制造眼科镜片的方法与流程
1.本发明涉及旨在安装在眼镜架中的眼科镜片。
2.更确切地,本发明涉及一种制造眼科镜片的方法、一种检查通过此方法制造的眼科镜片的工艺、以及一种通过此方法制造的眼科镜片。
背景技术:
3.制备一种用于安装在由配戴者选择的眼镜架中的眼科镜片包括以下五个主要操作:
[0004]-将眼科镜片成型为标准形状(在此操作结束时,镜片称为“半成品镜片”),
[0005]-对眼科镜片的光学面之一进行机加工,使得其呈现的光焦度等于所需的光焦度(使用术语“表面加工操作”),
[0006]-获取由客户(眼镜架的未来配戴者)选择的眼镜架的镜圈之一或呈现镜片之一的轮廓,
[0007]-使镜片居中,这包括在镜片上适当地定位和定向该轮廓,使得一旦组装,镜片将相对于配戴者相应眼睛的瞳孔居中,然后
[0008]-对镜片进行磨边,这包括沿居中的轮廓切割该镜片,使得镜片机械地和令人满意地与所选镜架的形状相匹配,同时尽可能地执行其设计的光学功能。
[0009]
将标记应用到眼科镜片上可能会很有意义,例如在其制造工艺期间识别此眼科镜片。
[0010]
许多文献描述了用于应用这种标记的装置和方法。
[0011]
例如,文献us 9625743描述了一种具有正面的镜片,qr码被直接打印到该正面上。此qr码以数字形式存储可用于沿着对应于镜架之一的轮廓对镜片进行机加工的信息。在变体中,此qr码被打印在贴在镜片上的贴纸上。
[0012]
此解决方案的主要缺点是打印qr码需要特定的工具(印台或打印机),这既昂贵又耗时。
[0013]
此外,镜片通常在磨边之前进行涂覆,例如以具有抗反射膜。在此涂覆操作期间,风险是标记被涂层覆盖,使得失去预期的功能。
技术实现要素:
[0014]
因此,本发明的一个目的是提供一种在镜片上应用标记的成本较低的解决方案。
[0015]
根据本发明,上述目的借助于一种制造眼科镜片的方法来实现,该方法包括:
[0016]-获取针对该眼科镜片的未来配戴者的光学处方以及关于该眼科镜片和/或所述未来配戴者和/或所述镜架的信息的步骤,
[0017]-计算用于对该眼科镜片的至少一个光学面进行机加工的表面加工指令的步骤,所述表面加工指令被确定为使得该眼科镜片一旦经表面加工就满足所述光学处方,以及
[0018]-表面加工步骤,在该表面加工步骤期间,根据所述表面加工指令对该眼科镜片的
所述至少一个光学面进行表面加工,
[0019]
其中,在所述计算步骤期间,计算所述表面加工指令,使得该眼科镜片的所述光学面一旦经表面加工就包括标记,该标记由所述表面加工步骤产生并且形成与所述信息相关联的码。
[0020]
换言之,对该镜片进行标记是在该表面加工操作期间完成的,使得不需要任何额外的工具,由此降低了成本。
[0021]
此解决方案还降低了该操作的复杂性,并且不需要任何额外的时间来执行。
[0022]
此解决方案的另一个优点是该标记对用户是不可见的,使得一旦磨边,它可以被定位在镜片的轮廓内部,也就是说在半成品镜片的在磨边操作期间不会被去除的部分中。因此,此标记也可以在眼镜的制造之后使用,以例如作为一种保修。
[0023]
本发明的其他有利特征如下:
[0024]-所述计算步骤包括根据所述光学处方确定中间文件的子步骤、对所述获取的信息进行编码的子步骤、以及根据所述中间文件和该编码的信息确定所述表面加工指令的子步骤,
[0025]-该标记包括不连续区域阵列,其形式和/或其位置形成所述码,
[0026]-每个不连续区域由微透镜形成,其光焦度不同于该眼科镜片的所述至少一个光学面的光焦度,
[0027]-该标记包括连续区域阵列,其形式和/或其位置形成所述码,
[0028]-该连续区域阵列以数字形式存储所述信息,
[0029]-所述信息包括以下元素之一:镜片序列号、配戴者信息(例如配戴者身份)、光学处方、镜片光学信息、镜片型号、镜片制造商标识,
[0030]-该方法包括以下步骤:获取该眼科镜片要被磨边的轮廓的形状,以及使该获取的轮廓相对于该眼科镜片居中,所述标记被定位在所述轮廓内部。
[0031]
本发明还涉及一种控制通过上述制造方法制造的眼科镜片的方法,包括以下步骤:
[0032]
a)捕获显示所述标记的所述眼科镜片的至少一部分的原始图像,以及
[0033]
b)处理在步骤a)中获取的该原始图像,以便解码与由所述标记形成的码相关联的信息。
[0034]
优选地,此方法包括根据该解码的信息验证该眼科镜片的步骤c)。
[0035]
本发明还涉及一种眼科镜片,该眼科镜片包括两个光学面并且适合安装到镜架中以便由未来配戴者配戴,其中所述两个光学面中的至少一个包括标记,该标记形成与关于该眼科镜片和/或所述未来配戴者和/或所述镜架的信息相关联的码并且由对该眼科镜片的整个所述光学面进行表面加工的操作产生。
[0036]
该镜片的其他有利特征如下:
[0037]-该标记包括不连续区域阵列,其形式和/或其位置形成所述码,
[0038]-每个不连续区域由微透镜形成,其光焦度不同于该眼科镜片的所述光学面的光焦度,
[0039]-该标记包括连续区域阵列,其形式和/或其位置形成所述码,
[0040]-该连续区域阵列以数字形式存储所述信息。
附图说明
[0041]
以下参考附图并通过非限制性示例给出的描述使本发明包括的内容以及实践本发明的方式清晰。
[0042]
在附图中:
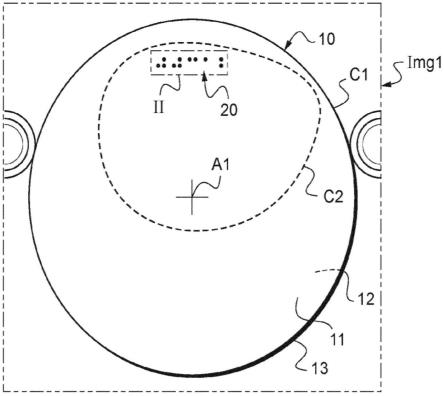
[0043]-图1是由光传感器获取的经表面加工的镜片的图像的视图,
[0044]-图2是图1的区域ii的详细视图,
[0045]-图3是图3所示视图的同源视图,以及
[0046]-图4是字母码与盲文码之间的对应表。
具体实施方式
[0047]
本发明主要涉及一种制造眼科镜片的方法,使得此镜片实现用于矫正患者的光学缺陷的光学功能,该患者是包括镜架和所述眼科镜片的眼镜的未来配戴者。
[0048]
综上所述,此制造方法包括获取未来配戴者的光学处方f1的第一操作,所述光学处方由配戴者的验光师提供。
[0049]
此制造方法包括对材料进行成型以便获得半成品镜片的第二操作。此半成品镜片具有标准形状,因此它不呈现从所述光学处方f1推导出的所需光焦度。
[0050]
第三操作包括用机加工工具对半成品镜片的光学面中的至少一个进行机加工,使得后者的光焦度等于所需的光焦度。此操作被称为“表面加工操作”。在此步骤中,经表面加工的镜片10包括两个光学面11、12和具有围绕主轴线a1的圆形轮廓c1的边缘13(见图1)。
[0051]
第四操作是对镜片的边缘进行机加工,使得该磨边的镜片具有与相应镜架镜圈的形状相匹配的轮廓c2。此操作包括获取镜架镜圈轮廓的形状、将此轮廓c2定位在镜片的参考系中、并沿着此轮廓c2切割镜片。
[0052]
然后,在最后的操作期间,将经磨边的镜片和镜架组装成一副眼镜。
[0053]
本发明主要涉及第三操作。
[0054]
此操作可以借助于数控自由形式表面加工机器来操作,表述“数控”指定所有的硬件和软件,用于为表面加工机器的所有部件提供运动指令。
[0055]
这种表面加工机器对于技术人员来说是众所周知的。
[0056]
我们只能解释,这种机器通常包括承载表面加工工具的主轴、固持半成品镜片的支架、计算和控制命令单元(以下简称为“计算单元”),该计算和控制命令单元设置有数据处理系统,该数据处理系统包括配备有存储器的微处理器,该存储器允许其加载和存储软件包(也称为计算机程序),当该软件包在微处理器中执行时,允许实现该制造方法。
[0057]
根据本发明,该制造方法不仅包括获取针对眼科镜片的未来配戴者的光学处方f1,还包括获取信息f2。
[0058]
此信息f2与眼科镜片和/或未来配戴者和/或镜架有关。此获取的目的是通过在表面加工操作期间(即借助于表面加工工具)在镜片上机加工的标记20将此信息f2存储到镜片上。
[0059]
此信息f2可以包括一个或多个数据。例如,此信息可以包括以下数据中的一个或多个:
[0060]-镜片序列号,
[0061]-配戴者信息(配戴者身份、年龄、镜片配戴史
……
)
[0062]-光学处方f1,
[0063]-镜片光学特征(材料、光学折射率
……
),
[0064]-镜片型号,
[0065]-镜片批次标识(当类似形状的镜片分批处理时),
[0066]-镜片制造商标识
……
[0067]
在以下示例中,信息f2仅包括镜片序列号。此镜片序列号(这里是“00312”)包括五位数字。
[0068]
基于半成品镜片的基弧、处方f1以及信息f2,该计算单元执行计算用于对眼科镜片10的光学面11中的至少一个进行机加工的表面加工指令f4的步骤。
[0069]
这里我们可以认为,仅正面11要被机加工。但是在变体中,可以仅对背面进行机加工。在另一个变体中,可以对两个面都进行机加工。
[0070]
在这里披露的非限制性示例中,此计算步骤包括三个子步骤。
[0071]
第一子步骤包括根据所述光学处方f1确定中间文件f3,从而考虑半成品镜片的基弧。
[0072]
此中间文件f3是根据众所周知的方法计算的,其方式为使得如果镜片是借助于此文件机加工的,则它会呈现一种使其能够执行其设计的光学功能的形状。
[0073]
然后,完成此中间文件f3。
[0074]
为此,在第二子步骤期间,信息f2被编码。
[0075]
在我们的示例中,信息f2使用盲文码进行编码。
[0076]
每个字母与每个相关联码之间的对应表如图4所示。根据此盲文码,每个字母可以借助于六个点编码,并且每个数字可以借助于四个点编码。
[0077]
在我们的示例中,信息f2由五位数字组成。因此,在我们的示例中,每个数字都用分布在方形的角上的四个点来编码。如图4所示,每个点都可以由2-2矩阵的系数“1”数学地表示(没有点用空系数表示)。
[0078]
在变体和更一般的方式中,我们可以使用2-3矩阵来表示编码一个字母或一个数字的点。
[0079]
在我们的示例中,为了简化,我们可以认为,为了对信息f2进行编码,该计算单元生成五个2-2矩阵并且从中推导出如图3所示的图像,该图像包括一个或两个或三个或四个点的五个组件21-25,每个都与所述2-2矩阵之一相关联。
[0080]
每个组件被分布成高度为δ2=1.7mm且宽度为δ1=1.1mm的矩形,两个相邻的组件彼此相距δ1=0.5mm。
[0081]
一旦机加工到镜片的正面11上,这些组件形成称为“标记20”的图像。
[0082]
最后,第三子步骤包括根据中间文件f3和该编码的信息确定表面加工指令f4。更具体地,所述图像被嵌入到中间文件f3中,使得一旦经表面加工,镜片就包括标记20。
[0083]
换言之,表面加工指令f4被计算为使得眼科镜片10的所述光学面11一旦经表面加工,就包括由所述表面加工步骤产生的标记20并且形成与所述信息f2相关联的码。
[0084]
然后,最后的步骤包括根据此表面加工指令f4对眼科镜片10的光学面11进行表面加工。
[0085]
之后,将表面加工指令f4送入表面加工机器,并根据此指令f4对镜片的正面11进行机加工。
[0086]
由于使用相同的工具,标记20被成形在镜片的正面11上,与正面11的其余部分同时成形。
[0087]
在仅对背面进行表面加工的变体中,标记20当然被机加工在此背面上。
[0088]
在对两个面都进行表面加工的另一变体中,标记20可以被机加工在镜片的任一面上、或在两个面上。
[0089]
标记20可以是任何形状,条件是所嵌入的码可以用解码装置解码。
[0090]
在图1中,表示了第一实施例。在此实施例中,标记20包括不连续区域阵列,其形式和/或其位置形成所述码。
[0091]
每个不连续区域沿其轮廓呈现在正面11的点的高度方面的不连续性(高度是沿主轴线a1测量的):当在包括主轴线a1并且经过不连续区域之一的中心的平面中观察正面的截面时,此平面中的正面11的代表曲线在不连续区域的每一侧上呈现角点。
[0092]
换言之,不连续区域可以被定义为由边缘(这里为圆形)界定的区域或者定义为在镜片的光焦度以不连续方式变化的轮廓处的区域。
[0093]
在图中所示的示例中,每个不连续区域由微透镜21a-25a形成。
[0094]
每个微透镜21a-25a具有圆形轮廓,但是在变体中,此轮廓可以是方形、椭圆形或其他形状。
[0095]
每个微透镜21a-25a包括与正面11的围绕它的环形区的光焦度不同的光焦度(这会产生不连续性)。
[0096]
微透镜的焦度需要足够小,以使得未来配戴者在配戴该镜片时不会察觉到与环形区的光焦度差异,但同时,该差异必须足够大,以可由解码装置检测到。
[0097]
每个微透镜的光焦度与相应环形区的光焦度之间的差异的绝对值优选大于1.5屈光度。在变体中,如果用于解码标记20的设备能够执行非常准确的测量,则可以使用小于1.5屈光度的差异。
[0098]
在图中未示出的另一个实施例中,标记20可以包括连续区域阵列,其形式和/或其位置形成所述码。
[0099]
我们可以给出示例。此示例中,镜片的正面11的区包括连续的光焦度变化。这些变化大于镜片的其余部分。在此区内,光焦度呈现高水平和低水平。高水平可以对应于qr码的黑色方块(或条形码的线条),而低水平可以与qr码的白色方块相关联。在我们的示例中,这些水平彼此相距0.1mm。
[0100]
在此示例中,连续区域阵列以数字形式存储信息f2,其意义在于,此qr码与可以用于存储信息f2的二进制码相关联,或者与与此信息相关联的标识符相关联。例如,qr码可以存储其中存储信息f2的数据库记录的地址。
[0101]
优选地,在两个实施例中,标记20被定位在轮廓c2内部。
[0102]
由于此特征,标记20在磨边操作之后保留在镜片10上,使得信息f2不仅可用于磨边操作,而且可用于将镜片安装到镜架镜圈和用于售后。
[0103]
为了不让配戴者感到不舒服,标记20被定位在镜片的上部部分中。
[0104]
由于此原因,标记被定位距轮廓c2的小于在轮廓的几何中心与轮廓c2之间的最小
距离的50%的距离处。此几何中心(也称为“方框中心”)这里被定义为轮廓c2外接的水平矩形的中心。
[0105]
在此制造工艺步骤中,眼科镜片10包括标记20,该标记形成与信息f2相关联的码并且由对整个正面11进行表面加工的操作产生。
[0106]
由于此制造工艺,当配戴者配戴他的眼镜时,配戴者看不到标记20。但是对于想要获得信息f2的用户(例如配镜师)来说,此标记20必须是可见的。
[0107]
为了读取标记20,用户可以使用特定光学装置或配备有光传感器的非特定装置。
[0108]
特定光学装置可以是例如文献us 2010228375中披露的制备设备。实际上,此设备包括光传感器和适合对标记20进行检测的图像处理单元。
[0109]
非特定装置可以是移动电信设备,例如便携式台式机、移动电话或平板电脑,其包括光传感器和图像处理单元。
[0110]
在这两个实施例中,图像处理单元必须被编程以适于对信息f2进行解码。
[0111]
更确切地,图像处理单元必须被编程以通过实现以下步骤来执行控制眼科镜片10的方法:借助于光传感器)获取(显示所述标记20的所述眼科镜片10的至少一部分的原始图像img1的第一步骤(见图1),以及处理此原始图像img1以便解码与由所述标记20形成的盲文码相关联的信息f2的第二步骤。
[0112]
第二步骤包括以下子步骤:
[0113]-检测每个微透镜21a-25a的轮廓的位置,
[0114]-识别微透镜的组件21-25,其每个都根据盲文码与一个数字相关联,
[0115]-为每个组件确定微透镜的数量和位置,
[0116]-生成二进制矩阵,如果该相关联的组件在相应位置包括微透镜,则其系数等于1,反之则等于0,
[0117]-在图4的表格中读取与此矩阵相关联的数字,
[0118]-从中推导出信息f2。
[0119]
信息f2一旦解码,就可以以各种方式使用。
[0120]
例如,如果信息f2包括轮廓c2的形状,则此信息可以用于磨边工艺,以便沿着此轮廓c2切割经表面加工的镜片。
[0121]
在另一个示例中,信息f2可以在售后服务中验证眼科镜片10的第三步骤期间使用。
[0122]
更具体地,用户可以通过用移动电话扫描标记20并通过将读取的信息f2发送到中央服务器来验证眼镜的镜片是真品,该中央服务器将向他发送一条通知他镜片是否是真品的消息作为响应。在此示例中,所编码的序列号用作保修号。因此,配戴者无需担心保修卡丢失。
[0123]
我们注意到,优选地,在半成品镜片上完成标记,然后沿着最终轮廓对镜片进行磨边,并且优选地然后在对镜片应用任何处理。因此,在镜片的整体核心上完成标记。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1