激光冲剪一体机的制作方法
1.本发明涉及激光切布和冲剪模具冲切钢带的技术领域,主要应用于布料与钢带粘接后和将带布的钢带缝制到布料两侧前的布料和钢带外形成形的工件制作,具体涉及一种激光冲剪一体机。
背景技术:
2.现有的烧切布料、冲剪布料和钢带及对冲剪后的钢带去毛刺是分为至少三个工序的,即激光机对布料进行烧切,模具对钢带进行冲剪,最后是人工对冲剪后的钢带进行去毛刺处理。这样就需要一台激光机、一台模具冲剪机器和一套人工去毛刺机器,这样的每道工序都需要一台机器和一名操作工,这样的分工存在以下缺点和不足:1.工件完成过程中所用设备数量较多,由于老的工序是激光机先对布料进行烧切,然后模具对钢带进行冲剪,最后是人工对冲剪后的钢带进行去毛刺处理,这样就需要一台激光机、一台模具冲剪机器和一套人工去毛刺机器,至少三套机器。而本专利阐述了一种激光冲剪一体机器,不同点在于将激光机、冲剪机、去毛刺机器整合成了一台设备,这样就大大减少了设备数量,由原来的至少三台设备变为了现在的一台设备。
3.2.设备数量多导致占地面积过大,由于以前在工件完成图纸中所要求的最终形态时需要一台激光机、一台模具冲剪机器和一套人工去毛刺机器,这三台设备就分别需要一块场地来摆放,这样就占用了生产车间比较多的场地,如果车间场地比较紧张的情况下,这些占用场地较大的机器更是成了车间管理和设备主管的一道难题。而本专利阐述了一种激光冲剪一体机器,将激光机、冲剪机、去毛刺机器整合成了一台设备,最终的设备占地面积跟以前的冲剪机占地面积相差不多,这样就很好的解决了生产车间场地不足的问题。
4.3.使用的工人数量较多,由于该工件要求在1分钟之内完成两条带布料钢带的裁切,传统的工序是第一个工人拿一条半成品先进行激光烧切多余布料,然后将完成烧切的工件传递给第二个工人,第二个工人拿着该工件进行冲剪,然后将冲剪好的工件传给第三个工人,第三个工人对该工件进行打磨去毛刺。而本专利阐述了一种激光冲剪一体机器,将传统的三个工人同时操作优化成了一个工人操作,降低了工人数量。
5.4.效率低且人工成本高,由于传统的工序是第一个工人将第一条钢带传给下一个工人,然后第一个工人再去进行第二条钢带的烧切,这样就是工人一次只能操作一条钢带,而且没有停顿的时候,这样不仅效率低,工人还会比较累,而且三个工人的人工成本也不是一个小数目。而本专利阐述了一种激光冲剪一体机器,只需一名工人操作,工人只需两次定位就可以轻松在一分钟内完成两条钢带的工艺制作,既解放了工人、提高了效率、又为企业节省了不少人工成本。
6.5.人工打磨去毛刺不安全,由于传统工艺第三道工序需要人工手动打磨去毛刺,这样打磨出来的钢带表面一致性不强,而且工人一手拿着钢带一手拿着打磨装置对钢带进行打磨,这样操作有一定的危险性,安全性不够高。而本专利阐述了一种激光冲剪一体机器,实现了机器自动对钢带进行打磨,解放了双手,提高了钢带打磨表面一致性,更重要的
是机器自己打磨,提高了安全性。
7.6.工人在冲剪钢带过程中需要经常倾倒冲切碎屑,由于现有冲剪模具下部接收碎屑的托盘是一个位于落料下部紧挨着模具的小托盘,托盘安装空间有限导致托盘容积较小且不能观察已经产生的碎屑的多少,这样工人在冲切一段时间后就需要停掉手中的活去倾倒碎屑,无形中就耽误了生产时间,降低了效率。而本专利阐述了一种激光冲剪一体机器,实现了将碎屑通过溜道导出到模具外的碎屑盒进行收集,这样就可以做到让工人一个班只倾倒一次碎屑 且碎屑产生量可以一目了然的看到,提高了生产效率和碎屑处理的合理性和方便性。
技术实现要素:
8.本发明的目的在于克服上述现有技术的不足之处,提供了一种激光冲剪一体机,该机主要解决了车间场地不足、所用机器数量和工人数量过多、提高了操作安全性、减少了工人劳动强度、提高了效率并极大的降低了人工成本,让企业用更少的资金和场地来解决相同的问题。
9.本发明的目的是通过以下技术方案实现的:激光冲剪一体机,包括:激光振镜切布装置、工件定位装置、工件夹紧装置、工件传输装置、工件冲剪装置、工件去毛刺装置。
10.其中,激光振镜切布装置,主要包括:升降滑台、滑台固定座、激光振镜头、过滤器、收集盒。
11.所述的激光振镜头安装在升降滑台上。
12.升降滑台固定在滑台固定座上,滑台固定座安装在台板上,通过激光振镜头通过升降滑台来起到升高降低的作用。
13.所述的过滤器起到在振镜头烧切布料的时候把多余烟雾吸走的作用。
14.所述的收集盒起到将烧切完的废布收集起来的作用。
15.其中,工件定位装置,包括:前导针、侧导针、限位固定板、指示灯。
16.所述的前导针和侧导针起到阳极的作用。
17.所述的侧导针起到阴极的作用,钢带(工件)相当于导通介质,钢带先与限位固定板接触上,再分别与前导针和侧导针接触上,其中前导针起到钢带前端定位作用,两个侧导针起到钢带侧面两点定位作用,这样既保证了前端定位,又保证了侧面直线定位。
18.其中,工件夹紧装置,包括:定位安装板、侧板、气缸固定板、夹紧气缸。
19.所述的钢带在定位的同时会被放入定位安装板和侧板之间即夹紧气缸的下部。
20.所述的夹紧气缸下压起到夹紧钢带的作用。
21.其中,工件传输装置,包括:无杆气缸、拖链、导轨滑块。
22.所述的工件夹紧装置位于x向无杆气缸上,x向无杆气缸带动工件夹紧装置起到x向移动作用。
23.所述的工件夹紧装置、x向无杆气缸位于y向无杆气缸及导轨滑块上,y向无杆气缸带动该部分起到y向移动的作用。
24.其中,工件冲剪装置,包括:压机、冲剪模具、废料溜道。
25.所述的冲剪模具位于压机内,压机下压带动冲剪模具下压起到冲剪布和钢带的作
用(布位于钢带上侧,布与钢带是粘紧的状态)。
26.所述的废料溜道位于冲剪模具下部,冲剪完的废料顺着废料溜道溜出。
27.其中,工件去毛刺装置,包括:抱箍、打磨笔、从动轮安装座、打磨气缸安装板、打磨气缸、从动轮、排刷气缸、排刷。
28.所述的抱箍安装在冲剪模具上。
29.所述的打磨笔安装在抱箍上。
30.所述的抱箍起到固定打磨笔的作用。
31.所述的从动轮位于从动轮安装座上。
32.所述的从动轮安装座位于打磨气缸上。
33.所述的打磨气缸位于打磨气缸安装板上。
34.所述的打磨气缸安装板安装在模具上,打磨气缸带动从动轮安装座和从动轮起到压住钢带和松开钢带的作用。
35.所述的排刷安装在排刷气缸上,排刷气缸起到带动排刷挡住抛光产生的碎屑的作用。
36.与现有技术相比,本发明的有益效果是:本发明解决了车间场地不足、所用机器数量和工人数量过多、工人劳动强度大等问题,通过本发明的设计,使相同功能的机器占地面积更小、干相同的活所用人工更少、提高了操作安全性、减少了工人劳动强度、提高了效率并极大的降低了人工成本。
附图说明
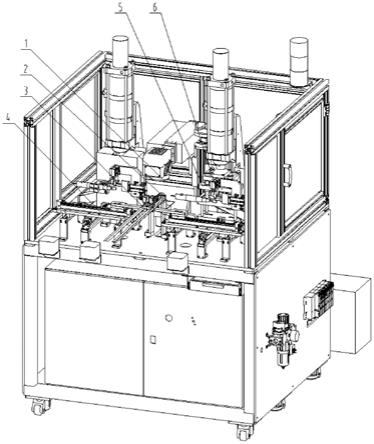
37.图1 为激光冲剪一体机正面示意图;图2为激光冲剪一体机背面示意图;图3为激光振镜切布装置和工件定位装置示意图;图4为工件夹紧装置的示意图;图5为工件传输装置的示意图;图6为工件冲剪装置和工件去毛刺装置的示意图。
38.1.激光振镜切布装置
ꢀꢀꢀ
2.工件定位装置
ꢀꢀꢀ
3.工件夹紧装置
ꢀꢀꢀ
4.工件传输装置
ꢀꢀꢀ
5.工件冲剪装置
ꢀꢀꢀ
6.工件去毛刺装置
ꢀꢀꢀ
7.升降滑台
ꢀꢀꢀ
8. 废料导槽
ꢀꢀꢀ
9.滑台安装座
ꢀꢀꢀ
10.过滤器
ꢀꢀꢀ
11.收集盒
ꢀꢀꢀ
12.夹紧气缸
ꢀꢀꢀ
13. 带布钢带条
ꢀꢀ
14.x向无杆气缸
ꢀꢀꢀ
15.y向无杆气缸
ꢀꢀꢀ
16.硬限位
ꢀꢀꢀ
17.滑块导轨
ꢀꢀꢀ
18. 废料溜道
ꢀꢀꢀ
19.打磨笔
ꢀꢀꢀ
20.从动轮
ꢀꢀꢀ
21. 去毛刺气缸
ꢀꢀꢀ
22.排刷气缸
ꢀꢀꢀ
23.排刷
ꢀꢀꢀ
24.气动压机
ꢀꢀꢀ
25.指示灯。
具体实施方式
39.为能进一步了解本发明的内容、特点以及功效,兹例举以下实施例,并配合附图详细说明如下。需要说明的是,本实施例是描述性的,不是限定性的,不能由此限定本发明的保护范围。
40.激光冲剪一体机器,包括激光振镜切布装置(1)、工件定位装置(2)、工件夹紧装置(3)、工件传输装置(4)、工件冲剪装置(5)、工件去毛刺装置(6)。
41.带布钢带条(13)先被放入工件定位装置(2)中,此时钢带边靠里,布边靠外放置,
因为钢带边需要与工件定位装置(2)中的定位前端和定位侧面电导通,导通后工件定位装置(2)中的前端和侧面的指示灯(25)均亮起,导通面的指示灯(25)亮起,没导通面的指示灯(25)不亮起。
42.这时激光振镜切布装置(1)对外露布料进行切割,切割掉的布料通过废料导槽(8)进入到收集盒(11)中,切割产生的废气通过过滤器(10)释放到室外。
43.激光振镜切布装置(1)切完布以后向plc发送信号,之后工件夹紧装置(3)中的夹紧气缸(12)夹紧带布钢带条(13)。
44.工件传输装置(4)中的x向无杆气缸(14)带动工件夹紧装置(3)和带布钢带条(13)移动到定位远端,之后y向无杆气缸(15)在滑块导轨(17)支撑下带动工件夹紧装置(3)、布钢带条(13)、x向无杆气缸(14)靠近工件冲剪装置(5)并进入冲剪装置(5)内部,气动压机(24)带动冲剪装置(5)对带布钢带条(13)进行冲剪,产生的冲剪废料通过废料溜道(18)排到相应的废料盒中冲剪完成后,去毛刺装置(6)中的去毛刺气缸(21)带动从动轮(20)下压略压住带布钢带条(13)同时去毛刺装置(6)中的排刷气缸(22)带动排刷(23)伸出挡住模具入口,之后去毛刺装置(6)中的打磨笔(19)转动对毛刺进行去毛刺处理,此时打磨产生的碎屑会被排刷(23)挡在工件冲剪装置(5)外面,从而不会让碎屑对工件冲剪装置(5)产生损坏。
45.在工件去毛刺装置(6)对带布钢带条(13)去毛刺的同时,y向无杆气缸(15)会带着工件夹紧装置(3)、布钢带条(13)、x向无杆气缸(14)远离工件冲剪装置(5),到达工件冲剪装置(5)远端后,x向无杆气缸(14)带动工件夹紧装置(3)和带布钢带条(13)移动到定位近端,此时工人用手扶住带布钢带条(13)并按下开关,工件夹紧装置(3)中的夹紧气缸(12)打开,工人将带布钢带条(13)调换到另外一端并在工件定位装置(2)中二次定位,三个指示灯(25)全亮起后进行布钢带条(13)的另外一端冲剪和去毛刺。
46.激光冲剪一体机中,包含两套工件夹紧装置(3)、工件传输装置(4)、工件冲剪装置(5)、工件去毛刺装置(6)、工件夹紧装置(3)、工件传输装置(4)、工件冲剪装置(5)、工件去毛刺装置(6)是左右对称的,即在工件定位装置(2)两侧是带动两条带布钢带条(13)同时工作的。需要单侧工作时只需将带布钢带条(13)放到相应一侧即可实现单侧工作。x向和y向传输精确位置是由x向无杆气缸(14)和y向无杆气缸(15)上的硬限位(16)来保证的。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1