一种铣切一体化装置的制作方法
一种铣切一体化装置
【技术领域】
1.本发明涉及一种铣切装置,具体是涉及一种铣切一体化装置。
背景技术:
2.安全光栅又称作安全光幕(也称光电安全保护装置、安全保护器、冲床保护器、红外线安全保护装置等),是通过一组红外线光束,形成保护光栅,当光栅出现被遮挡时,光电保护装置发出信号,控制具有潜在危险的机械设备停止工作,以降低作业人员在工作环境中受到伤害的可能性,有效保护作业人员的人身安全。
3.该产品的注塑成型方式采用侧进胶和直接进胶的方法进行注塑成型,在产品的注塑成型完成后,产品上的料头需要进行加工处理,该料头既需要进行冲切处理,又需要进行冲铣处理。现阶段针对产品料头的铣切处理方式为采用传统的铣切料机对产品上料头进行铣切作业,然而,该处理方式在铣切处理过程中由于机架本身的稳定性不足、皮带传动不稳定、铣切精度低和所用铣料电机型号小,导致产品的铣切作业不完善,在料头铣切不完整时,员工需要对其进行二次加工,耗时费力,人工成本高,若操作不当,容易损伤产品和产品的外观品质下降,并且产生产品的良率和生产效率降低的问题。
4.有鉴于此,实有必要提供一种铣切一体化装置,以解决现阶段的处理方式产生的耗时费力、人工成本高、产品的外观品质下降、产品的良率和生产效率降低的问题。
技术实现要素:
5.本发明的目的在于提供一种铣切一体化装置,以解决现阶段的处理方式产生的耗时费力、人工成本高、产品的外观品质下降、产品的良率和生产效率降低的问题,所述铣切一体化装置包括:
6.支架机构,所述支架机构设置于水平面上,所述支架机构包括第一支架、脚轮、平面板、第二支架和上遮板,所述第一支架设置于水平面上,所述脚轮设置于所述第一支架的底端四角,所述平面板设置于所述第一支架的顶端,所述第二支架设置于所述平面板上,所述上遮板设置于所述第二支架的侧面;
7.固定机构,所述固定机构设置于所述支架机构上,所述固定机构包括第一滑轨结构、固定治具、第一传感器和第一电机,所述第一滑轨结构设置于所述平面板上,所述固定治具和所述第一传感器均设置于所述第一滑轨结构上,所述第一电机设置于所述固定治具的下方,所述第一电机带动所述固定治具沿所述第一滑轨结构作z轴方向移动;
8.移动机构,所述移动机构设置于所述第二支架上,所述移动机构包括x轴结构和y轴结构,所述x轴结构设置于所述第二支架上,所述y轴结构垂直设置于所述x轴结构,所述x轴结构和y轴结构上均设有第二滑轨结构、第二电机和第二传感器,所述x轴结构上的第二电机带动切刀和铣刀作x轴方向移动,所述y轴结构的第二电机带动切刀和铣刀作y轴方向移动;
9.切刀机构,所述切刀机构设置于所述y轴结构上,所述切刀机构上设有切刀、连接
轴、第三电机、气缸、固定座和第三传感器,所述切刀设置于所述连接轴上,所述连接轴连接所述第三电机,所述第三电机带动所述铣刀旋转,所述固定座固定所述第三电机于所述气缸上,所述气缸设置于所述y轴结构上,所述气缸带动所述切刀进行y轴方向的上下移动,所述第三传感器设置于所述固定座的一侧;
10.铣刀机构,所述铣刀机构设置于所述切刀机构的一侧且位于所述y轴结构上,所述铣刀机构上设有铣刀、高速风冷主轴和连接座,所述铣刀设置于所述高速风冷主轴的底端,所述连接座固定所述高速风冷主轴于所述y轴结构上,所述高速风冷主轴连接所述切刀机构的第三电机,所述铣刀通过所述第三电机于所述高速风冷主轴内旋转;
11.控制单元,所述控制单元、所述第一电机、所述第二电机、所述第三电机、所述第一传感器、所述第二传感器和所述第三传感器电性连接。
12.可选的,所述切刀机构与所述铣刀机构相互连接,使铣切一体化。
13.可选的,所述第一传感器探测产品于z轴方向的移动距离,所述第二传感器探测所述切刀机构和所述铣刀机构分别于x轴和y轴方向的移动距离,所述第三传感器探测所述切刀机构于y轴方向上下移动的距离。
14.可选的,所述支架机构上还包括一三孔按钮开关和两安全光栅,所述三孔按钮开关设置于所述平面板上,所述安全光栅设置于所述第二支架上,所述三孔按钮开关具有启动、暂停和停止装置作业的功能。
15.可选的,所述上遮板的背部设有一led灯。
16.可选的,所述移动机构通过所述支撑块固定于所述第二支架上。
17.可选的,所述固定机构和移动机构的内部分别设有丝杆,所述丝杆分别连接所述第一电机、所述第二电机和所述第三电机,所述铣切一体化装置以电机和丝杆的连接作为驱动方式。
18.可选的,所述第一滑轨结构和第二滑轨结构分别设有一缓冲垫,所述缓冲垫的材料为软胶材料。
19.可选的,所述切刀机构上设有一减速机,所述减速机连接所述第三电机,所述铣刀机构通过所述第三电机和所述减速机的电性连接来调整自身铣刀的旋转速度。
20.可选的,所述铣切一体化装置通过调整x轴、y轴和z轴方向的移动距离来适用不同产品的铣切作业,再通过气缸调整切刀的高度,以及通过减速机和第三电机的电性连接来实现精确铣切产品上的料头。
21.相较于现有技术,本发明的铣切一体化装置首先启动装置,将产品放置于固定治具上,控制单元控制第一电机带动产品于z轴方向移动一定距离,其次,当第一传感器探测到产品于z轴方向移动一定距离时,发送一信号给控制单元,控制单元控制第二电机带动铣刀机构和切刀机构分别于x轴和y轴移动一定距离,接着,当第二传感器探测到铣刀机构和切刀机构分别于x轴和y轴方向移动一定距离时,发送一信号给控制单元,控制单元控制第三电机带动铣刀机构对第一料头进行冲铣作业,其中,减速机和第三电机控制铣刀的转速,然后,经过一定时间,第一料头的冲铣作业完成后,控制单元控制气缸调整切刀机构的上下高度,切刀对准产品上的第二料头,当第三传感器探测到切刀下降一定高度时,利用气缸带动切刀向下冲切第二料头,最后,完成整个产品的的铣切作业,取出产品,利用本发明的铣切一体化装置,不仅通过铣切作业一体化和电机与丝杆连接作为驱动方式,实现产品于x
轴、y轴和z轴方向上的灵活移动,解决耗时费力、人工成本高、产品的外观品质下降的问题,还具有铣切精度高、适用不同产品的特点,大大提高了产品的良率和生产效率。
【附图说明】
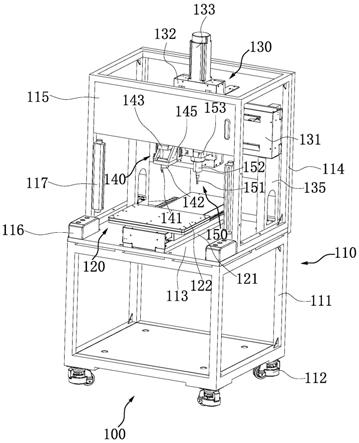
22.图1是本发明的铣切一体化装置的结构示意图。
23.图2是本发明的铣切一体化装置的另一角度的结构示意图。
24.图3是本发明的铣切一体化装置的切刀机构和铣刀机构的结构示意图。
25.图4是本发明的铣切一体化装置的切刀机构和铣刀机构的另一角度的结构示意图。
26.图5是本发明的产品的示意图。
27.图6是本发明的铣切一体化装置于一较佳实施例中第一工作状态的结构示意图。
28.图7是本发明的铣切一体化装置于一较佳实施例中第二工作状态的结构示意图。
29.图8是本发明的铣切一体化装置于一较佳实施例中第三工作状态的主视图。
30.图9是本发明的铣切一体化装置于一较佳实施例中第四工作状态的结构示意图。
【具体实施方式】
31.为更进一步阐述本发明所采取的技术手段及其效果,以下结合本发明的一较佳实施例及其附图进行详细描述。
32.请参阅图1、图2、图3和图4所示,图1是本发明的铣切一体化装置的结构示意图,图2是本发明的铣切一体化装置的另一角度的结构示意图,图3是本发明的铣切一体化装置的切刀机构和铣刀机构的结构示意图,图4是本发明的铣切一体化装置的切刀机构和铣刀机构的另一角度的结构示意图,所述铣切一体化装置100包括:
33.支架机构110,所述支架机构110设置于水平面上,所述支架机构110包括第一支架111、脚轮112、平面板113、第二支架114和上遮板115,所述第一支架111设置于水平面上,所述脚轮112设置于所述第一支架111的底端四角,所述平面板113设置于所述第一支架111的顶端,所述第二支架114设置于所述平面板113上,所述上遮板115设置于所述第二支架114的侧面,所述第一支架111用于固定所述脚轮112,所述脚轮112用于所述铣切一体化装置100的移动,所述第二支架114用于固定所述固定机构120和所述移动机构130,所述上遮板115用于固定led灯118;
34.固定机构120,所述固定机构120设置于所述支架机构110上,所述固定机构120包括第一滑轨结构121、固定治具122、第一传感器(图未视)和第一电机(图未视),所述第一滑轨结构121设置于所述平面板113上,所述固定治具122和所述第一传感器(图未视)均设置于所述第一滑轨结构121上,所述第一电机(图未视)设置于所述固定治具122的下方,所述第一滑轨结构121和所述第一电机(图未视)用于带动所述固定治具122作z轴方向移动,所述固定治具122用于固定产品,所述第一传感器(图未视)用于探测所述产品于z轴方向的移动距离;
35.移动机构130,所述移动机构130设置于所述第二支架114上,所述移动机构130包括x轴结构131和y轴结构132,所述x轴结构131设置于所述第二支架114上,所述y轴结构132垂直设置于所述x轴结构131,所述x轴结构131和y轴结构132上分别设有第二滑轨结构(图
未视)、第二电机133和第二传感器(图未视),所述x轴结构131上的第二电机133带动切刀141和铣刀151作x轴方向移动,所述y轴结构132的第二电机133带动切刀141和铣刀151作y轴方向移动,所述第二滑轨结构(图未视)和所述第二电机133用于带动所述切刀机构140和所述铣刀机构150于x轴方向和y轴方向移动,所述第二传感器(图未视)用于探测所述切刀机构140和所述铣刀机构150于x轴方向和y轴方向的移动距离;
36.切刀机构140,所述切刀机构140设置于所述y轴结构132上,所述切刀机构140上设有切刀141、连接轴142、第三电机143、气缸144、固定座145和第三传感器146,所述切刀141设置于所述连接轴142上,所述连接轴142连接所述第三电机143,所述第三电机143带动铣刀151旋转,所述固定座145固定所述第三电机143于所述气缸144上,所述气缸144设置于所述y轴结构132上,所述气缸144带动所述切刀141进行y轴方向的上下移动,所述第三传感器146设置于所述固定座145的一侧,所述切刀141用于冲切产品上第二料头,所述连接轴142用于固定所述切刀141,所述第三电机143用于带动所述铣刀机构150作业,所述气缸144用于带动所述切刀机构140上下移动,所述固定座145用于固定所述第三电机143,所述第三传感器146用于探测所述切刀机构140于y轴方向上下的移动距离,当所述第三传感器146探测到所述切刀141下降一定高度,且所述切刀141精确对准产品上的第二料头时,发送一信号给控制单元(图未视),所述控制单元(图未视)控制所述气缸144带动所述切刀141向下冲切第二料头,所述铣切一体化装置100利用所述气缸144调整所述切刀141的高度,实现精确冲切产品上的第二料头;
37.铣刀机构150,所述铣刀机构150设置于所述切刀机构140的一侧且位于所述y轴结构132上,所述铣刀机构150上设有铣刀151、高速风冷主轴152和连接座153,所述铣刀151设置于所述高速风冷主轴152的底端,所述连接座153固定所述高速风冷主轴152于所述y轴结构132上,所述高速风冷主轴152连接所述切刀机构140的第三电机143,所述铣刀151通过所述第三电机143于所述高速风冷主轴152内旋转,所述铣刀151用于冲铣产品上第一料头,所述高速风冷主轴152用于固定所述铣刀151,所述连接座153用于固定所述高速风冷主轴152;
38.控制单元(图未视),所述控制单元(图未视)、所述第一电机(图未视)、所述第二电机133、所述第三电机143、所述第一传感器(图未视)、所述第二传感器(图未视)和所述第三传感器146电性连接,所述控制单元(图未视)控制所述第一电机(图未视)带动产品于z轴方向移动,所述控制单元(图未视)控制所述第二电机133带动所述切刀机构140和所述铣刀机构150于x轴方向和y轴方向移动,所述控制单元(图未视)控制所述第三电机143带动所述铣刀151旋转。
39.其中,所述切刀机构140与所述铣刀机构150相互连接,使铣切一体化。
40.其中,所述第一传感器(图未视)探测产品于z轴方向的移动距离,所述第二传感器(图未视)探测所述切刀机构140和所述铣刀机构150分别于x轴和y轴方向的移动距离,所述第三传感器146探测所述切刀机构140于y轴方向上下移动的距离。
41.其中,所述支架机构110上还包括一三孔按钮开关116和两安全光栅117,所述三孔按钮开关116设置于所述平面板113上,所述安全光栅117设置于所述第二支架114上,所述三孔按钮开关116具有启动、暂停和停止装置作业的功能,所述三孔按钮开关116用于开启或者关闭设置,所述安全光栅117用于防止员工作业过度靠近设置,避免生产安全事故的发
生,排除生产安全隐患。
42.其中,所述上遮板115的背部设有一led灯118,所述led灯118用于照亮设备,便于员工肉眼观察设备的运行情况。
43.其中,所述移动机构130通过所述支撑块135固定于所述第二支架114上,所述支撑块135用于固定所述移动机构130。
44.其中,所述固定机构120和移动机构130的内部分别设有丝杆,所述丝杆分别连接所述第一电机(图未视)、所述第二电机133和所述第三电机143,所述铣切一体化装置100以电机和丝杆的连接作为驱动方式。
45.其中,所述第一滑轨结构121和第二滑轨结构(图未视)上分别设有一缓冲垫,所述缓冲垫的材料为软胶材料,所述缓冲垫用于保护设备,防止所述移动机构130内的部件出现损伤。
46.其中,所述切刀机构140上设有一减速机,所述减速机连接所述第三电机143,所述铣刀机构150通过所述第三电机143和所述减速机的电性连接来调整自身铣刀151的旋转速度。
47.其中,所述铣切一体化装置100通过调整x轴、y轴和z轴方向的移动距离来适用不同产品的铣切作业,再通过气缸144调整切刀141的高度,以及通过减速机和第三电机143的电性连接来实现精确铣切产品上的第一料头和第二料头,所述铣切一体化装置100具有精度高、适用性强的特点。
48.请参阅图5所示,图5是本发明的产品的示意图,所述产品10上设有若干各第一料头和若干个11和第二料头12,所述第一料头11需要铣刀151进行冲铣作业,所述第二料头需要切刀141进行冲切作业。
49.请参阅图6和图7所示,图6是本发明的铣切一体化装置于一较佳实施例中第一工作状态的结构示意图,图7是本发明的铣切一体化装置于一较佳实施例中第二工作状态的结构示意图,于本实施例中,首先,按下三孔按钮开关116,启动铣切一体化装置100,将产品10放置于固定治具122上,其次,控制单元(图未视)控制第一电机(图未视)带动产品10于z轴方向移动一定距离,此时,第一传感器(图未视)没有探测到产品10于z轴方向移动的一定距离,控制单元(图未视)也没有控制第二电机133带动切刀机构140和铣刀机构150分别于x轴和y轴进行移。
50.请参阅图8和图9所示,图8是本发明的铣切一体化装置于一较佳实施例中第三工作状态的主视图,图9是本发明的铣切一体化装置于一较佳实施例中第四工作状态的结构示意图,于本实施中,当第一传感器(图未视)探测到产品10于z轴方向移动一定距离时,发送一信号给控制单元(图未视),控制单元(图未视)控制第二电机133带动切刀机构140和铣刀机构150分别于x轴和y轴移动一定距离,接着,当第二传感器(图未视)探测到切刀机构140和铣刀机构150分别于x轴和y轴方向移动一定距离时,发送一信号给控制单元(图未视),控制单元(图未视)先控制第三电机143带动铣刀机构150对产品10上的第一料头11进行冲铣作业,然后,经过一定时间,当第一料头11的冲铣作业完成后,控制单元(图未视)再控制气缸144调整切刀机构140的上下高度,使其切刀141对准产品10上的第二料头12,当第三传感器146探测到切刀141下降一定高度时,控制单元(图未视)控制气缸144带动切刀141向下冲切第二料头12,最后,完成整个产品10的冲切作业,取出产品10。
51.相较于现有技术,本发明的铣切一体化装置100首先启动装置,将产品10放置于固定治具122上,第一电机(图未视)带动产品10于z轴方向移动一定距离,其次,当第一传感器(图未视)探测到产品10于z轴方向移动一定距离时,第二电机133带动切刀机构140切和铣刀机构150分别于x轴和y轴进行移动一定距离,接着,当第二传感器(图未视)探测到切刀机构140和铣刀机构150分别于x轴和y轴方向移动一定距离时,第三电机143带动铣刀机构150对第一料头11进行冲铣作业,然后,经过一定时间,第一料头11的冲铣作业后,气缸144调整切刀机构140的上下高度,切刀141对准产品10上的第二料头12,当第三传感器146探测到切刀141下降一定高度时,气缸144带动切刀141向下冲切第二料头12,最后,完成整个产品10的铣切作业,取出产品10,利用本发明的铣切一体化装置100,不仅通过铣切作业一体化和电机与丝杆连接作为驱动方式,实现产品于x轴、y轴和z轴方向上的灵活移动,解决耗时费力、人工成本高、产品的外观品质下降的问题,还具有铣切精度高、适用不同产品的特点,大大提高了产品的良率和生产效率。
52.需指出的是,本发明不限于上述实施方式,任何熟悉本专业的技术人员基于本发明技术方案对上述实施例所作的任何简单修改、等同变化与修饰,都落入本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1