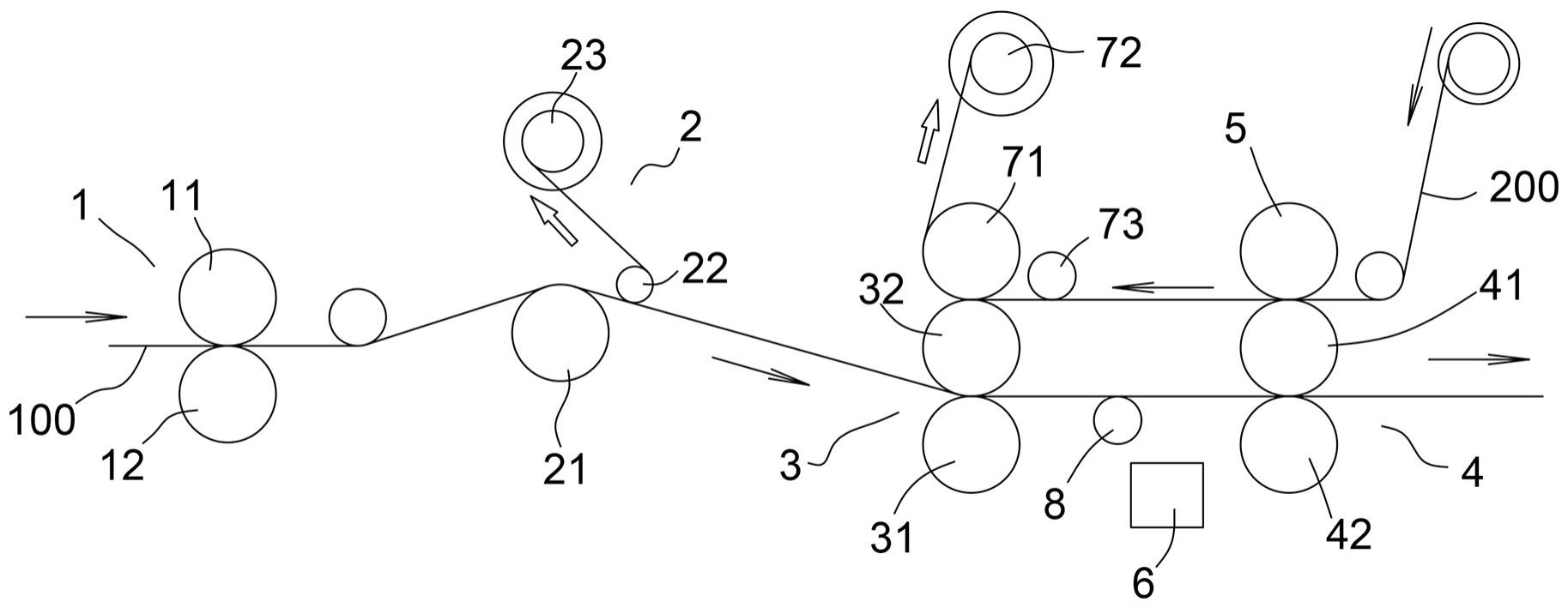
4、基底模切机构,该基底模切机构包括有第一模切辊和第一支撑底辊,第一模切辊的外周上设有第一模切区,并在第一模切区中设有第一对位切刀,该第一模切区通过相应模切刀对基底进行裁切,获得相应形状、尺寸的基底膜片,该第一对位切刀用于在基底上构造贴合套口,贴合套口位于基底膜片上;
5、基底提废机构,该基底提废机构设置在基底模切机构的下游,用于将基底模切机构模切出来的基底废料提取;
6、贴合机构,该贴合机构包括有第二支撑底辊和覆合压辊,用于将模切好的基底和石墨烯薄膜贴合在一起,其中覆合压辊还用于涨紧并牵引石墨烯薄膜;
7、输出牵引机构,该输出牵引机构设置在贴合机构的下游,用于将贴合机构贴合后的复合产品牵引传送;输出牵引机构具有形成对辊输出的上传送辊和下传送辊,并在上传送辊的上侧布设第二模切辊,第二模切辊配合上传送辊对石墨烯薄膜进行模切,模切后的石墨烯薄膜经过提废后由上述的覆合压辊牵引进入贴合;第二模切辊的外周上设有第二模切区及第二对位切刀,该第二模切区通过相应模切刀对石墨烯薄膜进行裁切,获得相应形状、尺寸的石墨烯膜片,该第二对位切刀用于在石墨烯薄膜上构造对位块,该对位块与贴合套口对位贴合;
8、光感检测机构,该光感检测机构设置在贴合机构和输出牵引机构之间,光感检测机构用于检测对位块与贴合套口对位贴合情况并做相应警示。
9、上述方案进一步是,所述基底提废机构包括有过渡支撑辊、第一提废辊及第一收卷辊,基底模切机构模切出来的基底经过过渡支撑辊传送,第一提废辊位于过渡支撑辊的下游且抵压基底的上侧面,基底废料从第一提废辊分离后收卷于第一收卷辊上。
10、上述方案进一步是,所述覆合压辊上侧叠加组装第二提废辊,第二提废辊用于提取石墨烯薄膜废料,并收卷于第二收卷辊上,第二收卷辊位于第二提废辊的上侧;所述第二提废辊的进料侧还设有压平辊,该压平辊抵压从第二模切辊处送出的模切后的石墨烯薄膜,使模切后的石墨烯薄膜至少从覆合压辊的上顶切点开始接触并绕附在覆合压辊的表面上。
11、上述方案进一步是,所述贴合机构和输出牵引机构之间还设有平托辊,该平托辊托持贴合后的复合产品,协助光感检测机构进行检测。
12、本实用新型通过对位块与基底膜片上的贴合套口套合来对位,对位的位置位于基底膜片上,更接近石墨烯薄膜在基底膜片上的贴合位置,减少牵引载带的边缘不准带来的贴合对位问题,提升对位贴合效果,石墨烯薄膜贴合稳定、一致性好;本实用新型还利用贴合机构和输出牵引机构上延展构建石墨烯薄膜的模切及提废机构,使得整体结构紧凑、合理,投资成本低,工作稳定、可靠,符合产业利用。
技术特征:
1.石墨烯薄膜与基底对位贴合结构,其特征在于,具有:
2.根据权利要求1所述的石墨烯薄膜与基底对位贴合结构,其特征在于,所述基底提废机构(2)包括有过渡支撑辊(21)、第一提废辊(22)及第一收卷辊(23),基底模切机构(1)模切出来的基底经过过渡支撑辊(21)传送,第一提废辊(22)位于过渡支撑辊(21)的下游且抵压基底的上侧面,基底废料从第一提废辊(22)分离后收卷于第一收卷辊(23)上。
3.根据权利要求1所述的石墨烯薄膜与基底对位贴合结构,其特征在于,所述覆合压辊(32)上侧叠加组装第二提废辊(71),第二提废辊(71)用于提取石墨烯薄膜废料,并收卷于第二收卷辊(72)上,第二收卷辊(72)位于第二提废辊(71)的上侧;所述第二提废辊(71)的进料侧还设有压平辊(73),该压平辊(73)抵压从第二模切辊(5)处送出的模切后的石墨烯薄膜,使模切后的石墨烯薄膜至少从覆合压辊(32)的上顶切点开始接触并绕附在覆合压辊(32)的表面上。
4.根据权利要求1所述的石墨烯薄膜与基底对位贴合结构,其特征在于,所述贴合机构(3)和输出牵引机构(4)之间还设有平托辊(8),该平托辊(8)托持贴合后的复合产品,协助光感检测机构(6)进行检测。
技术总结
本技术涉及石墨烯薄膜与基底对位贴合结构,具有基底模切机构、基底提废机构、贴合机构、输出牵引机构、第二模切辊及光感检测机构。基底模切机构对基底进行裁切时顺带在基底上构造贴合套口;在输出牵引机构的上传送辊的上侧布设第二模切辊,第二模切辊配合上传送辊对石墨烯薄膜进行模切,且在石墨烯薄膜上构造对位块,对位块与贴合套口对位贴合;贴合机构用于将模切好的基底和石墨烯薄膜贴合在一起,光感检测机构用于检测对位块与贴合套口对位贴合情况并做相应警示。本技术可减少牵引载带的边缘不准带来的贴合对位问题,提升对位贴合效果,贴合稳定、一致性好;整体结构紧凑、合理,工作稳定、可靠,符合产业利用。
技术研发人员:刘玉保
受保护的技术使用者:东莞澳普林特精密电子有限公司
技术研发日:20230628
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!