用于梳理机的固定盖的制作方法
本发明涉及一种用于梳理机的固定盖。该固定盖具有固定盖长度并且具有基体及排气管。
背景技术:
1、在纺纱准备工厂中,使用的梳理机包含不同类型的工作元件,用于对待加工的纤维材料进行清洁、分选、开松、梳理等。在这种情况下,可加工多种类型的纤维,包括棉纤维或合成纤维或其混合物。为了沉积短纤维和网状部分,工作元件以具有刀片元件(所谓的分离刀片)的固定盖的形式使用。网状部分或短纤维通过分离刀片从旋转滚筒上分离,借助于分离刀片,纤维材料被传送经过固体盖。为此目的,工作元件中的开口设置在分离刀片的前面,该开口抵靠旋转滚筒的表面以及在其上输送的纤维材料。该开口用作用于通过分离刀片从纤维材料分离的成分的喷射开口。由分离刀片排出的成分通过喷射开口后,它们被供给至抽吸通道并且被输送走。在纺纱准备过程中,梳理机上使用了多种设计的分离刀片。
2、此种类型的固体盖在各种实施例中是已知的。例如,文献wo2010/003265描述了一种固定盖,其由用夹具固定在一起的两个部分组成。这两个部分形成抽吸通道,其中分离开口面向滚筒的两个部件之间,并且以切割刀片的形式引导穿过工作宽度的单个分离刀片设置在两个部件中的一个上。此外,ch 715975a2公开了一种具有刀片元件的固定盖,其中刀片元件具有多个分离刀片和分别相关联的喷射开口。由刀片元件沉积的部分和短纤维经由刀片元件背向滚筒一侧上的风道输送走,并且馈入抽吸管。抽吸管放置在固定盖上。这又导致对所应用的抽吸管的径向空间要求较高。此外,不利的是,由于设计原因,必须移除整个固定盖以进行维护和修理工作,例如当疏通抽吸管或清洁刀片元件或切割刀片时。抽吸通道或抽吸管是固定盖的一体部件,并且不与固定盖分离,或者作为附接件提供,从梳理机外部螺钉连接到固定盖。
技术实现思路
1、现在本发明的目的是提出一种固定盖,该固定盖不具有已知现有技术的上述缺点,并且能够提高在固定盖上进行维护工作的可接近性。
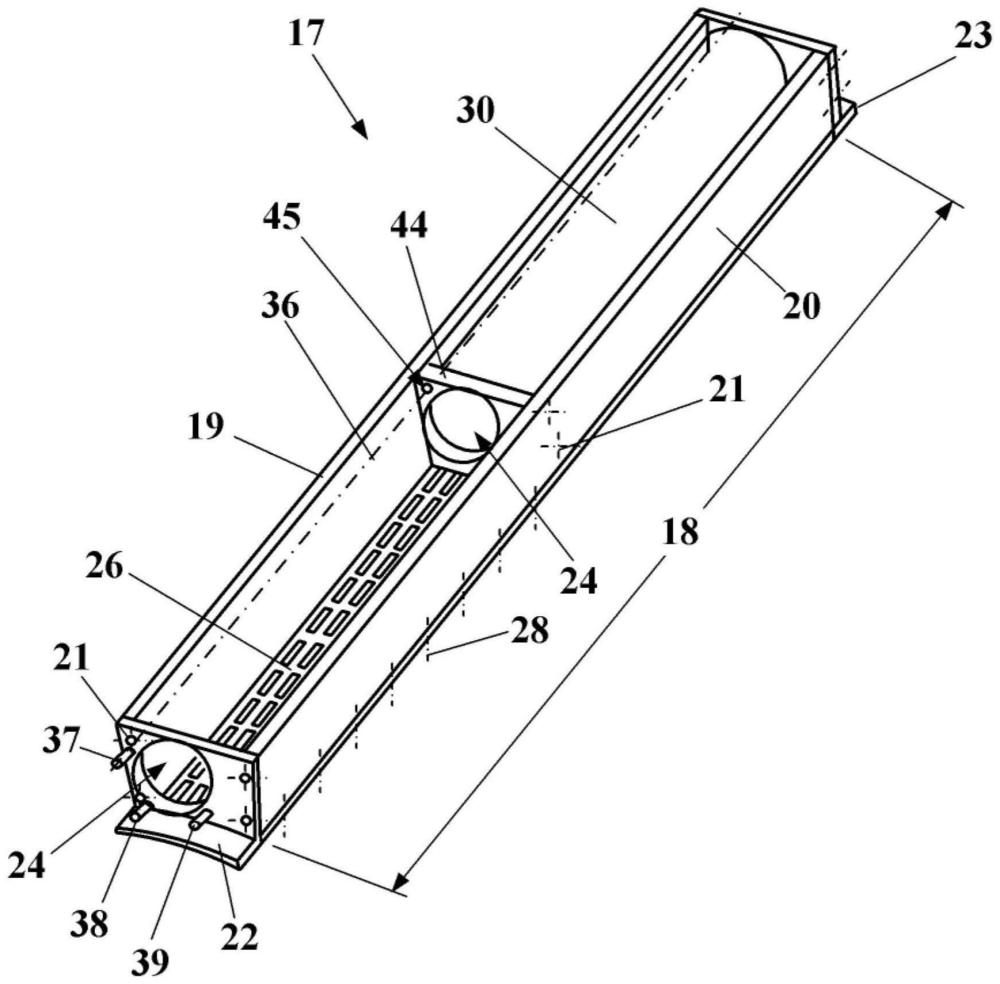
2、该目的是通过独立权利要求特征部分的特征实现的。为解决这一问题,提出了一种具有固定盖长度和基体和排气管的梳理机的固定盖。基体由两个型材和延伸在固定盖长度上方的两个端件形成,其中端件各连接至固定盖长度外部的型材,并且排气管设置在型材之间和端件之间。排气管用至少三根杆保持在端件中,其中杆通过排气管中的通道开口在固定盖长度上引导,该通道开口设置在相应的杆轴线中,并保持在端件中的相应保持开口中。
3、第一型材和第二型材分别布置在端件之间彼此隔开并且紧固至端件。选择型材之间的距离,使得型材之间有用于排气管的空间。因此,第一型材和第二型材不直接彼此连接,而是由公共端件保持在适当位置。型材到端件的紧固优选地设置有螺钉,但是也可想到其他紧固类型,诸如焊接、粘合或通过快速释放紧固件的连接。此外,还可使用用于紧固和定位的销。
4、如从工作方向看,排气管布置在型材之间,并且如从固定盖长度方向看,排气管布置在端件之间,导致固定盖的总高度较低。排气管沿固定盖长度具有通孔,其中杆被引导。通孔设置在排气管的内部空间之外,并且形成为在排气管的整个长度上的连续开口或在排气管的长度上分布的各个通孔。提供分布在排气管圆周上的至少三个杆轴线。在相同的杆轴线中,在每个端件中形成保持开口。设置用于紧固排气管的杆沿相应的杆轴线的方向插入穿过第一端件的保持开口和排气管的通孔,并且随后插入第二端件的保持开口中。因此,排气管在端件之间的整个固定盖长度上被引导并且各自保持在端件上。使用三根杆可精确定位型材之间的排气管。移除排气管时,只需沿杆轴线方向拉出杆;这可在固定盖的端面处完成。拉出杆的优点还在于,不需要使用复杂的工具来松开可能存在于难以接近的区域的任何螺钉连接。不必为了移除排气管而将固定盖从其在梳理机中的紧固移除,这不需要在进行维护和修理工作之后重新调整固定盖。移除排气管后,可清洁布置在型材之间的排气管本身和分离或刀片元件。
5、刀片元件有利地设置在型材上作为分离元件,其中各个切割刀片的布置也是可能的。有利地用于这种固定盖的刀片元件具有多个切割刀片并且例如从ch 715974a1中已知。此种刀片元件由金属片形成,其中喷射开口以通孔的形式形成在金属片中,并且切割刀片由通孔的边缘形成。刀片元件的所有切割刀片的喷射开口可分配给单个公共抽吸通道。切割刀片或喷射开口的尺寸、数量和布置可有多种变型。还可使刀片元件本身的尺寸适应它们的应用,使得固定盖的长度和宽度的相应选择是可想象的,在工作方向上具有大的延伸。固定盖的工作方向由切割刀片的布置确定,在此情况下工作方向与切割刀片相反。
6、有利的是,端件具有对应于排气管的内部的排气开口,并且排气管在每个端件上设置有密封件。为了能够将排气管连接到抽吸系统,在端件中设置相应的开口,通过这些开口,排气管的内部能够流体地连接到抽吸系统。端件中的排气开口对应于排气管内部的尺寸,从而产生良好的流动条件,并且允许排气管形成在端件内。为了避免漏气的渗透,从而导致不必要抽吸的的高吸力,在端件和排气管之间提供相应的密封件。密封件优选地附接到排气管的端面,并且根据排气管和型材由于固定盖的工作温度而发生的膨胀而设计。
7、排气管优选地设置为挤压塑料型材。在这种情况下,在排气管或塑料型材中引入例如由铝或钢制成的插入件,在插入件中提供用于杆的通孔。在第一实施例中,当沿固定盖长度的方向观察时,每个杆的插入件或通孔设置在排气管的端部处的塑料型材中。插入件被焊接、压制或粘合到塑料型材中。通孔有利地以小间隙钻在插入件中以形成杆的直径。因此,塑料型材或由塑料管形成的排气管在基体中的安装位置的公差可保持较小。有利的是,在每种情况下,在插入件之间的杆轴线上引入导管,通过该导管将杆从一个插入件引导到下一个插入件。由于导管,杆在其组装过程中以精确的方式被引导到通孔或保持开口中。导管还设置在插入件之间,并且如果插入件未设置在塑料型材的端部处,则导管也设置在插入件和端件之间。导管连接至插入件,从而实现杆的简单组装,并且塑料型材精确地保持在预期位置。作为使用导管的替代方案,通孔可在插入件中设置有入口。入口是通孔在至少一个方向上的圆锥形开口,使得即使通孔的直径较小也可插入杆。
8、在替代实施例中,在固定盖长度上的塑料型材中设置有多个插入件,其中已经示出插入件在100mm至300mm的距离处的插入是足够的。在固定盖长度中可见,插入件优选地具有5mm至25mm的厚度。插入件同样被焊接、压制或粘合到塑料型材中。插入件中的通孔以小间隙钻孔,以形成杆的直径,并且另外提供有入口。在该实施例中,导管也可附接在插入件之间,以代替入口。
9、在塑料型材的替代设计中,排气管被制成由铝制成的挤压型材。作为挤压型材的生产使得通孔能够以简单的方式在排气管的整个长度上形成。设置在排气管中的通孔可由相应的插入件形成,或者通过设计作为挤压型材集成到型材中,并且或者在型材的整个长度上被引导,并且根据上述插入件设置。通孔的一体化或型材的相应形成导致排气管的额外加强。结果,可提供挤压型材的较小壁厚,并且可最小化材料支出。铝材料因其重量轻而具有优势,并且还可以低成本生产复杂的铝型材形状。
10、有利的是,排气管中的通孔大于杆的直径,其中排气管的定位由三角形中的三个杆的布置以及在端件中无间隙地形成的保持开口来确定。由于通孔和保持开口的这种形成,一方面使杆的组装过程中的力的消耗最小化,另一方面提供了排气管的简单定位。将三个杆布置成三角形,即使在排气管中有大的通孔的情况下,也能实现排气管的无间隙支撑。在这种情况下,如在三角形中所见,通孔彼此间隔开一定程度,使得在插入所有三个杆之后,排气管被夹在三个杆中。为了更精确地定位,如果通孔被设计为细长孔,则是有利的。结果,当装配排气管时,排气管只能在通孔的纵向方向上移位。将通孔设计为细长孔允许排气管相对于基体(分别是端件)的稍后位置通过钻出通孔来精确地指定。另外,由于通孔区域中的大公差,可以成本有效地制造排气管。此外,杆有利地在至少一端设置有杆尖。杆尖是通过使杆的直径逐渐变细而形成的。这简化了杆插入到端件的精确配合的保持开口中,因为没有提供杆在排气管的通孔中的精确引导。进一步的改进可通过保持开口的至少部分圆锥形的设计来实现。
11、在具有刀片元件的固定盖的一个实施例中,端件之间的排气管在固定盖长度上逆着工作方向开口,并且开口在背向刀片元件的一侧上设置有抵靠第一型材的密封件,使得形成刀片元件与排气管内部的连接。在这种设计中,排气管的截面被封闭为四分之三,并且在固定盖长度上具有槽形开口。槽形开口指向第一型材并且在两个端件之间在整个固定盖长度上延伸。在开口的整个长度上,在槽形开口的背离刀片元件的一侧和第一型材之间提供密封件。开口和密封件的布置导致排气管的内部空间与刀片元件的面向排气管的一侧的连接。这允许直接抽吸穿过刀片元件的喷射开口的部件。由分离刀片沉积的部件,诸如短纤维和垃圾,沿着第一型材通过槽形开口直接进入排气管。对应于由槽形开口引起的排气管的弱化,杆轴线布置成三角形,使得两个杆轴线布置为靠近槽形开口。
12、有利的是,在固定盖长度中的端件之间设置有至少一个中间肋件,其中型材连接至中间肋件。有利的是,设置至少一个中间肋件,用于将固定盖长度中的第一型材连接至第二型材。在这种情况下,型材另外紧固至至少一个中间肋件,以紧固至端件。梳理机以不同的工作宽度制造;如今,一米到一米半的工作宽度很常见。有利的是,在端件之间设置至少一个中间肋,使得型材不必由于梳理机的较大工作宽度以及因此也较大的固定板长度而过厚。中间肋件的使用导致固定盖的整个基体的加强。根据前面的描述,当使用具有插入件的塑料型材时,有利地设置沿着相应的杆轴线布置在插入件和中间肋件之间的导管。
13、有利的是,排气管被中间肋件分开,其中在每个排气管和中间肋件之间设置有密封件。排气管的分割具有这样的优点:在移除杆之后,可将排气管的一个或所有部分从固定盖中提出,而无需将中间肋件从型材上拆下。因此,中间肋件设置有对应于排气管的内部的排气开口。排气管和中间肋件之间的密封件也类似于排气管和端件之间的密封件设置。优选地,杆被引导穿过中间肋件中的相应通孔。这样,杆总是独立于中间肋件的数量而从杆轴线上的一端件引导至另一端件,并且不需要从固定盖的两侧插入多个杆。
14、在替代实施例中,杆被分成固定盖长度并且各自被保持在端件和中间肋件中。这导致杆的插入更简单,因为除了端件和第一排气管以及中间肋件和排气管的第二部分之外,杆不必被推动到第二端件。因此,中间肋件中的开口被设置为类似于端件中的保持开口的保持开口。
15、有利的是,杆具有2mm至15mm的直径和固定盖长度的1.005至1.4倍的长度。杆的直径根据由于固定盖长度和中间肋件的数量而产生的应力、考虑杆的材料来选择。已经发现,当使用铝杆时,6mm的杆直径足以满足1.5米的固定盖长度和中间肋件的安装。在该实施例中,排气管中的通孔具有6.1mm的最小直径,并且中间肋件中的开口6.1mm已被证明是成功的。相应地,端件中的保持开口也设计成直径为6.1mm。替代地,杆可由不锈钢或塑料制成。根据杆的材料的选择,在塑料的情况下比在优选的由铝制成的杆的情况下选择更大直径的杆。
16、优选地,杆在安装时固定在至少一个端件上。防止杆掉落的这种类型的固定可通过常见的设计来实现,例如通过锁紧螺母、开口销、塑料活接头帽、通过另一部件或现有技术已知的其他变型的用于杆端的盖。优选无需特殊工具即可附接和移除的固定类型。
17、此外,提出了一种用于移除根据前述描述的固定盖的排气管的方法,其中将杆从固定盖的外部沿着固定盖长度的方向从保持开口和开口以及通孔中拉出,随后将排气管从基体中提出,同时型材保持连接至端件。排气管的组装顺序相反。紧固排气管的工作都可在固定盖的一个端面上进行,使得无需从梳理机上移除整个固定盖。
18、此外,提出了一种根据上述描述的具有至少一个固定盖的梳理机。
- 还没有人留言评论。精彩留言会获得点赞!