一体金属膜网版制备方法与流程
1.本发明涉及电池片印刷技术及电池片使用网版技术领域,具体的,其展示一种一体金属膜网版制备方法。
背景技术:
2.常规印刷网版包括乳剂网版和pi膜网版,两种方式都需要用网纱来作为原材基础来制作,在常规条件下将网纱张网后裁剪,热熔顶网后形成基本框架;乳剂网版在网纱框架内上胶曝光图形形成乳剂网版,pi膜网版在基本框架下覆膜热压贴合后使用高精度激光平面雕刻膜制成;
3.丝网制作有相应的技术标准,不同大小的目数的丝网有规定的丝的直径,所以简单的说出不同目数的丝网,每一个孔不算丝的实际丝径;而丝网在制作过程中需要用编织的方式制作,制作出的丝网其丝径开口非均匀状态,又因其由钢丝线交叉编织,丝网伸张后,不能恢复原状,使其丝径开口变大,无法达到高频繁长时间高精度印刷要求。
4.因此,有必要提供一种一体金属膜网版制备方法来解决上述问题。
技术实现要素:
5.本发明的目的是提供一种一体金属膜网版制备方法。
6.如下:
7.一种一体金属膜网版制备方法,步骤包括:
8.1)将整体的超薄金属膜裁剪成单体的金属膜,平整放好;
9.2)将张好聚酯网的假框取出平放,将裁剪好的金属膜居中放置;
10.3)用ab胶水,均匀的涂抹的金属膜边缘,粘连聚酯网范围于10-20mm,静止2h;
11.4)静置后胶水凝固后使用美工刀片,将金属膜未粘连聚酯网部分割除;
12.5)将空铝框居中放置在假框中部,使用520速干胶水将铝框与聚酯网粘连,后沿铝框边缘割除多余的聚酯网;
13.6)完成金属网版初步处理,后,使用激光在10ma以上电流下制作规则图形网孔。
14.进一步的,步骤6)中,激光在金属制作规则网孔形成印刷图案,替代网纱网孔达到透墨效果。
15.进一步的,规则网孔间的金属膜间距为9-14um,用做支撑金属膜整体平面张力支撑部。
16.进一步的,步骤6)中,激光光斑3um,精度
±
5um。
17.进一步的,步骤1)中,整体的超薄金属膜为将10um-20um钛合金属膜。
18.进一步的,步骤1)中,单体的金属膜规格为240*240mm。
19.进一步的,步骤2)中,假框规格为500*500mm。
20.进一步的,步骤5)中,空铝框规格为450*450mm。
21.与现有技术相比,本发明去除现有网纱为原材作为网版的基础,使用激光的网版,
网孔精度大小可调整,而金属网版不需要覆膜,在同等厚度,金属膜只需原厚即可,能达到更低的印刷膜厚。
附图说明
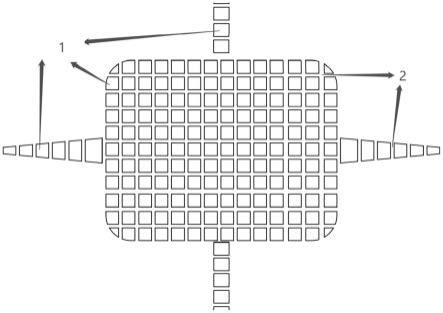
22.图1是本发明的结构示意图。
具体实施方式
23.本实施例展示一种一体金属膜网版制备方法,步骤包括:
24.1)将整体的超薄金属膜裁剪成单体的金属膜,平整放好;
25.2)将张好聚酯网的假框取出平放,将裁剪好的金属膜居中放置;
26.3)用ab胶水,均匀的涂抹的金属膜边缘,粘连聚酯网范围于10-20mm,静止2h;
27.4)静置后胶水凝固后使用美工刀片,将金属膜未粘连聚酯网部分割除;
28.5)将空铝框居中放置在假框中部,使用520速干胶水将铝框与聚酯网粘连,后沿铝框边缘割除多余的聚酯网;
29.6)完成金属网版初步处理,后,使用激光在10ma以上电流下制作规则图形网孔。
30.其中:
31.参与图1,步骤6)中,激光在金属制作规则网1孔形成印刷图案,替代网纱网孔达到透墨效果;
32.规则网孔1间的金属膜间2距为9-14um,用做支撑金属膜整体平面张力支撑部。
33.步骤6)中,激光光斑3um,精度
±
5um。
34.步骤1)中,整体的超薄金属膜为将10um-20um钛合金属膜。
35.步骤1)中,单体的金属膜规格为240*240mm。
36.步骤2)中,假框规格为500*500mm。
37.步骤5)中,空铝框规格为450*450mm。
38.与现有技术相比,本发明去除现有网纱为原材作为网版的基础,使用激光的网版,网孔精度大小可调整,而金属网版不需要覆膜,在同等厚度,金属膜只需原厚即可,能达到更低的印刷膜厚。
39.以上所述的仅是本发明的一些实施方式。对于本领域的普通技术人员来说,在不脱离本发明创造构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。
技术特征:
1.一种一体金属膜网版制备方法,其特征在于:步骤包括:1)将整体的超薄金属膜裁剪成单体的金属膜,平整放好;2)将张好聚酯网的假框取出平放,将裁剪好的金属膜居中放置;3)用ab胶水,均匀的涂抹的金属膜边缘,粘连聚酯网范围于10-20mm,静止2h;4)静置后胶水凝固后使用美工刀片,将金属膜未粘连聚酯网部分割除;5)将空铝框居中放置在假框中部,使用520速干胶水将铝框与聚酯网粘连,后沿铝框边缘割除多余的聚酯网;6)完成金属网版初步处理,后,使用激光在10ma以上电流下制作规则图形网孔。2.根据权利要求1所述的一种一体金属膜网版制备方法,其特征在于:步骤6)中,激光在金属制作规则网孔形成印刷图案,替代网纱网孔达到透墨效果。3.根据权利要求2所述的一种一体金属膜网版制备方法,其特征在于:规则网孔间的金属膜间距为9-14um,用做支撑金属膜整体平面张力支撑部。4.根据权利要求2或3所述的一种一体金属膜网版制备方法,其特征在于:步骤6)中,激光光斑3um,精度
±
5um。5.根据权利要求1-3任意一项所述的一种一体金属膜网版制备方法,其特征在于:步骤1)中,整体的超薄金属膜为将10um-20um钛合金属膜。6.根据权利要求5所述的一种一体金属膜网版制备方法,其特征在于:步骤1)中,单体的金属膜规格为240*240mm。7.根据权利要求6所述的一种一体金属膜网版制备方法,其特征在于:步骤2)中,假框规格为500*500mm。8.根据权利要求6或7所述的一种一体金属膜网版制备方法,其特征在于:步骤5)中,空铝框规格为450*450mm。
技术总结
本发明一体金属膜网版制备方法,步骤包括:1)将整体的超薄金属膜裁剪成单体的金属膜,平整放好;2)将张好聚酯网的假框取出平放,将裁剪好的金属膜居中放置;3)用AB胶水,均匀的涂抹的金属膜边缘,粘连聚酯网范围于10-20mm,静止2h;4)静置后胶水凝固后使用美工刀片,将金属膜未粘连聚酯网部分割除;5)将空铝框居中放置在假框中部,使用520速干胶水将铝框与聚酯网粘连,后沿铝框边缘割除多余的聚酯网;6)完成金属网版初步处理,后,使用激光在10mA以上电流下制作规则图形网孔。10mA以上电流下制作规则图形网孔。10mA以上电流下制作规则图形网孔。
技术研发人员:庾涛 郑涛
受保护的技术使用者:博伦希尔(苏州)智能制造有限公司
技术研发日:2022.11.24
技术公布日:2023/3/21
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1