印刷装置的制作方法
1.本发明涉及用于对由输送机输送的被印刷件印刷文字、数字或符号或者包含线的图形等的印刷装置。
背景技术:
2.在造船业、钢铁业或剪切(shearing)业中,进行在钢板的表面印刷文字、数字或线等的操作,该文字、数字或线等成为与切断、焊接相关的信息。在对钢板进行印刷的情况下,通常预先使该钢板停止于作业区域,并一边使印刷头二维地移动,一边印刷预先设定的文字、数字或线等。用于进行这种印刷的印刷装置构成为具有:平台,其对钢板进行载置;台车,其沿着平台行驶;滑架,其在将搭载于台车的平台横穿的方向上横行;以及印刷头,其搭载于滑架(例如参照专利文献1)。
3.另一方面,专利文献2所记载的发明涉及能够对由输送装置输送的板材进行标记的划线装置。该划线装置构成为具有:板材的板厚检测传感器、板耳检测传感器及板面高度检测传感器,该板材由输送装置输送;以及点标记头。点标记头在标记装置的整个下表面沿将输送装置横穿的方向分布地配置,以使得能够在移动中的板材的整个宽度的范围内同时进行标记。
4.并且,与由板厚检测传感器检测出的板厚对应地使点标记头升降并保持最佳的高度,并且与由板耳检测传感器检测出的板耳的位置对应,而使点标记头在将输送装置横穿的方向上移动,并在该状态下执行对板材的标记。特别是,板面高度检测传感器与点标记头同样地配置于标记装置的下表面,且板面高度检测传感器在即将对板材的标记之前对该板材的局部的变化进行检测,并使标记装置以与该变化对应的方式迎合。
5.在专利文献2中记载有,在输送装置的上游侧配置有预涂工厂底漆涂装干燥机的结构。因此,能够将对板材进行的预涂工厂底漆的涂装、干燥以及干燥后的标记作为一系列作业来进行。因此,无需用于标记的特别的作业空间、板材的搬运设备等,且能够进行合理的作业。
6.现有技术文献
7.专利文献
8.专利文献1:日本特许第2574110号公报
9.专利文献2:日本特许第2736604号公报
10.发明的概要
11.发明要解决的课题
12.在专利文献1所记载的发明中,产生了需要专用的作业空间、专用的起重机等搬运设备等设备这样的问题。
13.在专利文献2所记载的发明中,构成为,标记装置具有包括横向滑动机构、升降机构在内的支承装置,利用该支承装置使在将输送装置横穿的方向上排列配置的点标记头同时进行横向滑动以及升降。因此,当在板材产生了高度方向的形变的那种情况下,各个点标
记头与板材的距离有可能变得不相等,其结果是,标记有可能变得不清楚。
14.本发明的目的在于,提供即使被印刷件倾斜也能够在准确的位置进行印刷的印刷装置。
15.用于解决课题的方案
16.为了解决上述课题,本发明的印刷装置用于在由输送机输送的被印刷件的上表面进行印刷,所述印刷装置具有:印刷部,其具有梁部和印刷头,所述梁部跨越输送机且设置为不能移动,所述印刷头相对于该梁部搭载成在输送机的输送方向以及将输送机横穿的方向上能够移动且能够升降,且所述印刷头对由输送机输送的被印刷件的上表面进行印刷;倾斜检测部,其配置于比所述印刷部靠输送机的输送方向上游侧的位置,并对被输送的被印刷件的倾斜进行检测;厚度检测部,其配置于比所述印刷部靠输送机的输送方向上游侧的位置,并对被印刷件的厚度进行检测;两端侧高度检测部,其配置于比所述印刷部靠输送机的输送方向上游侧的位置,并对被印刷件的下游侧的端部附近且宽度方向两端侧的高度进行检测;形变检测部,其在比所述印刷部靠输送机的输送方向上游侧的位置沿将输送机横穿的方向配置有多个,并对被印刷件的厚度方向的形变进行检测;输送速度检测部,其配置于比所述印刷部靠输送机的输送方向上游侧的位置,并对被印刷件的输送速度进行检测;以及控制部,其预先存储包含应印刷的被印刷件的板厚在内的被印刷件数据以及针对该被印刷件的印刷数据,并根据由所述倾斜检测部检测出的被印刷件的倾斜来对印刷数据的坐标进行变换,且控制成使得所述印刷部以与由所述厚度检测部检测出的厚度对应的方式升降。
17.在上述印刷装置中,优选的是,所述印刷部具有:第一滑架,其搭载于所述梁部,并在与输送机的输送方向交叉的方向上横行;以及第二滑架,其搭载于该第一滑架,并沿着输送机的输送方向进行往复移动,印刷头以能够升降的方式搭载于所述第二滑架。
18.在上述任一印刷装置中,优选的是,所述倾斜检测部具有:长度方向端部检测构件,其配置于比所述印刷部靠输送机的输送方向上游侧的位置,并对被印刷件的长度方向的端部进行检测;以及宽度方向端部检测构件,其配置于比该长度方向端部检测构件靠输送方向上游侧的位置,并对被印刷件的宽度方向的端部进行检测,所述倾斜检测部通过使由所述长度方向端部检测构件进行的被印刷件的长度方向的端部的检测与由所述宽度方向端部检测构件进行的被印刷件的宽度方向的端部的检测同步,从而对被印刷件的倾斜进行检测。
19.在上述任一印刷装置中,优选的是,所述两端侧高度检测部具有配置为能够在将输送机的输送方向横穿的方向上移动的一对距离检测构件,并通过利用该一对距离检测构件对与被印刷件的表面之间的距离进行检测,从而对该被印刷件的两端部分的高度进行检测。
20.在上述任一印刷装置中,优选的是,所述形变检测部具有在将输送机横穿的方向上配置的多个距离检测构件,并通过对与同该多个距离检测构件对置的被印刷件的上表面之间的距离进行检测,从而对被印刷件的厚度方向的形变进行检测。
21.在上述任一印刷装置中,优选的是,所述输送速度检测部具有与由输送机输送的被印刷件的表面接触并伴随着该被印刷件的移动而旋转的旋转体,并对该旋转体的旋转检测,从而对被印刷件的输送速度进行检测。
22.发明效果
23.在本发明的印刷装置中,能够在由输送机输送的被印刷件的上表面准确地印刷文字、数字或符号或者包含线的图形等。即,在本发明的印刷装置中,在对被印刷件执行印刷时,在比印刷部靠输送方向上游侧处,对被印刷件相对于输送方向的倾斜、板厚、宽度方向两端部分的高度、被印刷件的输送速度进行检测。因此,能够与检测出的被印刷件的姿态、形变等条件对应地进行应印刷的印刷数据的坐标的变换、或印刷头距输送面的高度的调整,从而执行印刷。
24.另外,印刷头构成为在与输送机的输送方向交叉的方向上横行并且沿着输送方向进行往复移动,且能够升降,因此能够在执行对被印刷件的印刷的过程中,迎合被检测出的被印刷件的两端部分的高度、厚度方向的形变。特别是,印刷头在将输送方向横穿的方向上进行印刷的过程中,即使在进行了升降的情况下,构成该印刷头的喷嘴彼此相对于被印刷件的距离之差也小,因此不会对所形成的印刷产生不良状况。
25.另外,倾斜检测部能够与由长度方向端部检测构件对被印刷件的下游侧的端部进行检测同步地对宽度方向的端部进行检测,因此能够可靠地对被印刷件的倾斜进行检测。
26.另外,倾斜检测部在利用宽度方向端部检测构件对宽度方向的端部进行检测时,对与被印刷件的距离进行检测,因此能够对被印刷件相对于与输送机的输送方向交叉的横向的偏离量进行检测。能够利用该偏离量来弥补印刷数据。即,通过使印刷数据移动所述偏离量,能够在所要求的位置准确地进行印刷。
27.两端侧高度检测部利用配置为能够在将输送机的输送方向横穿的方向上移动的一对距离检测构件对与被印刷件的表面之间的距离进行检测,因此即使在被印刷件产生了扭转、局部的高度之差,也能够将它们检测出。因此,除了由厚度检测部检测出的被印刷件的厚度以外,还能够利用宽度方向两端部分的高度来对印刷头的高度进行调整。
28.另外,形变检测部对被印刷件的厚度方向的形变进行检测,因此能够使印刷头以与检测出的被印刷件的形变对应的方式迎合。
29.另外,输送速度检测部具有与被印刷件的表面接触并旋转的旋转体,并对该旋转体的旋转进行检测,从而对被印刷件的输送速度进行检测,因此,即使在与输送机的输送面之间产生打滑的那种情况,也能够通过检测出实际的准确的输送速度,并根据检测出的输送速度对印刷头的移动速度进行控制而执行印刷。
附图说明
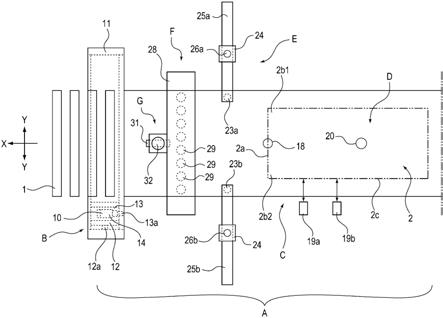
30.图1是对本实施例的印刷装置的结构进行说明的示意俯视图。
31.图2是图1的侧视图。
32.图3是对印刷部的结构进行说明的示意主视图。
33.图4是对厚度检测部的结构进行说明的示意主视图。
34.图5是对两端侧高度检测部的结构进行说明的示意主视图。
35.图6是对控制部的结构进行说明的框图。
具体实施方式
36.本发明的印刷装置对由输送机输送的例如钢板等被印刷件相对于输送方向的倾
斜、向面外侧的翘曲、形变等进行检测,并与检测出的倾斜、翘曲、形变对应地驱动印刷头,或不进行印刷而使被印刷件通过。
37.以下,使用附图对本实施例的印刷装置进行说明。图1所示的印刷装置a在由输送机1向箭头x方向(以下也称为“下游方向”或者“输送方向”)输送的钢板等被印刷件(以下称为“钢板2”)的上表面的预先设定的位置印刷文字、数字或符号或者包含线的图形等。
38.为此,印刷装置a构成为具有:印刷部b,其用于对钢板2进行印刷;倾斜检测部c,其对钢板2的倾斜进行检测;厚度检测部d,其对钢板2的厚度进行检测;两端侧高度检测部e,其对钢板2的下游侧端部2a的附近且宽度方向端部2b1、2b2附近的高度进行检测;形变检测部f,其对钢板2的厚度方向的形变、例如翘曲等进行检测;以及输送速度检测部g,其对钢板2的输送速度进行检测。
39.输送机1将钢板2向箭头x方向输送。为此,只要具有能够对钢板2进行载置并输送的功能,则不对构造进行限定。作为这样的输送机,存在辊式输送机、板条式输送机或带式输送机等,但若考虑钢板的重量、翘曲等,则优选为辊式输送机。
40.在本实施例中,使用将多个辊排列而构成的辊式输送机以作为输送机1,通过对这些辊以成为预先设定的输送速度的方式进行驱动,从而对钢板2进行输送。
41.并不对钢板2的表面的状态进行限定,其也可以是黑皮的状态、除锈后的状态或涂装后的状态。在本实施例中,作为钢板2,而以在表面实施了防锈涂装的钢板为对象。即,在输送机1的输送方向上游侧设置有喷砂装置和涂装装置,钢板2在通过这些装置的过程中表面被除锈,并在除锈后的表面涂装了防锈涂料。为此,钢板2以适于喷砂处理、涂装处理的速度进行输送。
42.印刷部b配置于印刷装置a中的最下游侧。印刷部b具有构成为能够移动的印刷头10,通过使该印刷头10一边在将输送机1横穿的方向以及输送方向上移动一边驱动,能够在进行输送的钢板2的预先设定的位置进行印刷。
43.印刷部b具有跨越输送机1而设置的梁部11。在该梁部11搭载有第一滑架12,该第一滑架12构成为被第一滑架驱动马达12a驱动而能够在与输送机1的输送方向(箭头x方向)交叉的方向上横行。另外,在第一滑架12搭载有第二滑架13,该第二滑架13构成为被第二滑架驱动马达13a驱动而能够在输送机1的输送方向上移动。而且,在第二滑架13配置有升降托架14,该升降托架14构成为被升降马达14a驱动而能够在输送机1的竖直方向(箭头z方向,以下也简称为“竖直方向”)上升降,在该升降托架14搭载有印刷头10。因此,通过对驱动马达12a、13a以及升降马达14a进行驱动,能够使印刷头10三维地移动。
44.印刷头10只要具有在钢板2的上表面印刷文字、数字或符号或者包含线的图形等的功能即可,并不对结构进行限定。作为这样的印刷头,存在从单独的喷嘴喷射墨而进行线状的印刷的线状标记头、从配置为矩阵状的多个喷嘴选择性地喷射墨而进行标记的点标记头。在本实施例中,利用了点标记头。
45.第一滑架12构成为能够使所搭载的印刷头10与满足预先设定的钢板2的最大宽度尺寸的距离对应地横行。并且,通常保持退避到在输送机1的宽度方向上的任一方的端部侧设定的初始位置的状态。
46.另外,第二滑架13以与输送机1输送钢板2的输送速度和钢板2的最大宽度尺寸对应的方式设定长度。并且,通常保持退避到在输送机1的输送方向上游侧的端部设定的初始
位置的状态。
47.另外,升降托架14通常保持使印刷头10退避到设定为上升限度的初始位置的状态。
48.说明当在第一滑架12以及第二滑架13、升降托架14处于初始位置的状态下开始对钢板2的印刷的情况下的动作。首先,利用升降托架14使印刷头10下降,直到距钢板2的上表面的距离(高度)成为预先设定的尺寸。接着,一边利用第一滑架12使第二滑架13以及印刷头10在箭头y方向(以下也称为“输送机1的宽度方向”)上横行,一边利用第二滑架13使第二滑架13以及印刷头10与钢板2的输送速度对应地在箭头x方向上移动。通过在该移动过程中对印刷头10进行驱动,能够进行对钢板2的印刷。
49.倾斜检测部c配置于比印刷部b靠输送机1的输送方向上游侧的位置,并在该钢板2到达印刷部b以前对进行输送的钢板2的倾斜进行检测。为此,倾斜检测部c具有:长度方向端部检测构件18,其对钢板2的长度方向的下游侧的端部2a进行检测;以及一对宽度方向端面检测构件19a、19b,它们配置于比该长度方向端部检测构件18靠输送方向上游侧的位置,并对被印刷件的成为宽度方向的端部的宽度方向的端面2c进行检测。
50.由长度方向端部检测构件18、宽度方向端面检测构件19a、19b构成的钢板2的检测机构并没有限定,可以是接触式传感器、非接触式传感器。在本实施例中,作为各检测构件,分别使用了非接触式的激光传感器。
51.长度方向端部检测构件18沿竖直方向配置于输送机1的上方且宽度方向的大致中央。另外,一对宽度方向端面检测构件19a、19b配置于输送机1的宽度方向一方侧且比输送机1的输送面靠上方的位置,且分开预先设定的距离地朝向该输送机1的中央方向平行配置。并且,通过使由长度方向端部检测构件18进行的钢板2的长度方向的端部2a的检测与由宽度方向端面检测构件19a、19b进行的钢板2的宽度方向的端面2c的检测同步,能够检测出钢板2相对于输送方向的倾斜。
52.能够根据由倾斜检测部c检测出的钢板2的倾斜,利用后述的控制部35对预先存储的针对钢板2的印刷数据的坐标进行变换,并利用变换后的印刷数据对印刷头10进行驱动控制。
53.厚度检测部d配置于比印刷部b靠输送机1的输送方向上游侧的位置,并在该钢板2到达印刷部b以前对由输送机1输送的钢板2的厚度进行检测。为此,厚度检测部d具有对钢板2的厚度进行检测的厚度检测构件20。厚度检测构件20由激光传感器构成,并沿竖直方向配置于输送机1的宽度方向的大致中央。
54.厚度检测构件20在输送机1的竖直方向上配置于距该输送机1的输送面(将并列的辊的顶点连结的面)预先设定的高度h的位置。并且,构成为能够根据预先设定的高度h与检测出钢板2的表面时的距离h之差而检测出钢板2的厚度t。
55.根据由厚度检测部d检测出的钢板2的厚度t,利用后述的控制部35对预先存储的钢板2的厚度与检测出的厚度t进行比较,并使印刷头10下降以使得距钢板2的表面的距离成为最适于执行印刷的高度。特别是,在检测出的钢板2的厚度t与预先存储的厚度不同的那种情况下,判断为不是印刷对象的钢板,并进行控制以使得印刷部b通过。
56.由厚度检测构件20进行的钢板2的厚度的检测时机没有特别限定,但优选的是,使其与由前述的倾斜检测部c中的长度方向端部检测构件18进行的钢板2的长度方向的端部
2a的检测同步。但是,在该情况下,厚度检测构件20与长度方向端部检测构件18的距离会由于钢板2的长度而受到限制。因此,并不限定于必须使由厚度检测构件20进行的钢板2的厚度t的检测与由长度方向端部检测构件18进行的钢板2的长度方向的端部2a的检测同步。
57.如上述那样,在对钢板2执行印刷时,与由厚度检测部d检测出的钢板2的厚度t对应地设定印刷头10距钢板2的表面的高度。在该情况下,若钢板2在宽度方向、长度方向的范围内平坦,则表面也平坦,从而能够执行顺畅的印刷。但是,无法保证钢板2在整个面的范围内平坦。并且,在厚度检测部d中,厚度检测构件20配置于输送机1的宽度方向的大致中央,因此在钢板2产生了宽度方向的翘曲的那种情况下,会产生翘起来的钢板2的端部与印刷头10发生碰撞的风险。因此,构成为通过利用两端侧高度检测部e对钢板2的宽度方向两端部附近的高度进行检测,从而对该钢板2的翘曲进行检测。
58.两端侧高度检测部e配置于比印刷部b靠输送机1的输送方向上游侧的位置,并在该钢板2到达印刷部b以前对进行输送的钢板2的下游侧的宽度方向的两端部附近的高度进行检测。并且,构成为,能够利用检测出的钢板2的宽度方向的两端部附近的高度hb1、hb2与由厚度检测部d检测出的钢板2的厚度t之差对印刷头10的高度进行修正而执行印刷。
59.两端侧高度检测部e具有构成为能够在将输送机1横穿的方向上移动的一对距离检测构件23a、23b,并构成为,能够通过利用该一对距离检测构件23a、23b对与钢板2的宽度方向两端部附近2b1、2b2的表面之间的距离进行检测,从而对它们的高度进行检测。对于钢板2的宽度方向的端部附近而言,并不对距长度方向的端部2a的尺寸以及距宽度方向的端面2c的尺寸严格进行限定,只要大致是端部的附近即可。
60.因此,一对距离检测构件23a、23b构成为能够移动到与由输送机1输送的钢板2的宽度方向的端部附近对置的位置。即,在沿着输送机1的输送方向的两侧且对置的位置分别设置有架台(stand)24,在这些架台24配置有被驱动马达26a、26b驱动而在将输送机1横穿的方向上移动的臂25a、25b。并且,在各个臂25a、25b的前端安装有距离检测构件23a、23b。
61.各个距离检测构件23a、23b与厚度检测构件20同样地由激光传感器构成,并在输送机1的竖直方向上配置于距该输送机1的输送面预先设定的高度h的位置。并且构成为,能够根据预先设定的高度h与检测出钢板2的宽度方向的端部附近的表面时的距离之差而检测出该附近的高度hb1、hb2。
62.两端侧高度检测部e并不是仅单纯限定于对钢板2的仅宽度方向的端部附近的高度进行检测,而优选构成为,将臂25a或者臂25b在将输送机1横穿的方向上陆续派出并在钢板2的宽度方向上改变位置,从而能够对高度进行检测。特别是,通过先行将伴随着对钢板2的印刷的进行而变化的印刷头10的横行位置与钢板2的输送速度建立关联并预先检测出钢板2的高度,能够与检测出的高度对应地对印刷头10的高度进行修正。
63.形变检测部f配置于比印刷部b靠输送方向上游侧的位置,并通过对钢板2的宽度方向的凹凸进行检测,从而对厚度方向的形变进行检测。即,如前述那样,无法保证钢板2在整个面的范围内平坦,有时会在宽度方向及/或长度方向上产生起伏那样的形变。当在钢板2产生了较大的形变的那种情况下,产生印刷头10不能迎合该形变的风险、或者产生所形成的印刷的品质降低的风险。因此,优选的是,在检测出在钢板2产生了较大的形变的情况下,将对该钢板2的印刷中止并使印刷部b通过。
64.形变检测部f通过在将输送机1横穿地设置的框架28以预先设定的间隔配置多个
距离检测构件29而构成。距离检测构件29利用了激光传感器,并以在输送机1的竖直方向上设定为彼此相同的高度h的方式安装于框架28。相邻的距离检测构件29彼此的间隔没有特别限定,优选的是,根据预先设定的钢板2的最大宽度尺寸、假定的形变而适当设定。
65.钢板2由以预先设定的速度驱动的输送机1输送。但是,存在在钢板2与输送机1之间产生打滑的风险,有时输送机1的驱动速度与钢板2实际上被输送的速度不一致。在该情况下,对钢板2执行的印刷会从目标的位置偏离。因此,需要对钢板2的实际的输送速度进行检测并与检测出的输送速度对应地对印刷头10进行驱动。
66.输送速度检测部g对钢板2的实际的输送速度进行检测,并配置于比印刷部b靠输送机1的输送方向上游侧的位置且输送机1的宽度方向的大致中央。输送速度检测部g具有:旋转体31,其与进行输送的钢板2的表面接触并伴随着该钢板2的输送而旋转;以及按压构件32,其支承于框架28并将该旋转体31相对于钢板2的表面按压。
67.并且构成为,通过利用未图示的旋转编码器对旋转体31的旋转进行检测,能够对钢板2的输送速度进行检测。特别是,旋转体31被按压构件32以大致恒定的力按压于钢板2的表面。因此,不会在旋转体31与钢板2的表面之间产生打滑的风险,且即使在钢板2的长度方向产生了凹凸的那种情况下,也能够迎合该凹凸,从而能够检测出钢板2的准确的输送速度。
68.在本实施例中,旋转体31构成为通过与钢板2的上表面接触,从而伴随着该钢板2的输送而旋转。但是,供旋转体31接触的表面并不仅限定于钢板2的上表面,也可以是下表面,还可以是侧面。
69.控制部35构成为具有:印刷数据存储部35a,其存储从输入装置36输入的印刷数据;程序存储部35b,其存储构成印刷装置a的印刷部b、倾斜检测部c、厚度检测部d、两端侧高度检测部e、形变检测部f、输送速度检测g的动作程序;以及运算部35c。
70.在印刷数据存储部35a中,预先从输入装置36输入目标的钢板2的板厚、长尺寸、长度尺寸等规格信息、应印刷的印刷信息,并存储为规格数据、印刷数据。另外,在程序存储部35b预先存储有针对从输送机1的上游侧供给的钢板2而进行的各部b~g的动作程序。
71.接下来,说明利用如上述那样构成的印刷装置a进行的对钢板2的印刷。
72.从输送机1的上游侧供给钢板2,当该钢板2的规格信息从配置于输送机1的上游侧的例如喷砂装置向控制部35传递、或输入时,读取对钢板2设定的规格数据、印刷数据。
73.当由输送机1输送的钢板2的长度方向下游侧的端部2a由倾斜检测部c的长度方向端部检测构件18检测出时,与此同时,由宽度方向端面检测构件19a、19b检测出到钢板2的宽度方向的端面2c的距离并送向控制部35。在控制部35中,基于由各个宽度方向端面检测构件19a、19b检测出的到端面2c的距离之差来计算钢板2的倾斜,并基于该计算结果对所存储的印刷数据的坐标进行变换。
74.在由长度方向端部检测构件18进行的钢板2的长度方向的端部2a的检测的同时,由厚度检测部d的厚度检测构件20对到钢板2的表面的距离进行检测,并将检测出的距离h送向控制部35。利用控制部35,将根据厚度检测构件20距输送机1的高度h和检测出的距离h得到的钢板2的厚度t与预先存储的钢板2的规格数据进行比较,若两者之差处于允许范围,则判断为是目标的钢板。
75.在判断为所供给的钢板2是成为印刷对象的目标的钢板的情况下,按照预先设定
的动作程序,分别对在输送方向下游侧后续的两端侧高度检测部e、形变检测部f、输送速度检测部g以及印刷部b进行控制。此时,对印刷部b的升降托架14的升降马达14a指定应使印刷头10从钢板2的表面分开的高度。
76.另外,在钢板2的厚度背离了预先存储的规格数据的情况下,判断为所供给的钢板2不是目标的钢板,且不将其作为印刷对象而通过在输送方向下游侧后续的两端侧高度检测部e、形变检测部f、输送速度检测部g以及印刷部b。
77.在由输送机1输送的钢板2是印刷对象的情况下,基于来自控制部35的指令,使得两端侧高度检测部e的驱动马达26a、26b旋转而将臂25a、25b分别在将输送机1横穿的方向上陆续派出。通过臂25a、25b的陆续派出,从而使距离检测构件23a、23b与钢板2的宽度方向的端部2b1、2b2的附近对置。
78.然后,由各距离检测构件23a、23b将钢板2的宽度方向的两端附近的高度hb1、hb2检测出并送向控制部35。利用控制部35,对由距离检测构件23a、23b检测出的钢板2的宽度方向的两端附近的高度hb1、hb2与由厚度检测部d检测出的钢板2的厚度进行比较。
79.当在两者之间产生差的情况下,若该差在允许范围内,则印刷部b的升降马达14a基于该差,对印刷头10距钢板2的表面的高度的值进行修正。另外,在两者之差背离了允许范围的那种情况下,判断为不能对钢板2执行印刷并使其通过后续的形变检测部f、输送速度检测部g以及印刷部b。
80.当由输送机1输送的成为印刷对象的钢板2到达形变检测部f时,由配置于该形变检测部f的多个距离检测构件29同时将到钢板2的表面的距离检测出并送向控制部35。通过利用控制部35对送到的距各距离检测构件29的距离彼此进行比较,从而探知钢板2的宽度方向的形变、即凹凸的状况。然后,若形变的状况为允许范围内,则印刷部b的升降马达14a基于该形变,对印刷头10距钢板2的表面的高度的值进行修正。另外,在两者之差背离了允许范围的那种情况下,判断为不能执行对钢板2的印刷并使其通过后续的形变检测部f、输送速度检测部g以及印刷部b。
81.当由输送机1输送的成为印刷对象的钢板2到达输送速度检测部g时,旋转体31被按压构件32向钢板2的表面按压,且该旋转体31伴随着钢板2的输送而旋转。旋转体31的旋转由内置或者连接于该旋转体31的旋转编码器检测出并被送向控制部35,从而由该控制部35检测出钢板2的准确的输送速度。然后,基于检测出的准确的钢板2的输送速度,对印刷部b的第一滑架12的驱动马达12a、第二滑架13的驱动马达13a的驱动进行控制。
82.利用控制部35,基于由厚度检测部d检测出的钢板2厚度来设定印刷头10的高度,且与由倾斜检测部c检测出的钢板2的倾斜对应地对印刷数据的坐标进行变换,然后,基于由输送速度检测部g检测出的钢板2的准确的输送速度对第一滑架12、第二滑架13的速度进行设定而分别驱动第一滑架12、第二滑架13,从而能够对钢板2执行目标的印刷。并且,通过基于由两端侧高度检测部e、形变检测部f检测出的高度的不同来对印刷头10的高度进行修正,能够执行清晰的印刷。
83.工业实用性
84.本发明的印刷装置并不限定于在对钢板进行印刷时利用是有利的,而是在对由输送机输送的板状的件进行印刷时利用就是有利的。
85.附图标记说明:
86.a
ꢀꢀ
印刷装置
87.b
ꢀꢀ
印刷部
88.c
ꢀꢀ
倾斜检测部
89.d
ꢀꢀ
厚度检测部
90.e
ꢀꢀ
两端侧高度检测部
91.f
ꢀꢀ
形变检测部
92.g
ꢀꢀ
输送速度检测部
[0093]1ꢀꢀ
输送机
[0094]2ꢀꢀ
钢板
[0095]
2a 端部
[0096]
2b1、262
ꢀꢀ
宽度方向两端部附近
[0097]
2c 端面
[0098]
10
ꢀꢀ
印刷头
[0099]
11
ꢀꢀ
梁部
[0100]
12
ꢀꢀ
第一滑架
[0101]
12a
ꢀꢀ
第一滑架驱动马达
[0102]
13
ꢀꢀ
第二滑架
[0103]
13a
ꢀꢀ
第二滑架驱动马达
[0104]
14
ꢀꢀ
升降托架
[0105]
14a
ꢀꢀ
升降马达
[0106]
18
ꢀꢀ
长度方向端部检测构件
[0107]
19a、19b
ꢀꢀ
宽度方向端面检测构件
[0108]
20
ꢀꢀ
厚度检测构件
[0109]
23a、23b
ꢀꢀ
距离检测构件
[0110]
24
ꢀꢀ
架台
[0111]
25a、25b
ꢀꢀ
臂
[0112]
26a、26b
ꢀꢀ
驱动马达
[0113]
28
ꢀꢀ
框架
[0114]
29
ꢀꢀ
距离检测构件
[0115]
31
ꢀꢀ
旋转体
[0116]
32
ꢀꢀ
按压构件
[0117]
35
ꢀꢀ
控制部
[0118]
35a
ꢀꢀ
印刷数据存储部
[0119]
35b
ꢀꢀ
程序存储部
[0120]
35c
ꢀꢀ
运算部
[0121]
36
ꢀꢀ
输入装置。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1