低定量水转印纸的制备方法与流程
1.本发明涉及水转印纸制作技术领域,特别涉及一种低定量水转印纸的制备方法。
背景技术:
2.水转印纸是一种特定的以实现图文印刷转移为目的的产品,水转印纸以特种纸底纸为基材,通过在纸张表面三次施胶加工分别在特种纸底纸表面形成高岭土涂层,底胶涂层和表胶涂层,底胶涂层和表胶涂层均为水溶性胶层,表胶层需要具备良好的滑动性。正面三次施胶后需要在底纸背面再经过一次施胶,达到纸张定型和稳定结构的目的,水转印纸使用时通过印刷设备将颜料印刷在水转印纸表胶涂层表面成图并干燥,印刷好后的水转印花纸背面接触水,水分渗透纸页将表层涂层溶解得出完整的图案,转移贴印于目标物体上形成完整精美的图案。
3.随着制造业工艺技术的飞速发展,带来了更多新兴的行业领域,水转印纸产品也不再局限于在传统丝网印刷行业和胶版印刷行业中使用,而是越来越多的被应用于激光打印领域,激光打印具有打印效果好、打印频率高、可同时打印图案所需要的所有色彩、操作简单等特点,激光打印相对于传统丝网印刷更加适合多样化的个性化订制印刷领域,具有极高的市场需求。
4.激光打印机器的工作原理与办公用打印机相同,对打印所用到的转印纸基材要求较高,尤其是纸张厚度,只有定量130g厚度在130μm左右的转印纸基材在经过激光打印机时才能最充分的满足激光打印机高效的打印频率。
5.现有技术中,大部分的水转印纸在激光打印机上使用时,会因较高的厚度出现卡纸现象,严重者甚至会损坏机器。为满足新兴的激光印刷领域,开发出低定量的水转印纸势在必行。
技术实现要素:
6.有鉴于此,本发明提供了一种低定量水转印纸的制备方法,用于解决现有技术中大部分的水转印纸在激光打印机上使用时,会因较高的厚度出现卡纸现象,严重者甚至会损坏机器的问题。
7.为达上述之一或部分或全部目的或是其他目的,本发明提出一种低定量水转印纸的制备方法,包括:
8.制做木浆,选用针叶制做木浆,其中,在制做木浆过程中,运用机器打浆不低于三小时;
9.调制木浆,在制成的木浆中添加一定比例的添加剂,其中,木浆中需要添加质量分数为3%
‑
5%的湿强剂和质量分数为2%
‑
3%的助滤剂;
10.抄纸,将调制好的木浆送入贮浆池,使得木浆经过网部,在网部处形成第一预成型纸页;将所述第一预成型纸页干燥、第一次涂布施胶和压光后,得到水转印底纸基材。
11.在本发明所述的低定量水转印纸的制备方法中,所述的将调制好的木浆送入贮浆
池,使得木浆经过网部,在网部处形成第一预成型纸页的步骤包括:
12.将调制好的木浆送入贮浆池,通过压力泵入流浆箱;
13.调节流浆箱的出浆阀度和出浆速度,从而控制木浆纤维在网部分布的匀度和定量参数,以在网部处形成第一预成型纸页。
14.在本发明所述的低定量水转印纸的制备方法中,所述的使得木浆经过网部的步骤后还包括:
15.通过重力、真空抽吸和刮刀脱水,将所述第一预成型纸页干燥。
16.在本发明所述的低定量水转印纸的制备方法中,将所述第一预成型纸页干燥后,使得所述第一预成型纸页的含水量范围在5.5%
‑
6.0%。
17.在本发明所述的低定量水转印纸的制备方法中,将所述第一预成型纸页干燥的步骤还包括:经过压榨部用机械方法挤出所述第一预成型纸页的水分。
18.在本发明所述的低定量水转印纸的制备方法中,所述第一次涂布施胶的步骤包括:
19.在所述第一预成型纸页的正面设置密度为15
‑
25g/
㎡
的高岭土涂料。
20.在本发明所述的低定量水转印纸的制备方法中,所述水转印底纸基材的定量为130g/
㎡
,厚度为130μm。
21.在本发明所述的低定量水转印纸的制备方法中,还包括:
22.在所述水转印底纸基材的表面涂布胶液,形成具有水溶性和滑动性的涂层胶膜;
23.在所述水转印底纸基材的背面涂布清水胶,用于控制所述水转印底纸基材的水分。
24.在本发明所述的低定量水转印纸的制备方法中,在所述水转印底纸基材的表面涂布胶液的步骤包括:
25.在所述水转印底纸基材的表面涂布底胶胶液;
26.将所述底胶胶液烘干干燥,在所述水转印底纸基材的表面形成有强度和水溶性的第一层胶膜;
27.在具备第一层胶膜的所述水转印底纸基材的表面涂布表胶胶液;
28.将所述表胶胶液烘干干燥,形成具有水溶性和滑动性的表胶涂层胶膜附着于所述底胶胶膜上。
29.本发明还提供一种设备,该设备利用所述的低定量水转印纸低定量水转印纸的制备方法,制备所述低定量水转印纸。
30.相比现有技术,本发明的有益效果在于:在本实施例中,通过制做木浆、调制木浆、抄纸三个步骤得出指定定量和指定厚度的水转印底纸基材,随后对水转印底纸基材加工得到满足激光打印机需求的水转印纸,从而极大的提高了激光打印机的工作效率和良品率,加速激光打印行业领域的发展。
附图说明
31.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以
根据这些附图获得其他的附图。
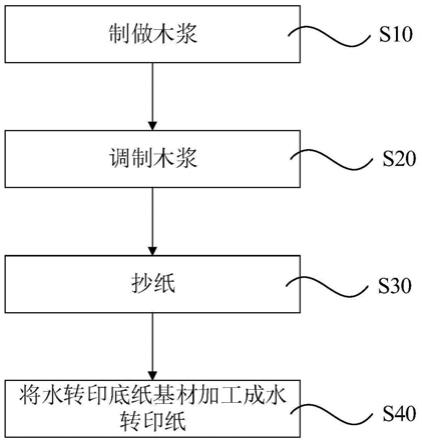
32.图1为一个实施例中的低定量水转印纸的制备方法的示意图。
33.图2为图1中将水转印底纸基材加工成水转印纸的示意图。
34.图3为图2中对水转印底纸基材的表面涂布胶液的示意图。
具体实施方式
35.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
36.为了便于实现本实施例中所提供的低定量水转印纸的制备方法,本实施例先提供一种实现此方法的制造出低定量水转印纸的设备,此设备包括能够提供剪切力的机器、用于存储木浆的贮浆池,用于调制木浆的机器和形成抄纸的网部,用于将第一预成型纸页干燥的真空抽吸机、刮刀以及压榨部。
37.下面本实施例提供一种低定量水转印纸的制备方法,包括:
38.s10:制做木浆,选用针叶制做木浆,其中,在制做木浆过程中,运用机器打浆不低于三小时。在本实施例中,由于水转印纸底纸的基材需要相对较高的纸页强度,可以选用针叶木浆,以提高水转印纸底纸的基材的纸页强度。为了使得针叶木浆的浆料具备较高的打浆度,打浆过程正常需要不低于三小时的打浆磨浆时间,另一方面,运用机器剪切力的作用,揉搓、疏解纤维素,改变木浆纤维形态,从而提高打浆度,进而提升原纸的抗张、耐破、耐折等物理指标。
39.s20:调制木浆,在制成的木浆中添加一定比例的添加剂,其中,木浆中需要添加质量分数为3%
‑
5%的湿强剂和质量分数为2%
‑
3%的助滤剂。在本实施例中,加工完成的成品水转印纸使用过程中需要将印刷图案干燥后的水转印纸浸泡入水中实现图案的转移转印功能,因此要求水转印纸底纸基材具备一定的湿强度。成品水转印纸需要通过吸收水分来实现溶解涂层转移图案的目的。因此,为了使得水转印纸底纸基材具备一定的湿强度,木浆中需要添加质量分数为3%
‑
5%的湿强剂。为了增强水转印纸底纸基材的水分吸收渗透性能,木浆中需要加入质量分数为2
‑
3%的助滤剂。
40.s30:抄纸,将调制好的木浆送入贮浆池,使得木浆经过网部,在网部处形成第一预成型纸页。将第一预成型纸页干燥、第一次涂布施胶和压光后,得到水转印底纸基材。
41.s40:将水转印底纸基材加工成水转印纸。
42.在本实施例中,通过选材、制浆、抄纸控制等原始手段调整控制纸张的木浆定量、木浆匀度和木浆厚度最终生产出低定量的水转印纸,从而满足了激光打印机需求的水转印纸,进而极大的提高了激光打印机的工作效率和良品率,加速激光打印行业领域的发展。
43.在一个实施例中,在形成第一预成型纸页的过程中,调制好的木浆送入贮浆池,通过压力泵入流浆箱,调节流浆箱的出浆阀度和出浆速度,从而控制木浆纤维在网部分布的匀度和定量参数。
44.在本实施例中,将调制好的木浆送入贮浆池,通过压力泵入流浆箱,精确的调节流浆箱的出浆阀度,控制出浆速度,从而来控制木浆纤维在网部的分布匀度和定量参数。具体
到本实施例中,定量参数为110g。
45.在本实施例中,对第一预成型纸页干燥的方法包括:网部通过重力、真空抽吸和刮刀脱水。第一预成型纸页经过通过重力、真空抽吸和刮刀脱水干燥后的含水量范围在5.5%
‑
6.0%。
46.进一步的,对第一预成型纸页干燥的方法包括:第一预成型纸页经过通过重力、真空抽吸和刮刀脱水干燥后在经过压榨部用机械方法挤出第一预成型纸页的水分。
47.在本实施例中,第一预成型纸页经过压榨部用机械方法挤出水分,提高纸页的干度,改善了第一预成型纸页的表面性质,消除了网痕和增加平滑度、紧度和各种物理强度。且第一预成型纸页压榨后,经过干燥环节进一步提高平滑度和强度。
48.在一个实施例中,第一次涂布施胶的方法包括:
49.在第一预成型纸页的正面设置密度为15
‑
25g/
㎡
的高岭土涂料;
50.将第一预成型纸页进行软压压光。
51.在本实施例中,干燥后的第一预成型纸页进入涂布施胶环节,在第一预成型纸页的正面,使第一预成型纸页的表面具备延迟流体的渗透性能,涂布施胶后的第一预成型纸页需经过压光机进行软压压光,提高第一预成型纸页的表面的平滑度和均匀度。经过上述工序得出定量为130g/
㎡
,厚度为130μm的水转印底纸基材。产出标准定量130g/
㎡
厚度130μm的水转印底纸基材,取部分符合标准的水转印底纸基材上涂布机进行水转印产品涂布施胶作业,生产加工出成品130g水转印纸。使用此130g原纸生产出的成品水转印纸满足了激光打印机的需求,提高了激光打印机的工作效率和良品率,加速激光打印行业领域的发展。
52.在一个实施例中,实现步骤s40将水转印底纸基材加工成水转印纸的方法包括:
53.s41:在水转印底纸基材的表面涂布胶液,形成具有水溶性和滑动性的涂层胶膜;
54.s42:在水转印底纸基材的背面涂布清水胶,用于控制水转印底纸基材的水分。
55.在本实施例中,背面涂布胶液时,涂布清水胶,由于清水胶涂布不成膜,可以通过控制纸页正反面施胶过程中的水分变化来平衡纸页的翘曲反应,得出平整度极佳的成品的水转印纸。
56.具体的,在对水转印底纸基材的表面涂布胶液的方法包括:
57.s411:在水转印底纸基材的表面涂布底胶胶液;
58.s412:将底胶胶液烘干干燥,在水转印底纸基材的表面形成有强度和水溶性的第一层胶膜;
59.s413:在水转印底纸基材的表面涂布表胶胶液;
60.s414:将表胶胶液烘干干燥,形成具有水溶性和滑动性的表胶涂层胶膜附着于底胶胶膜上。
61.本实施例还提供一种设备,利用本实施例提供的低定量水转印纸低定量水转印纸的制备方法,制备低定量水转印纸。
62.以上所揭露的仅为本发明较佳实施例而已,当然不能以此来限定本发明之权利范围,因此依本发明权利要求所作的等同变化,仍属本发明所涵盖的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1