一种铝合金带筋薄壁构件超声辅助渐进成形装置及工艺的制作方法
[0001]
本发明涉及机械加工技术领域,具体涉及一种铝合金带筋薄壁构件超声辅助渐进成形装置及工艺。
背景技术:
[0002]
带筋薄壁板是广泛应用于航空航天等高精尖领域的构件,不仅在飞机外壳组成中频繁使用,还被广泛应用在机翼等飞机的主要承力部位甚至太空空间站中,其拥有优良的刚度和强度,还能够大大减少结构质量。因此,带筋薄壁板的制造与变形加工技术在轻量化、高强度金属制造领域中占有重要地位,其发展与创新的重要性不言而喻。因为其高质量要求,通常利用强度较高的铝合金、镁合金、钛合金来进行制造,但同时它要求能被加工出较为复杂的曲率,同时还因为附带筋条的原因无法直接变形加工,为了达到要求的外形及曲率,通常需要一并将薄壁板与筋条看作一个整体进行塑性弯曲变形。然而在此前的带筋薄壁板加工中大多是利用挤压成形、蠕变成形、辊弯成形、焊接成形等技术手段。但是蠕变失效等技术有着变形工艺复杂、设备笨重体积大、人工加工难度大、成型困难的缺点;辊弯及挤压技术的质量不高,常常带有各种缺陷,生产效率又偏低,无法满足大规模、大批量的带筋薄壁板生产,短时间内无法满足需求。毫无疑问,应该继续寻找一种能整体加工带筋薄壁板的新工艺,寻求创新。
[0003]
目前关于薄壁板单点渐进成形工艺的方法多局限在平板中,很少有能够直接或者利用辅助手段整体加工带筋薄壁板的新工艺产出。公开号为cn104690138a的名为《一种镁合金板材超声振动单点渐进成形装置及其渐进成形方法》的专利公开了一种镁合金板材超声振动单点渐进成形装置及其渐进成形方法,将超声波应用于单点渐进成形。
[0004]
普通的带筋板加工技术由于筋条与壁板同时受到上下挤压力,加剧了力在构件的不均匀,非常容易在筋条和壁板中产生起皱、翘起、侧弯等缺陷。张新华在《文章整体壁板填料滚弯成形工艺研究》中表述了一种针对带筋薄壁板的先填料后辊弯加工技术。公开号为cn109877211a的名为《一种带筋壁板填料电磁成形方法》的专利公开了一种带筋壁板填料电磁成形方法,先在带筋壁板网格间填料再进行电磁成形,并且在电磁成形的过程中确定合理的成形工位点,最终完成了对带筋薄壁板的整体加工。但是此种方法是用于挤压成型,如果用之于单点渐进成型中则会出现填料与筋条之间由于材料差异出现高度差导致无法加工、纵向筋板处强度较大导致成型力在构件各点施加不均匀等缺点。
技术实现要素:
[0005]
本发明的目的之一在于提供一种铝合金带筋薄壁构件超声辅助渐进成形装置,以实现带筋薄壁构件的整体加工,同时减少上述现有技术在成型过程中存在的种种缺陷。
[0006]
为实现上述目的,本发明采用的技术方案是:一种铝合金带筋薄壁构件超声辅助渐进成形装置,包括箱体以及安装在箱体内部的渐进成型装置。所述渐进成型装置包括工作台、设在工作台下方的磨料悬浮液储存箱、位于工作台两侧的总支架、安装在工作台上的
夹持装置和设在工作台正上方的超声辅助成型装置以及喷料装置。
[0007]
所述工作台固定安装在箱体的底部位置,其台面上设有均匀排布的通孔。工作台的上端面上设有两条平行的丝杠,两条丝杠的一端均连接步进电机,另一端均通过连接柱固定安装在工作台上;在丝杠上方安装有移动板,移动板通过其下端面的滑块连接于丝杠;移动板上端面安装有夹持装置,所述夹持装置包括两个相同的装置夹,装置夹包括支撑柱、电机、连接件、上夹板、下夹板以及调节螺栓。
[0008]
位于工作台两侧的总支架包括两个竖向气缸以及连接竖向气缸上端的横梁,横梁包括一根螺纹杆和两根横向光杆,螺纹杆能相对转动;在横梁的一端上侧安装一台伺服电机,伺服电机的转轴上安装主动轮,在螺纹杆的同一端安装有从动轮,主动轮与从动轮之间通过链带连接;横梁上套装有滑块,滑块下端固定安装一根与横梁相垂直的纵向导杆,超声辅助成型装置和喷料装置安装在纵向导杆上。
[0009]
所述喷料装置包括存放箱和喷管,存放箱呈凹型,倒装在纵向导杆上,存放箱的下端设两个喷嘴;超声辅助成型装置安装在存放箱的凹陷内,包括超声波发生器、超声波换能器、超声波变幅杆和工具头,顺次组合安装,起到加工作用。
[0010]
进一步地,所述箱体前端开口,开口处安装有防护门,防护门为侧开门,通过合页连接,合页通过螺钉固定安装在箱体前端的侧柱上;所述防护门上安装有控制面板,且控制面板的内部固定设置有单片机,用来控制工具头进行单点渐进成型过程;防护门上还设有把手。
[0011]
进一步地,所述磨料悬浮液储存箱上方位置的内壁上设有一周环形卡槽,卡槽的内部安装有卡块,过滤网固定连接在卡块上;磨料悬浮液储存箱的外部还安装有循环泵,循环泵的吸入端连通磨料悬浮液储存箱下部,输出端通过循环管连通存放箱。
[0012]
进一步地,所述总支架中两个竖向气缸能够同步伸缩,带动横梁上结构上下运动;喷料装置和超声辅助成型装置能够沿螺纹杆方向进行左右移动,能够沿纵向导杆方向前后移动。
[0013]
进一步地,所述夹持装置中两个装置夹相对安装,其上夹板和下夹板的内侧均安装有减震垫。
[0014]
本发明的目的之二,公开了一种基于上述渐进成型装置的铝合金带筋壁板构件整体坯料的加工工艺,具体包括以下几个步骤:
[0015]
步骤一,填料;将橡胶或金属填料填充到待加工铝合金带筋壁板坯料的筋条之间的网格中,将填充好的待加工件放置到装置夹上,调整调节螺栓使上、下夹板夹紧待加工件。
[0016]
步骤二,覆板;在步骤一填充的坯料基础上,加装一定厚度的铝合金覆板,以创造平滑表面来完成渐进成形工作,同时减少橡胶的受压变形,减少坯料的受力的不均匀。
[0017]
步骤三,渐进成型;首先,开启整个装置的开关,通过控制面板控制气缸收缩,带动整个横梁下降到指定位置;超声波发生器运行,使工具头处于震动工作状态,作用于铝合金覆板表面,进而间接实现带筋薄壁构件的变形加工,将其逐步成型;其次,依据控制面板中单片机预先设计好的程序设计,控制伺服电机运作,带动螺纹杆旋转,继而带动超声辅助成型装置整体沿螺纹杆方向能够往复运动,同时也使超声辅助成型装置整体能够沿纵向导杆方向往复运动,使工具头进行具有规律的渐进成型过程,通过局部性、逐次微量的挤压力累
积,使坯料产生变形;然后,控制气缸逐渐伸出,带动工具头在y轴方向上实现纵向运动,从而完成逐层渐进成型加工,直至工件完成。
[0018]
步骤四,取出;工件加工完成后气缸完全伸出,步进电机运作,带动移动板行进到箱体的前侧位置,便于操作人员取出。
[0019]
优选地,步骤一中填充料为硫调节型氯丁橡胶,利用填料法将硫调节型氯丁橡胶填料注入筋条网格中。
[0020]
优选地,步骤二中所述覆板厚度根据坯料的厚度进行加装,两者之间成反比,覆板厚度最大不超过1mm。
[0021]
本发明所引进的超声加工是利用超声频作小振幅振动的工具,并通过它与工件之间游离于液体中的磨料对被加工表面的捶击作用,能使工件材料变形能力显著提高的特种加工。超声加工常用于穿孔、挤压、焊接、套料和抛光,单点渐进成型加工可以使用超声波加工。
[0022]
与现有技术相比,本发明具有以下有益效果:在坯料表面加装特定厚度的铝合金覆板,形成平滑表面,使工具头不必加载在不抗压的氯丁橡胶上,也不必考虑填料与筋板间隙导致的运动路径不平稳问题,降低了成型难度,提高了材料的变形能力,还进一步改变了材料内部晶粒组织,提高了带筋薄板表面质量及工件强度。本发明设计了配套的全自动加工机床系统,在加工过程中能够实现三维运动,提升加工细节,完成精准变形。本发明还设有一套悬浮液循环系统,实现悬浮液的循环利用,达到节约悬浮液的目的。
附图说明
[0023]
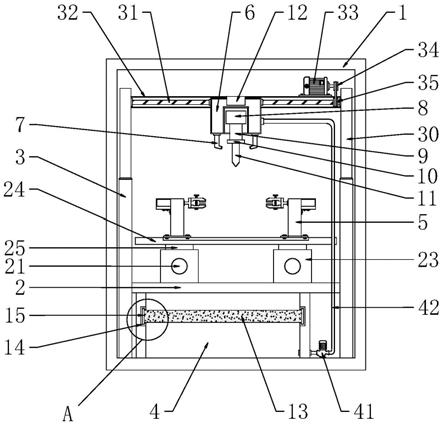
图1是本发明的整体结构示意图;
[0024]
图2是本发明中防护门的正视图;
[0025]
图3是本发明中工作台的俯视图;
[0026]
图4是本发明中夹持装置的结构图;
[0027]
图5是图1中a的放大图;
[0028]
图6是铝合金带筋薄板的结构图及分解图;
[0029]
图中:1、箱体,2、工作台,3、总支架,4、磨料悬浮液储存箱,5、夹持装置,6、存放箱,7、喷嘴,8、超声波发生器,9、超声波换能器,10、超声波变幅杆,11、工具头,12、纵向导杆,13、过滤网,14、卡槽,15、卡块,16、带筋薄壁板坯料,17、填充料,18、覆板;101、防护门,102、控制面板,103、合页,104、把手;
[0030]
21、丝杠,22、步进电机,23、连接柱,24、移动板,25、滑块,26、通孔;
[0031]
30、气缸,31、螺纹杆,32、横向光杆,33、伺服电机,34、主动轮,35、从动轮;
[0032]
41、循环泵,42、循环管;51、支撑柱,52、电机,53、连接件,54、上夹板,55、下夹板,56、调节螺栓,57、减震垫。
具体实施方式
[0033]
需要注意的是,在本发明中,术语如“上”、“下”、“前”、“后”等指示的方位或位置关系为基于附图所示的方位或位置关系,只是为了便于叙述本发明各部件结构关系而确定的关系词,并非特指本发明中任一部件,不能理解为对本发明的限制。
[0034]
下面结合附图对本发明的具体实施方式作进一步详细的说明:
[0035]
如图1所示,一种铝合金带筋薄壁构件超声辅助渐进成形装置,包括箱体1以及安装在箱体1内部的渐进成型装置。所述渐进成型装置包括工作台2、设在工作台2下方的磨料悬浮液储存箱4、位于工作台2两侧的总支架3、安装在工作台2上的夹持装置5和设在工作台2正上方的超声辅助成型装置以及喷料装置。
[0036]
结合图3,上述工作台2固定安装在箱体1内的底部位置,其台面上设有均匀排布的通孔26。工作台2的上端面上设有两条平行的丝杠21,丝杠21的一端连接步进电机22的转轴,另一端通过连接柱23固定安装在工作台2的上端面,丝杠21能相对连接柱23进行旋转。在两条丝杠21的上方安装有移动板24,移动板24的下端面设有两个滑块25,滑块25上设有贯穿的螺纹孔,移动板24通过下端面的滑块25套装连接于丝杠21。移动板24的上端面安装有夹持装置5,所述夹持装置5包括两个结构相同的装置夹,两个装置夹相对安装于移动板24上,结合图4,装置夹包括支撑柱51、电机52、连接件53、上夹板54、下夹板55以及调节螺栓56,支撑柱51通过螺栓固定连接在移动板24上,支撑柱51的外侧上端固定安装电机52,电机52的转轴穿过支撑柱51,转轴的末端安装连接件53,连接件53呈t型状,下夹板55固定安装在连接件53上,上夹板54活动安装在连接件53上,上夹板54与下夹板55上均设有螺栓孔,其中贯穿安装调节螺栓56,通过旋转调节螺栓56能够夹紧和松弛上、下夹板,上夹板54与下夹板55的内侧还加装了减震垫57,在减缓震动带来影响的同时,辅助夹紧待加工件。
[0037]
位于工作台2两侧的总支架3包括两个竖向气缸30以及连接竖向气缸30上端的横梁,横梁包括一根螺纹杆31和两根横向光杆32,螺纹杆31位于两个横向光杆32中间。两个竖向气缸30的下端固定安装在箱体1的底面,两根横向光杆32平行固定连接竖向气缸30的上端,螺纹杆31活动安装于竖向气缸30的上端,能进行相对转动。在横梁的右端上侧安装一台伺服电机33,伺服电机33的转轴上安装主动轮34,同样,在螺纹杆31的右端对应位置安装有从动轮35,所述主动轮34与从动轮35之间通过链带连接。横梁上还套装有滑块,滑块上设有一个螺纹孔和两个光孔,分别对应螺纹杆31和横向光杆32;滑块下端固定安装一根与横梁相垂直的纵向导杆12,纵向导杆12上设有外螺纹,超声辅助成型装置和喷料装置安装在纵向导杆12上。
[0038]
上述喷料装置包括存放箱6和喷管7,存放箱6呈凹型,倒装在纵向导杆12上,其颞部位置设有内螺纹,与纵向导杆12上外螺纹相适配;存放箱6的上部还设有控制电机,控制其沿纵向导杆12运动;存放箱6的下端设有两个对称的喷嘴7。超声辅助成型装置安装在存放箱6的凹陷内,包括超声波发生器8、超声波换能器9、超声波变幅杆10和工具头11,声波发生器8、超声波换能器9、超声波变幅杆10和工具头11顺次组合而成。
[0039]
在工作台2的下方还设有磨料悬浮液储存箱4,结合图5,磨料悬浮液储存箱4内壁的上方位置设有一周环形卡槽14,卡槽14的内部嵌装有卡块15,过滤网13固定连接在卡块15上,加工过程中喷洒的悬浮液经过过滤网13的过滤,落入磨料悬浮液储存箱4中。在箱体1的底部、磨料悬浮液储存箱4的外部还安装有循环泵41,循环泵41的吸入端连通磨料悬浮液储存箱4下部,输出端通过循环管42连通存放箱6,将悬浮液抽入存放箱6,循环利用。
[0040]
如图2所示,上述箱体1的前端开口,开口处安装有防护门101,防护门101为侧开门,通过合页103连接箱体1前端的侧柱上。所述防护门101上安装有控制面板102,控制面板102的内部还设有单片机;控制面板102通过线路连接内部的竖向气缸31、伺服电机33、存放
箱6内的电机、超声波发生器8、步进电机22、夹持装置5中的电机以及循环泵41,分别控制器运行。同时,防护门101右侧还设有把手104。所述单片机的型号可为ht66f018,伺服电机33的型号可为y90s-2,步进电机22的型号可为y80m1-2,竖向气缸30的型号可为j64rt2univer,循环泵41的型号可为isgd。
[0041]
上述渐进成型装置的工作原理如下,其加工工艺包括以下步骤:
[0042]
首先,进行待加工铝合金带筋薄壁板坯料16的填料;将橡胶或金属填料填充到带筋薄壁板筋条之间的网格中,考虑到氯丁橡胶有良好的物理机械性能,具有较高的拉伸强度、伸长率和可逆的结晶性,其粘接性好、耐老化、耐热,同时考虑到利用金属填料的成本,特使用硫调节型氯丁橡胶。填充完成后,在其上再次加装特定厚度的铝合金覆板18,以创造平滑表面来完成渐进成形工作,同时减少橡胶的受压变形,减少坯料的受力的不均匀。
[0043]
其次,将待加工的完整铝合金带筋薄壁板夹持在装置夹中;通过转动调节螺栓56,带动上夹板54向下夹板55靠拢,夹紧待加工件。工作台2上两台步进电机22同步运行,将移动板24移动到工具头11的正下方;夹持装置5中的两台电机同步运作,调整待加工件的角度;竖向气缸30同步收缩,带动横梁及其上安装结构整体下降,工具头11接触待加工件。
[0044]
然后,超声波发生器8运作,通过超声波换能器9和超声波变幅杆10的转换,带动工具头11处于振动状态;控制面板102依据其内部安装的单片机内部加工程序,控制伺服电机33或存放箱6内部安装的电机,使工具头11能够分别沿螺纹杆31横向往复运动或者是沿纵向导杆12前后往复运动,同时通过控制竖向气缸30伸缩,实现三维运作。在工具头11对待加工件进行变形加工的过程中,循环泵41运作,将磨料悬浮液储存箱4中的磨料悬浮液抽出,经过循环管42送到存放箱6中,然后经喷嘴7喷出。工具头11对待加工件进行逐层加工,待加工完一层后,工具头即下降小段距离,继续完成对下一层的加工变形,循环往复最终完成加工。加工过程中喷出的悬浮液经过工作台2上的通孔26落入磨料悬浮液储存箱4中,通过过滤网13将杂质过滤掉,实现循环利用。
[0045]
最后应说明的是,上述实施方式的说明仅用于说明本发明的技术方案,并非是对本发明的限制,本发明也并不仅限于上述举例,本技术领域的技术人员在本发明的实质范围内所做出的变化、改型、添加或替换,也应属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1